Изобретение относится к способу литья под давлением пластических материалов, особенно предпочтитаемому при литьевом, формовании высокоточных изделий, требующем максимального уменьшения отклонения от средней массы при каждом цикле литья, и к устройству для осуществления способа.
В соответствии с известным уровнем техники устройство для литья под давлением пластического материала содержит литьевую машину червячно-плунжерного типа и формующий узел, образующий оформляющую полость, в которой формуют отливаемое изделие. Формующий узел может представлять собой отдельную форму для литого изделия или может состоять из основной формы для литого изделия и формы с охлаждаемым литником для материала, отформованного в распределительном литнике. Вместо формы с охлаждаемым литником устройство может быть снабжено формой с обогреваемым литником, объединенной с коллектором между отдельной формой и литьевом машиной. Между формующим узлом и корпусом литьевой машины образован литьевой канал посредством сопла (в наиболее простом случае с одногнездной формой) или сопла и формующего узла с обогреваемым распределительным литником.
При использовании такого устройства традиционный способ литья под давлением включает в себя следующие стадии:
пластикация и дозировка (при каждом цикле литья) пластического материала с нагревом в корпусе машины;
впрыск горячего пластицированного материала под давлением в полость формы через литьевой канал;
выдержка горячего впрыснутого материала под давлением, по крайней мере, частично во всей оформляющей полости с одновременным охлаждением формующего узла для обеспечения тем самым получения и затвердевания в нем литого издели;
извлечение затвердевшего литого изделия из оформляющей полости после раскрытия формующего узла.
Как было установлено, одной из наиболее важных стадий, определяющей важные факторы, влияющие на качество литого изделия, является стадия выдержки материала под давлением. Если эту стадию не осуществляют подходящим образом, то литые изделия имеют нежелательную усадку, вызванную недостаточным заполнением формы, и/или заусеницы вследствие чрезмерного уплотнения.
Время стадии выдержки материала под давлением зависит от времени, необходимого для охлаждения отформованного изделия в оформляющей полости.
В соответствии с известным уровнем техники стадию выдержки материала под давлением осуществляют, используя литьевую машину с плунжером, оказывающим внешнее давлением выдержки вслед за давлением впрыска на впрыснутый материал в оформляющей полости и литьевом канале, ведущим к оформляющей полости.
Традиционная технология включает в себя регулирование внешнего давления выдержки, создаваемого литьевой машиной, для обеспечения многоступенчатого (вместо неступенчатого) давления, изменяемого ступенчато при заданных ходах плунжера.
Известен способ литья под давлением с использованием литьевой машины, являющийся наиболее близким к предлагаемому способу [1] . Данный способ литья под давлением с использованием литьевой машины, имеющей корпус, снабженный инжекционным плунжером, и отходящий от корпуса полый удлинитель, содержащий сопло и образующий литьевой канал, и формующего узла, образующего оформляющею полость, снабженную литниковым отверстием, и соединенного с машиной с обеспечением сообщения между внутренней полостью корпуса машины и оформляющей полостью через литьевой канал, способ включает в себя стадии пластикации и дозировки (при каждом цикле литья) пластического материала, нагреваемого путем нагрева корпуса машины, впрыска под давлением горячего пластицированного материала в оформляющую полость через литьевой канал, выдержки горячего впрыснутого материала под давлением, по крайней мере, частично во всей оформляющей полости с одновременным охлаждением формующего узла для обеспечения тем самым получения и отверждевания в нем отформованного изделия и извлечения отвержденного литого изделия из оформляющей полости после раскрытия формующего узла, причем после стадии впрыска, но во время осуществления стадии выдержки материала под давлением, литьевой канал перекрывают в промежуточной его части, прекращая сообщение между внутренней полостью корпуса машины и оформляющей полостью, с помощью клапанного средства, встроенного в литьевой канал, и после перекрытия литьевого канала осуществляют посредством литьевой машины упомянутую стадию пластикации и дозировки для следующего цикла литья (впрыска), упомянутая стадия выдержки материала под давлением содержит стадию использования клапанного средства для оказания внутреннего давления выдержки только на переднюю часть всего впрыснутого материала, отделенного в результате перекрытия литьевого канала посредством самой передней части материала, уплотненной в постоянном замкнутом пространстве, состоящем из оформляющей полости и передней части литьевого канала, являющейся камерой выдержки под внутренним давлением, образованной посредством полого удлинителя и клапанного средства между клапанным средством и литниковым отверстием.
