Изобретение относится к области переработки полимерных материалов экструзией в одночервячных и двухчервячных машинах, может быть использовано на заводах резинотехнических изделий и шинных заводах и является усовершенствованием изобретения по авт. св. № 1030188.
Цель изобретения - сокрашение трудозатрат по обслуживанию экструдера за счет обеспечения его автоматического питания.
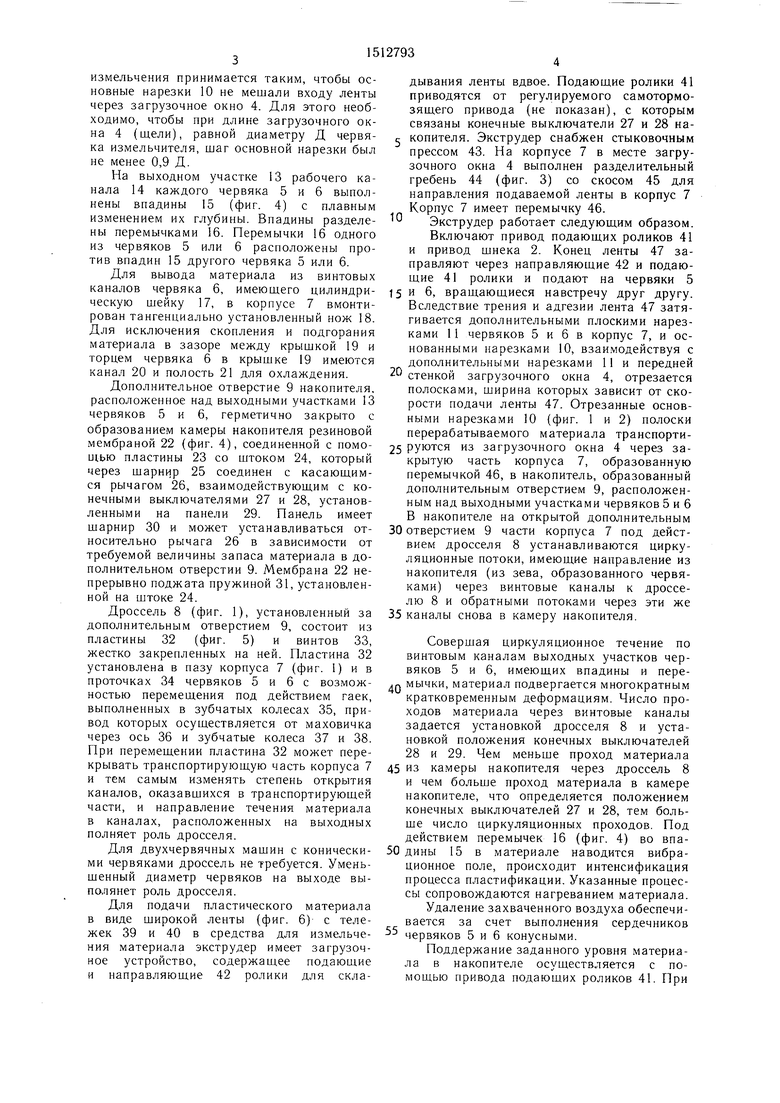
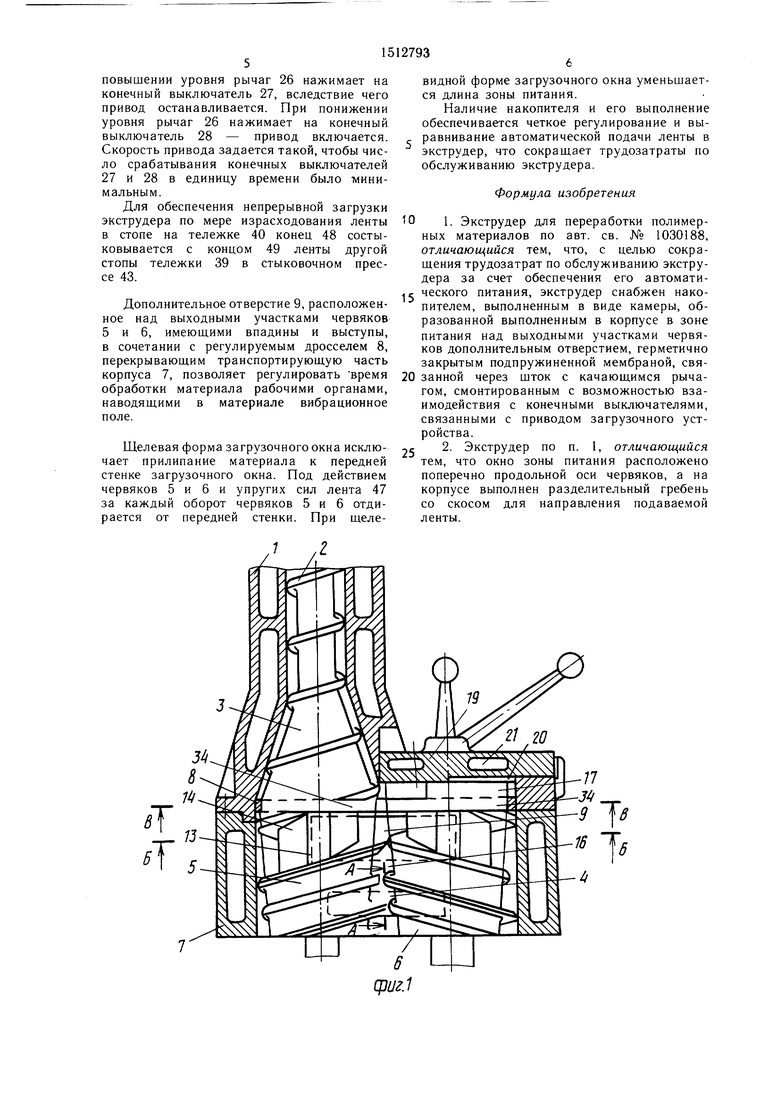
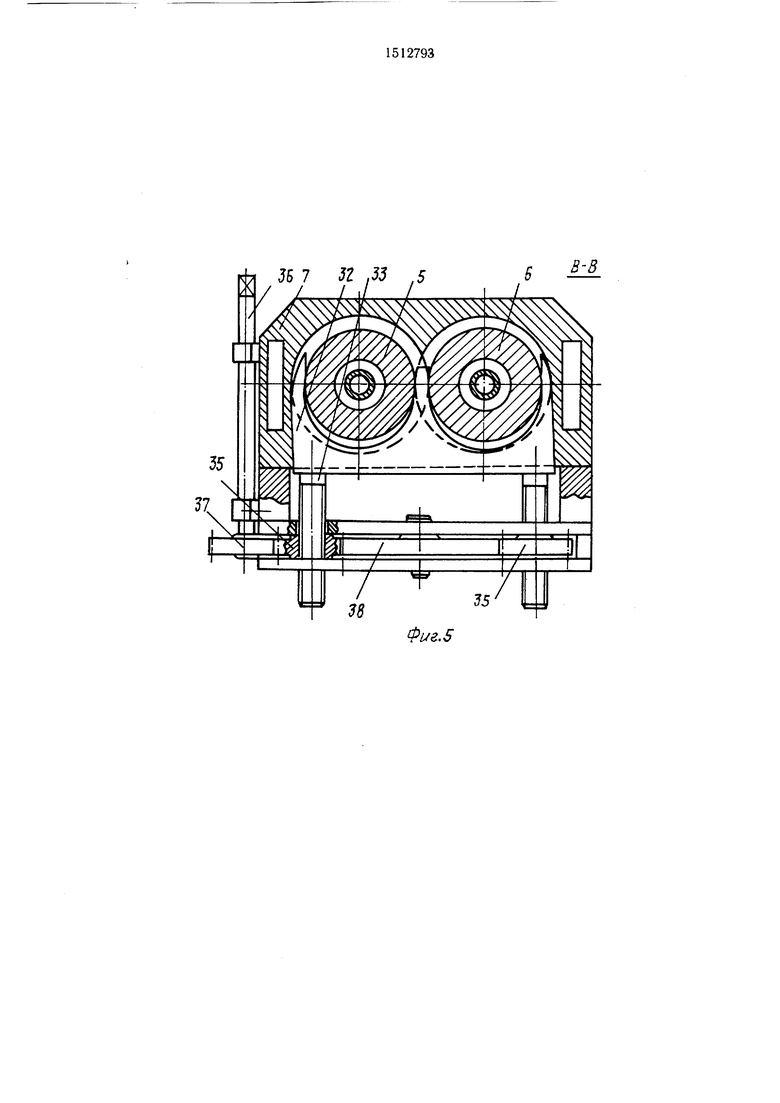
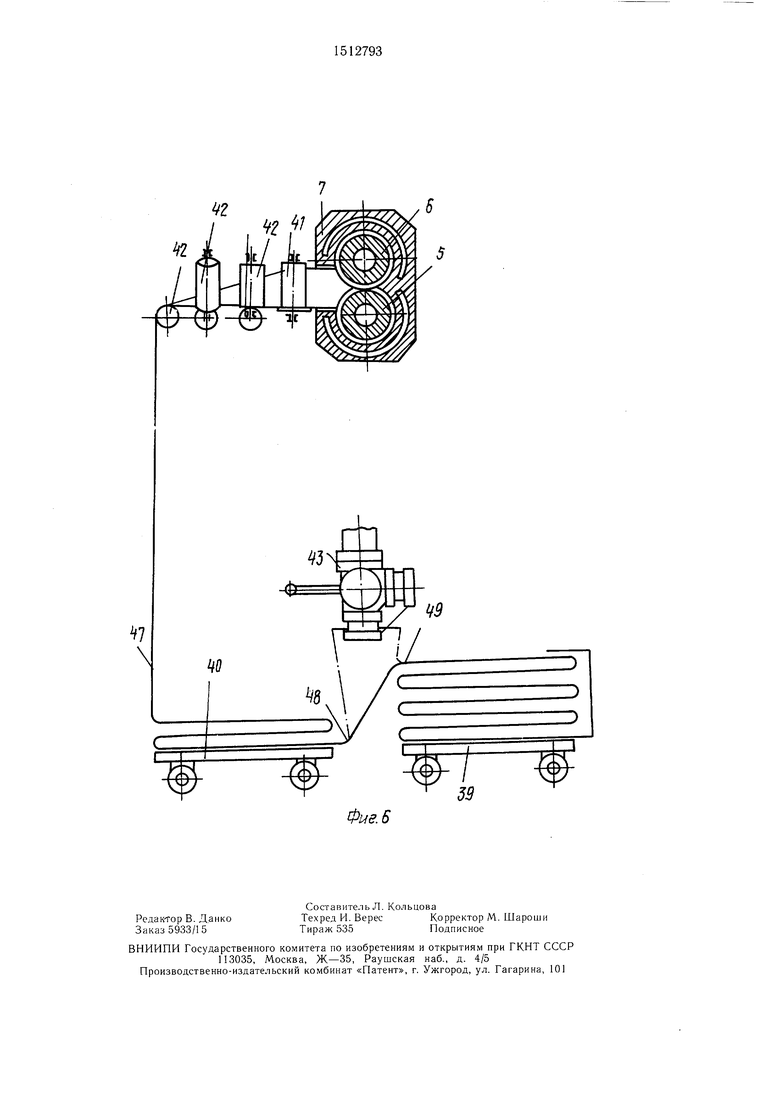
На фиг. 1 показан экструдер, продольный разрез; на фиг. 2 - профиль нарезок; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В- В на фиг. 1; на фиг. 6 - узел подачи ленты в экструдер.
