Изобретение относится к деревообрабатывающей промышленности, в частности к производству прессованных деталей.
Цель изобретения - повышение качества деталей за счет снижения распрессовки порций перед отверждением их в непрерывную заготовку.
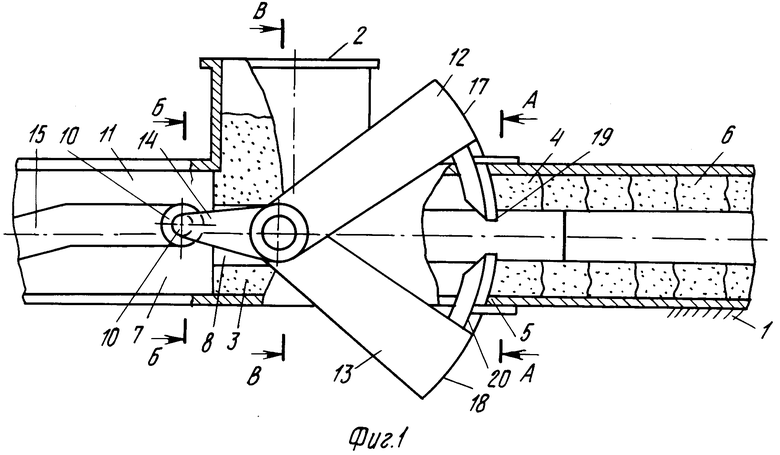
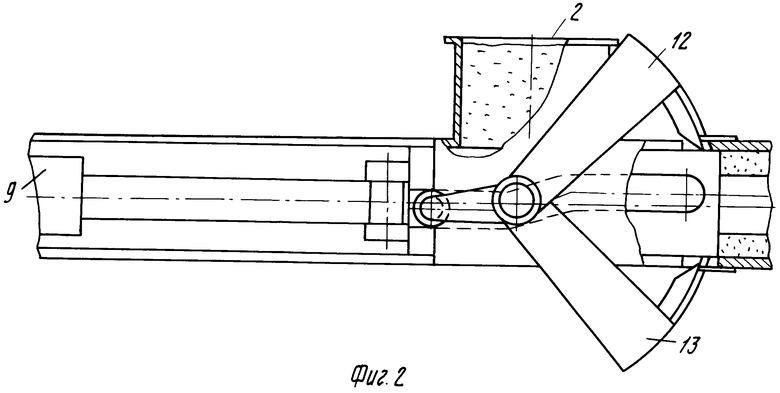
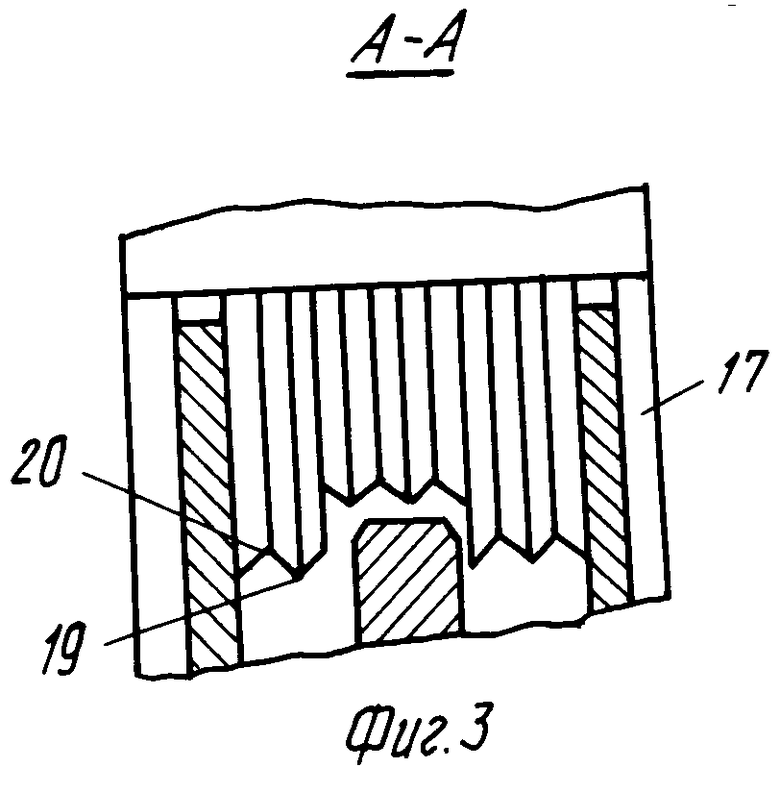
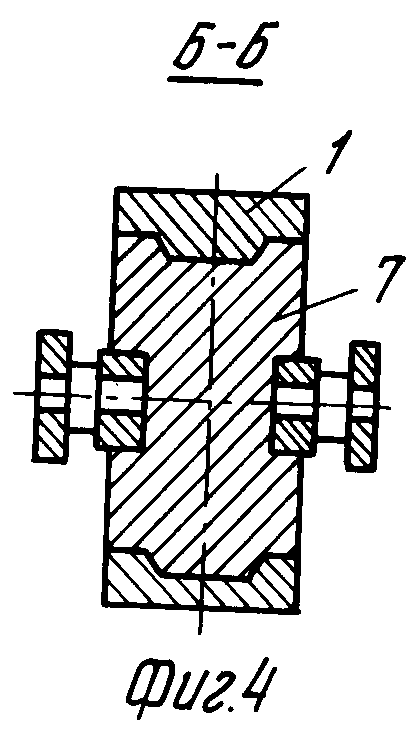
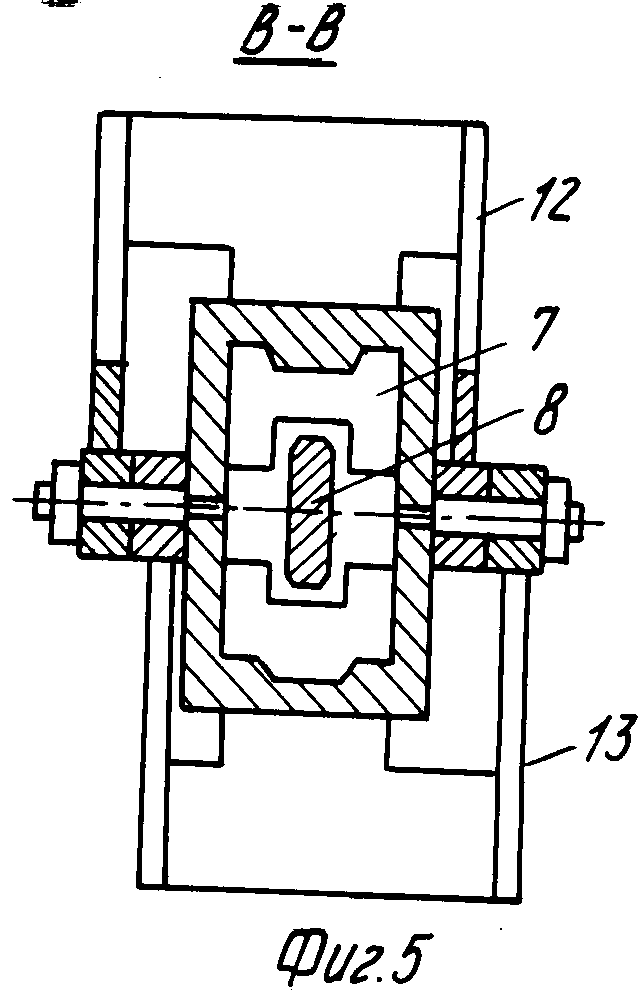
На фиг.1 изображена схема устройства, вид сбоку, рабочий ход; на фиг.2 - то же, холостой ход; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.1.
Способ осуществляют с помощью устройства, которое включает основание 1, узел подачи пресс-массы 2, камеры формирования 3 порций 4, прессования 5 их в непрерывную заготовку 6, толкатель 7 с пустотообразователем 8 и привод 9, устройство снабжено размещенным перед камерой прессования 5 приспособлением обратной фиксации 10 порций 4, которое выполнено в виде смонтированных попарно на боковых сторонах 11 толкателя 7 верхних 12 и нижних 13 Г-образных фиксаторов, и опорных рычагов 14, при этом толкатель 7 выполнен со ступенчатыми направляющими 15, которые расположены на боковых его сторонах 11, опорные рычаги 14 имеют шарнирно смонтированные в ступенчатых направляющих 15 опорные ролики 16, а горизонтальные полки 17, 18 фиксаторов 12, 13 выполнены выпуклыми и имеют зубчатые выступы 19 и впадины 20.
Работает устройство следующим образом.