Известен также вариант осуществления способа литья под давлением с использованием литьевой машины, имеющей корпус с инжекционнным плунжером, полый удлинитель, формующий узел с оформляющей полостью [2] . Известный способ включает в себя стадии пластикации и дозировки пластического материала, нагреваемого путем нагрева корпуса, впрыска под давлением горячего пластицированного материала в оформляющую полость через литьевой канал, выдержки горячего впрыснутого материала под давлением, по крайней мере, частично во всей оформляющей с одновременным охлаждением формующего узла для получения и отверждения в нем отформованного изделия и извлечения отвержденного литого изделия из оформляющей полости после раскрытия формующего узла. При этом после стадии впрыска но во время осуществления стадии выдержки материала под давлением литьевой канал перекрывают в промежуточной его части, прекращая сообщение между внутренней полостью корпуса машины и оформляющей полостью, с помощью клапанного средства, встроенного в литьевой канала, и после перекрытия литьевого канала осуществляют стадии выдержки материала под давлением литьевой канал перекрывают в промежуточной его части, прекращая сообщение между внутренней полостью корпуса и оформляющей полостью, с помощью клапанного средства, встроенного в литьевой канал. После перекрытия литьевого канала осуществляют стадию палстикации и дозировки, а стадию выдержки материала под давлением осуществляют, сначала используя саму литьевую машину, приводимую в действие так, чтобы инжекционный плунжер оказывал первое давление выдержки на весь впрыснутый материала, а затем используя клапанное средство для оказания второго давления выдержки только на переднюю часть всего впрыснутого материала, отдаленного в результате перекрытия литьевого канала, причем первым давлением является внешнее давление, оказывамое посредством инжекционного плунжера вслед за давлением впрыска, а вторым давлением выдержки является внутреннее давление, оказываемое после перекрытия литьевого канала самой передней частью материала, уплотненной в постоянном замкнутом пространстве, состоящем из оформляющей полости и передней части литьевого канала, являющейся камерой выдержки под внутренним давлением, образованной посредством полого удлинителя и клапанного средства между клапанным средством и литниковым отверстием.
В традиционном методе имеют место серьезные трудности в регулировании такого многоступенчатого давления, изменяемого ступенчато и точно в заданных точных местах хода, поскольку промежуток времени между соседними ступенями давления очень короток (порядка 0,01 секунды) при очень коротком расстоянии между ходами на соседних ступенях давления (порядка 0,1 мм), в то время как внутренний диаметр цилиндра корпуса литьевой машины очень велик по отношению к такой малой разности ходов. При этих условиях регулирование многоступенчатого давления нельзя гарантировать, работая вручную. Поэтому большинство современных литьевых машин для производства точных изделий, в частности малогабаритных изделий, оборудованы дорогой ЭВМ, снабженной дорогими электронными датчиками для регулируемых параметров.
Только после завершения стадии выдержки материала под давлением в цикле литья может быть осуществлена стадия пластикации и дозировки для следующего цикла литья. Это обусловлено тем, что инжекционный плунжер самой машины, по существу, занят рабтой на упомянутой стадии выдержки материала под давлением. Это означает, что стадия пластикации и дозировки может занимать время лишь от момента окончания стадии выдержки под давлением до момента раскрытия формующего узла для извлечения отформованного изделия. Это время относительно коротко по отношению к продолжительности цикла литья, например 4,6 с (34% ) в цикле, составляющем 14,50 с, тогда как время стадии выдержки материала под давлением составляет 5,09 с (35% ).
В промышленности литья под давлением пластических материалов имеется большая потребность в повышении производительности при изготовлении точных изделий в результате уменьшения продолжительности цикла литья. Эта потребность вынуждает (в одном из путей) укорачивать продолжительность стадии выдержки материала под давлением, гарантируя при этом все же хорошее качество отлитого точного изделия. Это заставляет не только подавать охлаждающую способность формы, но и повышать точность регулирования посредством ЭВМ многоступенчатого давления выдержки и давления впрыска при соответственных ходах поршня, с тем, чтобы обеспечить соответствие с улучшенным охлаждением формы, что делает само управление от ЭВМ более сложным и приводит к увеличению затрат на оборудование ЭВМ.
Цель изобретения - повышение эффективности процесса литья под давлением пластических материалов.