Экструдер для переработки полимерных материалов (фиг. 1) содержит корпус 1 и размещенный в нем шнек 2, выполненный с коническим переходом 3 в зоне питания. Зона питания содержит загрузочное окно 4, имеющее форму щели, средства для
измельчения материала, представляющее собой два коротких червяка 5 и 6, размещенные в корпусе 7, регулируемый дроссель 8 и дополнительное отверстие 9 накопителя, расположенное в том же корпусе 7, служащее для накопления запаса материала и регулирования времени обработки материала червяками 5 и 6. Два коротких червяка 5 и 6, имеют конические сердечники, большие основания конусов которых расположены со стороны выхода материала. Червяки 5 и 6 выполнены с винтовыми основаниями 10 и чередующимися с ними дополнительными 11 нарезками, между которыми образованы рабочие каналы 12. Витки основных нарезок 10 выполнены заостренными и расположены напротив витков дополнительных нарезок 11, выполненных с плоской рабочей поверхностью. Разница высоты К основных 10 и дополнительных 11 нарезок равна или несколько меньше толщины питающей ленты. Шаг многозаходных нарезок 10 и 11 средств
ел
to
;о
00
NJ
измельчения принимается таким, чтобы основные нарезки 10 не мешали входу ленты через загрузочное окно 4. Для этого необходимо, чтобы при длине загрузочного окдывания ленты вдвое. Подающие ролики 41 приводятся от регулируемого самотормозящего привода (не показан), с которым связаны конечные выключатели 27 и 28 нана 4 (щели), равной диаметру Д червя- „ копителя. Экструдер снабжен стыковочным ка измельчителя, щаг основной нарезки был прессом 43. На корпусе 7 в месте загрузочного окна 4 выполнен разделительный гребень 44 (фиг. 3) со скосом 45 для
направления подаваемой ленты в корпус 7 Корпус 7 имеет перемычку 46.