В узел подачи 2 подают предварительно подготовленную пресс-массу, которая поступает в камеру формирования 3 порций 4. Затем включают привод 9, и толкатель 7 совершает рабочий ход, сжимая пресс-массу в прессованную порцию 4, при этом верхний 12 и нижний 13 фиксаторы находятся в верхнем положении (см. фиг.2).
После окончания прессования толкатель 7 начинает постепенно совершать обратный ход, т.е. отходить от отпрессованной порции 4, и между порцией 4 и толкателем 7 возникает зазор, в который под воздействием опорных рычагов 14 вклиниваются одновременно как верхний 12, так и нижний 13 фиксаторы, обеспечивая предотвращение обратной распрессовки порции 4. После чего выполняют вновь загрузку камеры формирования 3 новой пресс-массой и включают толкатель 7 на рабочий ход, при этом за счет ступенчатых направляющих 15 и опорных роликов 16 фиксаторы 12 и 13 постепенно раскрываются и выдвигаются из зазора, пропуская новую порцию 4 и толкатель 7, и цикл повторяют.
Использование: деревообрабатывающая промышленность, изготовление прессованных деталей. Сущность изобретения: в узел подачи подают предварительно подготовленную пресс-массу, которая поступает в камеру формирования порций. Затем включают привод и толкатель совершает рабочий ход, сжимая пресс-массу в прессованную порцию, при этом верхний и нижний фиксаторы находятся в верхнем положении. 2 с.п.ф-лы, 5 ил.
| Устройство для изготовления прессованных брусьев | 1987 |
|
SU1449345A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