Поставленная цель достигается тем, что способ литья под давлением с использованием литьевой машины, имеющей корпус, снабженный инжекционным плунжером, и отходящий от корпуса полый удлинитель, содержащий сопло и образующий литьевой канал, и формующий узел, образующий оформляющую полость. Формующий узел объединен с машиной с обеспечением сообщения между внутренней частью корпуса машины и оформляющей полостью через литьевой канал, способ включает в себя стадии пластикации и дозировки при каждом цикле литья пластического материала, нагреваемого путем нагрева корпуса машниы, впрыска горячего пластицированного материала под давлением в оформляющую полость через литьевой канал, выдержки горячего впрыснутого материала под давлением, по крайней мере, частично во всей оформляющей полости с одновременным охлаждением формующего узла для обеспечения тем самым получения и отверждения в нем отформованного изделия, и извлечения затвердевшего литого изделия из оформляющей полости после раскрытия формующего узла, причем после стадии впрыска, но во время осуществления стадии выдержки материала под давлением литьевой канал перекрывают в промежуточной его части, прекращая сообщение между внутренней полостью корпуса машины и оформляющей полостью с помощью клапанного средства, встроенного в литьевой канал. После перекрытия литьевого канала осуществляют посредством литьевой машины упомянутую стадию пластикации и дозировки для следующего цикла литья впрыска. Упомянутая стадия выдержки материала под давлением содержит стадию использования клапанного средства для оказания внутреннего давления выдержки только на переднюю часть всего впрыснутого материала, отделенного путем перекрытия литьевого канала, посредством самой передней части материала, уплотненной в постоянно замкнутом пространстве, состоящем из оформляющей полости и передней части литьевого канала, являющейся камерой выдержки под внутренним давлением, образованной посредством полого удлинителя и клапанного средства между клапанным средством и литниковым отверстием.
Способ включает в себя стадию обратного отсасывания горячего материала, оставшегося в упомянутой передней части канала. До завершения стадии выдержки под внутренним давлением при каждом цикле литья регулируют количество горячего материала, уплотненного в постоянном замкнутом пространстве путем выпуска возможной избыточной части уплотненного материала из включающей литьевую машину системы.
Для регулирования количества уплотненного материала осуществляют после перекрытия литьевого канала стадию дополнительной повторной дозировки путем регулирования внутреннего давления уплотненного материала до заданного значения внутреннего давления, если внутреннее давление выше последнего значения, с выпуском из системы, включающей литьевую машину, избыточной части уплотненного горячего материала.
Причем в стадии выдержки материала под давлением дополнительно осуществлена первая стадия, за которой следует стадия выдержки под внутренним давлением, служащая в качестве второй стадии, на которой используют саму литьевую машину, приводимую в действие для оказания посредством плунжера внешнего давления выдержки на весь впрыснутый материал.
Первую стадию выдержки под внешним давлением осуществляют при неступенчатых рабочих условиях, чтобы заставить плунжер оказывать неступенчатое внешнее давление на впрыснутый материал.
Стадию впрыска осуществляют при неступенчатых рабочих условиях, заполняя оформляющую полость материалом посредством плунжера, оказывающего на материал неступенчатое внешнее давление, причем внешнее давление впрыска и внешнее давление выдержки материала вместе составляют ступенчатое внешнее давление, оказываемое посредством инжекционного плунжера при ступенчатых рабочих условиях.
Стадия выдержки материала под давлением состоит из стадии выдержки под внутренним давлением, переключаемой со стадии впрыска путем перекрытия литьевого канала, причем заданное значение внутреннего давления - Рr представляет собой значение внутреннего давления, равного конечному давлению впрыска, оказываемому плунжером.
Конечное давление впрыска поддерживают большим заданного значения Рr внутреннего давления.
Дополнительно способ содержит стадию обратного отсасывания горячего материала, оставшегося в упомянутом замкнутом пространстве, путем увеличения его объема до раскрытия формующего узла для извлечения отформованного изделия, но при продолжении перекрытия литьевого канала, что предотвращает чрезмерное уплотнение горячего материала.
Следующий за отформованным изделием передний конец оставшегося в литьевом канале материала отверждают путем охлаждения формы в зоне литникового отверстия, причем отвержденный передний конец материала расплавляют посредством мгновенного тепла, временно подводимого после завершения стадии обратного отсасывания, но чуть раньше следующего цикла литья.