не менее 0,9 Д.
На выходном участке 13 рабочего канала 14 каждого червяка 5 и 6 выполнены впадины 15 (фиг. 4) с плавным ..... . ,
изменением их глубины. Впадины разделе- 0 Экструдер работает следующим образом, ны перемычками 16. Перемычки 16 одногоВключают привод подающих роликов 41
и привод щнека 2. Конец ленты 47 заправляют через направляющие 42 и подающие 41 ролики и подают на червяки 5
каналов червяка 6, имеющего цилиндри- 15 и 6, вращающиеся навстречу друг другу, ческую щейку 17, в корпусе 7 вмонти- Вследствие трения и адгезии лента 47 затягивается дополнительными плоскими нарезками 11 червяков 5 и 6 в корпус 7, и основанными нарезками 10, взаи.модействуя с дополнительными нарезками 11 и передней 2 стенкой загрузочного окна 4, отрезается полосками, щирина которых зависит от скорости подачи ленты 47. Отрезанные основными нарезками 10 (фиг. 1 и 2) полоски перерабатываемого материала транспортииз червяков 5 или 6 расположены против впадин 15 другого червяка 5 или 6. Для вывода материала из винтовых
рован тангенциально установленный нож 18. Для исключения скопления и подгорания материала в зазоре между крыщкой 19 и торцем червяка 6 в крыщке 19 имеются канал 20 и полость 21 для охлаждения.
Дополнительное отверстие 9 накопителя, расположенное над выходными участками 13 червяков 5 и 6, герметично закрыто с образованием камеры накопителя резиновой
мембраной 22 (фиг. 4), соединенной с помо- 25 руются из загрузочного окна 4 через за- щью пластины 23 со щтоком 24, которыйкрытую часть корпуса 7, образованную
через щарнир 25 соединен с касающимся рычагом 26, взаимодействующим с конечными выключателями 27 и 28, установленными на панели 29. Панель имеет
перемычкой 46, в накопитель, образованный дополнительным отверстием 9, расположенным над выходными участками червяков 5 и 6 В накопителе на открытой дополнительным
щарнир 30 и может устанавливаться от- 30 отверстием 9 части корпуса 7 под действием дросселя 8 устанавливаются циркуляционные потоки, имеющие направление из накопителя (из зева, образованного червяками) через винтовые каналы к дроссеносительно рычага 26 в зависимости от требуемой величины запаса материала в дополнительном отверстии 9. Мембрана 22 непрерывно поджата пружиной 31, установленной на щтоке 24.
Дроссель 8 (фиг. 1), установленный за 35 каналы снова в камеру накопителя, дополнительным отверстием 9, состоит из пластины 32 (фиг. 5) и винтов 33, жестко закрепленных на ней. Пластина 32 установлена в пазу корпуса 7 (фиг. 1) и в
лю 8 и обратными потоками через эти же
Совершая циркуляционное течение по винтовым каналам выходных участков червяков 5 и 6, имеющих впадины и перепроточках 34 червяков 5 и 6 с возмож- ,,, мычки, материал подвергается многократным ностью перемещения под действием гаек, кратковременным деформациям. Число про- выполненных в зубчатых колесах 35, при- ходов материала через винтовые каналы
задается установкой дросселя 8 и установкой положения конечных выключателей 28 и 29. Чем меньще проход материала
вод которых осуществляется от маховичка через ось 36 и зубчатые колеса 37 и 38. При перемещении пластина 32 может перекрывать транспортирующую часть корпуса 7 45 из камеры накопителя через дроссель 8
и чем больще проход материала в камере накопителе, что определяется положением конечных выключателей 27 и 28, тем больще число циркуляционных проходов. Под действием перемычек 16 (фиг. 4) во впаДля двухчервячных мащин с конически- 50 дины 15 в материале наводится вибра- ми червяками дроссель не требуется. Умень-ционное поле, происходит интенсификация
процесса пластификации. Указанные процессы сопровождаются нагреванием материала. Удаление захваченного воздуха обеспечивается за счет выполнения сердечников
и тем самым изменять степень открытия каналов, оказавшихся в транспортирующей части, и направление течения материала в каналах, расположенных на выходных полняет роль дросселя.