Прежде чем расплавить отвержденный передний конец материала, прекращают перекрытие литьевого канала, чтобы обеспечить сообщение оформляющей полости с внутренней полостью корпуса машины для следующего цикла литья.
Первую стадию выдержки под внешним давлением заканчивают после того, как внешнее давление выдержки становится, по существу, постоянным.
В соответствии с другим вариантом изобретения способ литья под давлением с использованием литьевой машины, имеющей корпус, снабженный инжекционным плунжером, и отходщий от корпуса полый удлинитель, образующий литьевой канал, и формующего узла, образующего оформляющую полость, снабженную литниковым отверстием, и соединенного с машиной с обеспечением сообщения между внутренней полостью корпуса машины и оформляющей полостью через литьевой канал, способ включает в себя стадии пластикации и дозировки при каждом цикле литья пластического материала, нагреваемого путем нагрева корпуса машины, впрыска под давлением горячего пластицированного материала в оформляющую полость через литьевой канал, выдержки горячего впрыснутого материала под давлением, по крайней мере, частично во всей оформляющей полости с одновременным охлаждением формующего узла для обеспечения тем самым получения и отверждения в нем отформованного изделия и извлечения отвержденного литого изделия из оформляющей полости после раскрытия формующего узла, причем после стадии впрыска, но во время осуществления стадии выдержки материала под давлением, литьевой канал перекрывают в промежуточной его части, прекращая сообщение между внутренней полостью корпуса машины и оформляющей полостью с помощью клапанного средства, встроенного в литьевой канал, и после перекрытия литьевого канала осуществляют посредством литьевой машины стадию пластикации и дозировки для следующего цикла литья впрыска, а стадию выдержки материала под давлением осуществляют, сначала используя саму литьевую машину, приводимую в действие так, чтобы инжекционный плунжер оказывал первое давление выдержки на весь впрыснутый материал, а затем используя клапанное средство для оказания второго давления выдержки только на переднюю часть всего впрыснутого материала, отделенного в результате перекрытия литьевого канала, причем первым давлением является внешнее давление, оказываемое посредством инжекционного плунжера вслед за давлением впрыска, а вторым давлением выдержки является внутреннее давление, оказываемое после перекрытия литьевого канала самой передней частью материала, уплотненной в постоянном замкнутом пространстве, состоящем из оформляющей полости и передней части литьевого канала, являющейся камерой выдержки под внутренним давлением, образованной посредством полого удлинителя и клапанного средства между клапанным средством и литниковым отверстием, а внутренний пространственный объем камеры выдержки под давлением устанавливают приблизительно равным объему оформляющей полости или больше для оказания явного уравнивающего сталибилизирующего действия на впрыснутый материал, благодаря которому отформованное изделие будет иметь среднюю массу с уменьшенным отклонением по сравнению с предполагаемым соответствующим изделием, отформованным с использованием такой же самой камеры, но без осуществления упомянутого перекрытия литьевого канала.
Стадию впрыска осуществляют при неступенчатых рабочих условиях, заполняя оформляющую полость материалом посредством плунжера, оказывающего на материал неступенчатое внешнее давление, причем внешнее давление впрыска и внешнее давление выдержки материала вместе составляют ступенчатое внешнее давление, оказываемое посредством инжекционного плунжера при ступенчатых рабочих условиях.
Первую стадию выдержки под внешним давлением заканчивают после того, как внешнее давление становится, по существу, постоянным, затем осуществляют перекрытие литьевого канала для второй стадии выдержки под внутренним давлением.
Для осуществления одного из вариантов способа используется устройство для литья под давлением с формующим узлом, имеющим полуформы, образующие, по крайней мере, одну оформляющую полость, снабженную, по крайней мере, одним литниковым отверстием, содержащее литьевую машину, имеющую корпус, образующий цилиндр и гидроцилиндр или электрическое приводное средство для инжекционного плунжера, размещенного в цилиндре, и отходящий от корпуса полый удлинитель, содержащий сопло и образующий литьевой канал, обеспечивающий сообщение между внутренней полостью корпуса машины и оформляющей полостью, причем машина предназначена для пластикации и дозировки пластического материала в корпусе при нагреве корпуса и полого удлинителя, впрыска горячего пластицированного материала в оформляющую полость через литьевой канал и выдержки впрыснутого материала под давлением, по крайней мере, частично во всей оформляющей полости, полуформы снабжены средством для охлаждения формующего узла, устройство дополнительно содержит камеру выдержки под давлением, образованную посредством целого удлинителя и встроенного в него клапанного средства между клапанным средством и литниковым отверстием, клапанное средство предназначено для перекрытия литьевого канала в промежуточной его части с прекращением тем самым сообщения между внутренней полостью корпуса машины и оформляющей полостью, камера выдержки под давлением и формующий узел вместе образуют постоянное замкнутое пространство, состоящее из оформляющей полости и сообщающейся с ней камеры и обеспечивающее возможность уплотнения в нем передней части всего впрыснутого материала, отделенного в результате перекрытия литьевого канала, с тем, чтобы заставить уплотненный материал создавать внутреннее давление, вынуждающее материал прижиматься к стенкам оформляющей полости, а полый удлинитель имеет местный канал, ответвленный от литьевого канала и ведущий из содержащей литьевую машину системы наружу, причем в местный канал встроены второе и третье клапанные средства, из которых второе предназначено для открытия входного отверстия местного канала, когда первое клапанное средство находится в закрытом положении, и для закрытия входного отверстия, когда первое клапанное средство находится в открытом положении, а третье клапанное средство предназначечено для открытия местного канала наружу из системы, когда внутреннее давление уплотненного материала выше заданного значения, и для отсекания местного канала от наружного пространства, когда внутреннее давление меньше заданного значения, что обеспечивает возможность регулирования внутреннего давления после перекрытия литьевого канала до заданного значения, когда внутреннее давление выше заданного значения, с выпуском части уплотненного материала из системы.
Первое клапанное средство содержит шток круглого сечения, установленный с возможностью вращения в полом удлинителе, шток имеет сквозное отверстие, составляющее часть литьевого канала, когда первое клапанное средство находится в открытом положении, второе клапанное средство содержит канавку, образованную на той части поверхности упомянутого штока, которая обращена к соплу, когда первое клапанное средство находится в закрытом положении, причем канавка образует вместе с полым удлинителем переднюю часть местного канала, открытую в третье клапанное средство.
Местный канал содержит переднюю часть, заднюю часть и третье клапанное средство между ними, третье клапанное средство содержит цилиндро-поршневой комплект, снабженный упругим средством для прижатия поршня к уплотненному материалу с заданным значением давления, передняя часть местного канала имеет выходное отверстие, открытое в передний конец цилиндра, задняя часть местного канала имеет входное отверстие, открытое в цилиндр, причем, когда третье клапанное средство находится в закрытом положении, поршень закрывает входное отверстие задней части местного канала.
Полый удлинитель имеет сквозное отверстие, пересекающееся с литьевым каналом и выполненное суженным так, что оно образует переднюю часть большего диаметра и заднюю часть меньшего диаметра с уступом между ними, причем шток первого клапанного средства установлен с возможностью вращения в части отверстия, имеющей больший диаметр, и с обеспечением упора в уступ, часть отверстия, имеющая меньший диаметр, образует цилиндр, канавка клапанного штока и часть отверстия, имеющая больший диаметр, вместе образуют упомянутую переднюю часть местного канала, упомянутый поршень установлен так, что упирается в задний торец клапанного штока, когда внутреннее давление уплотненного материала становится меньше заданного значения.
Устройство содержит средство для регулирования давления, оказываемого посредством третьего клапанного средства на уплотненный материал, до заданного значения.
Устройство снабжено резервуаром для хранения выпущенного материала, связанным с задней частью местного канала, а полый удлинитель снабжен средством для нагрева возможной избыточной части уплотненного материала, которая должна быть выпущена из системы через местный канал.
Цилиндр имеет заднюю часть, образующую камеру большего диаметра, а поршень имеет буртик в задней его части, причем снабженная буртиком часть поршня размещена в камере большего диаметра, камера большего диаметра имеет на заднем ее конце снабженное резьбой отверстие, в камере большего диаметра размещен снабженный резьбой болтообразный стержень, имеющий буртик, и между буртиками установлена с обеспечением упора в них винтовая пружина для регулирования давления, оказываемого на уплотненный материал до заданного значения путем вращения болтообразного стержня относительно цилиндра.
Первое клапанное средство содержит шаговый двигатель для вращения клапанного штока относительно полого удлинителя, с тем, чтобы изменить положение первого клапанного средства с закрытого положения на открытое или наоборот.