щенный диаметр червяков на выходе вы- полянет роль дросселя.
Для подачи пластического материала в виде широкой ленты (фиг. 6) с тележек 39 и 40 в средства для измельче--55 червяков 5 и 6 конусными,
ния материала экструдер имеет загрузоч-Поддержание заданного уровня материаное устройство, содержащее подающиела в накопителе осуществляется с пои направляюц ие 42 ролики для скла-мощью привода подающих роликов 41. При
дывания ленты вдвое. Подающие ролики 41 приводятся от регулируемого самотормозящего привода (не показан), с которым связаны конечные выключатели 27 и 28 накопителя. Экструдер снабжен стыковочным прессом 43. На корпусе 7 в месте загрузочного окна 4 выполнен разделительный гребень 44 (фиг. 3) со скосом 45 для
направления подаваемой ленты в корпус 7 Корпус 7 имеет перемычку 46.
..... . ,
Экструдер работает следующим образом, Включают привод подающих роликов 41
каналы снова в камеру накопителя,
лю 8 и обратными потоками через эти же
повышении уровня рычаг 26 нажимает на конечный выключатель 27, вследствие чего привод останавливается. При понижении уровня рычаг 26 нажимает на конечный
видной форме загрузочного окна уменьшается длина зоны питания.
Наличие накопителя и его выполнение обеспечивается четкое регулирование и вывыключатель 28 - привод включается. равнивание автоматической подачи ленты в Скорость привода задается такой, чтобы чис- -., ,- -, . ло срабатывания конечных выключателей 27 и 28 в единицу времени было минимальным.
Для обеспечения непрерывной загрузки экструдера по мере израсходования ленты Ю в стопе на тележке 40 конец 48 состыковывается с концом 49 ленты другой стопы тележки 39 в стыковочном прессе 43.
экструдер, что сокращает трудозатраты по обслуживанию экструдера.
Формула изобретения
1. Экструдер для переработки полимерных материалов по авт. св. № 1030188, отличающийся тем, что, с целью сокращения трудозатрат по обслуживанию экструдера за счет обеспечения его автомати- .с ческого питания, экструдер снабжен накоДополнительное отверстие 9, расположен- - пителем, выполненным в виде камеры, об- ное над выходными участками червяков разованной выполненным в корпусе в зоне 5 и 6, имеющими впадины и выступы, питания над выходными участками червя- в сочетании с регулируемым дросселем 8, ков дополнительным отверстием, герметично перекрывающим транспортирующую часть закрытым подпружиненной мембраной, свя- корпуса 7, позволяет регулировать время 20 занной через шток с качающимся рыча- обработки материала рабочими органами, гом, смонтированным с возможностью взаимодействия с конечными выключателями, связанными с приводом загрузочного устройства.
Щелевая форма загрузочного окна исклю- 25 - Экструдер по п. 1, отличающийся „„„„„„ , .. ... питания расположено
поперечно продольной оси червяков, а на корпусе выполнен разделительный гребень со скосом для направления подаваемой ленты.
наводящими в материале вибрационное поле.
чает прилипание материала к передней стенке загрузочного окна. Под действием червяков 5 и 6 и упругих сил лента 47 за каждый оборот червяков 5 и 6 отдирается от передней стенки. При щелевидной форме загрузочного окна уменьшается длина зоны питания.
Наличие накопителя и его выполнение обеспечивается четкое регулирование и выравнивание автоматической подачи ленты в -., ,- -, . равнивание автоматической подачи ленты в -., ,- -, . экструдер, что сокращает трудозатраты по обслуживанию экструдера.