Сквозное отверстие клапанного штока имеет ось, перпендикулярную к оси сквозного отверстия первого клапанного средства, в котором расположен клапанный шток, причем ось отверстия клапанного штока расположена под углом 90о или меньше относительно канавки клапанного штока.
Камера выдержки под давлением выполнена по отношению к объему оформляющей полости с достаточно большим внутренним объемом для оказания уравнивающего действия на впрыснутый материал, благодаря чему отформованное изделие в крупной партии имеет средннюю массу с уменьшенным отклонением по сравнению с предполагаемым соответствующим изделием, отформованным без осуществления перекрытия литьевого канала, но достаточно малым для предотвращения повреждения накопившегося в камере горячего материала вследствие продолжительного нагрева, когда он остается в камере.
При этом внутренний объем камеры выдержки под давлением равен внутреннему объему оформляющей полости или больше его.
Полый удлинитель разделен на переднюю и заднюю части, задняя часть образует сопло на ее переднем конце и снабжена первым клапанным средством, расположенным до (по направлению потока) сопла, литьевая машина снабжена средством для осевого перемещения корпуса машины с присоединенной к нему задней частью относительно передней части, передняя часть имеет задний, цилиндровый участок и передний участок, соединенный с формующим узлом, сопло образует снабженный каналом поршневой участок, расположенный с возможностью осевого движения в заднем, цилиндровом участке, поршневой и цилиндровый участки вместе образуют средство для обеспечения упора их друг в друга в осевом направлении для остановки осевого движения сопла вперед в постоянном относительном положении и предотвращения утечки материала в зоне сопла благодаря обеспечиваемому упором уплотняющему действию, причем цилиндровый и снабженный каналом поршневой участки вместе обеспечивают возможность увеличения объема литьевого канала в осевом направлении путем перемещения назад литьевой машины относительно формующего узла после перекрытия литьевого канала, но до удаления отформованного изделия из оформляющей полости, в результате чего оставшийся в замкнутом пространстве горячий материал будет подвергнут обратному отсасыванию, что освободит его от повышения давления и уплотнения.
Упорно-уплотняющее средство содержит стопор, установленный на поршневом участке сопла с возможностью изменения его осевого положения относительно корпуса машины вместе с задней частью полого удлинителя для регулирования тем самым объема камеры выдержки под давлением до требуемого уровня.
Сопло выполнено неподвижным относительно корпуса машины и часть его длины снабжена наружной резьбой, а стопор представляет собой кольцевой элемент, снабженный внутренней резьбой, причем сопло соединено с кольцевым стопором путем ввинчивания в него.
Стопор неподвижно прикреплен к соплу, причем задняя часть полого удлинителя разделена на заднюю местную часть, которая на части ее длины снабжена внутренней резьбой, а сопло имеет переднюю местную часть, которая снабжена на части ее длины наружной резьбой, соединено с задней местной частью путем ввинчивания в нее.
Устройство содержит форму с обогреваемой системой литниковых каналов, образующую передний участок передней части полого удлинителя, причем форма с обогреваемой системой литниковых каналов снабжена средством для мгновенного временного нагрева материала в зоне литникового отверстия оформляющей полости, когда формующий узел замкнут для следующей операции впрыска, с одновременным охлаждением формующего узла, что обеспечивает возможность открытия сообщения между оформляющей полостью и литьевым каналом путем расплавления передней затвердевшей части материала в литниковом отверстии.
Устройство содержит форму с обогреваемой системой литниковых каналов, образующую передний участок передней части полого удлинителя, причем форма с обогреваемой системой литниковых каналов снабжена средством для мгновенного временного нагрева материала в зоне литникового отверстия оформляющей полости, когда формующий узел замкнут для следующей операции впрыска, с одновременным охлаждением формующего узла, что обеспечивает возможность открытия сообщения между оформляющей полостью и литьевым каналом путем расплавления передней затвердевшей части материала в литниковом отверстии.