Формула изобретения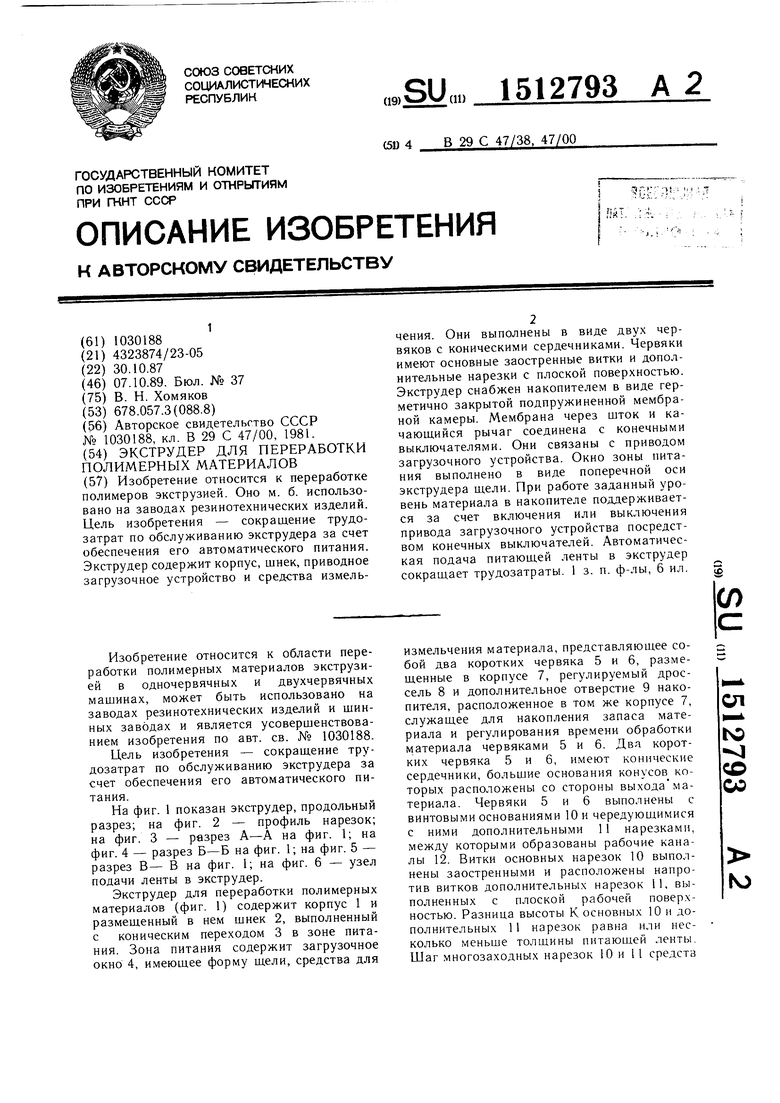
Изобретение относится к переработке полимеров экструзией. Оно может быть использовано на заводах резинотехнических изделий. Цель изобретения - сокращение трудозатрат по обслуживанию экструдера за счет обеспечения его автоматического питания. Экструдер содержит корпус, шнек, приводное загрузочное устройство и средства измельчения. Они выполнены в виде двух червяков с коническими сердечниками. Червяки имеют основные заостренные витки и дополнительные нарезки с плоской поверхностью. Экструдер снабжен накопителем в виде герметично закрытой подприжиненной мембраной камеры. Мембрана через шток и качающийся рычаг соединена с конечными выключателями. Они связаны с приводом загрузочного устройства. Окно зоны питания выполнено в виде поперечной оси экструдера щели. При работе заданный уровень материала в накопителе поддерживается за счет включения или выключения привода загрузочного устройства посредством конечных выключателей. Автоматическая подача питающей ленты в экструдер сокращает трудозатраты. 1 з.п. ф-лы, 6 ил.
(риг.2
/ 27 ,гв ,30 37 IS
- - , LO I
/ ///
/ ,2
Фиг.
Фиг.з
IS
/ ,2
В-5
22
15
56 7 JZ ,33 ,5 V /
3-3
Фиг.5
42
1 |
0
| Червячный пресс для переработки пластмасс | 1981 |
|
SU1030188A1 |
| Солесос | 1922 |
|
SU29A1 |