Осуществление другого варианта способа производят устройство для литья под давлением с формующим узлом, имеющим полуформы, образующие, по крайней мере, одну оформляющую полость, снабженную, по крайней мере, одним литниковым отверстием, содержащее литниковую машину, имеющую корпус, образующий цилиндр и гидроцилиндр или электрическое приводное средство для плунжера, размещенного в цилинидре, и отходящий от корпуса полый удлинитель, содержащий сопло и образующей литьевой канал, обеспечивающий сообщение между внутренней полостью корпуса машины и оформляющей полостью, причем машина предназначена для пластикации и дозировки пластического материала в ее корпусе при нагреве корпуса и полого удлинителя, впрыска горячего пластицированного материала в оформляющую полость через литьевой канал и выдержки выпрыснутого материала под давлением, по крайней мере, частично во всей оформляющей полости, полуформы снабжены средством для охлаждения формующего узла, устройство дополнительно содержит камеру выдержки под давлением, образованную посредством полого удлинителя и встроенного в него клапанного средства между клапанным средством и литниковым отверстием, клапанное средство предназначено для перекрытия литьевого канала в промежуточной его части с перекращением тем самым сообщения между внутренней полостью корпуса машины и оформляющей полостью, камера выдержки под давлением и формующий узел вместе образуют постоянное замкнутое пространство, состоящее из оформляющей полости и сообщающейся с ней упомянутой камеры и обеспечивающее возможность уплотнения в нем передней части всего впрыснутого материала, отделенного в результате перекрытия литьевого канала, с тем, чтобы заставить уплотненный материал создавать внутренней давление, вынуждающее материал прижиматься к стенкам оформляющей полости, а полый удлинитель образует цилиндрическое средство, включающее сопло, для изменения в осевом направлении камеры выдержки под давлением до заданного размера по объему и фиксации ее в этом состоянии.
Полый удлинитель разделен на переднюю и заднюю части, задняя часть образует сопло на ее переднем конце и снабжена первым клапанным средством, расположенным до (по направлению потока) сопла, литьевая машина снабжена средством для осевого перемещения корпуса машины с присоединенной к нему задней частью относительно передней части, передняя часть имеет задний, цилиндровый участок и передний участок, соединенный с формующим узлом, сопло образует снабженный каналом поршневой участок, расположенный с возможностью осевого движения в заднем цилиндровом участке, поршневой и цилиндровый участки вместе образуют средство для обеспечения упора их друг в друга осевом направлении, чтобы остановить осевое движение сопла вперед в постоянном относительном положении и предотвратить утечку материала в зоне сопла благодаря обеспечиваемому упором уплотняющему действию, причем цилиндровый и снабженный каналом поршневой участки вместе обеспечивают возможность увеличения объема литьевого канала в осевом направлении путем перемещения назад литьевой машины относительно формующего узла после перекрытия литьевого канала, но до удаления отформованного изделия из оформляющей полости, в результате чего оставшийся в замкнутом пространстве горячий материал будет подвергнут обратному отсасыванию, что освободит его от повышения давления и уплотнения.
Упорно-уплотняющее средство содержит стопор, установленный на поршневой части сопла с возможностью изменения его осевого положения относительно корпуса машины вместе с задней частью полого удлинителя для регулирования тем самым объема камеры выдержки под давлением до требуемого уровня.
Сопло выполнено неподвижным относительно корпуса машины и часть его длины снабжена наружной резьбой, а стопор представляет собой кольцевой элемент, снабженный внутренней резьбой, причем сопло соединено с кольцевым стопором путем ввинчивания в него.
Стопор неподвижно прикреплен к соплу, причем задняя часть полого удлинителя разделена на заднюю местную часть, которая на части ее длины снабжена внутренней резьбой, а сопло имеет переднюю местную часть, которая снабжена на части ее длины наружной резьбой, и сопло соединено с задней местной частью путем ввинчивания в нее.
Устройство содержит форму с обогреваемой системой литниковых каналов, образующую передний участок передней части полого удлинителя, причем форма с обогреваемой системой литниковых каналов снабжена средством для мгновенного временного нагрева материала в зоне литникового отверстия оформляющей полости, когда формующий узел замкнут для следующей операции впрыска, с одновременным охлаждением формующего узла, что обеспечивает возможность открытия сообщения между оформляющей полостью и литьевым каналом путем расплавления передней затвержевшей части материала в литниковом отверстии.
Устройство содержит форму с обогреваемой системой литниковых каналов, образующую передний участок передней части полого удлинителя, причем форма с обогреваемой системой литниковых каналов снабжена средством для мгновенного временного нагрева материала в зоне литникового отверстия оформляющей полости, когда формующий узел замкнут для следующей операции впрыска, с одновременным охлаждением формующего узла, что обеспечивает возможность открытия сообщения между оформляющей полостью и литьевым каналом путем расплавления передней затвердевшей части материала в литниковом отверстии.
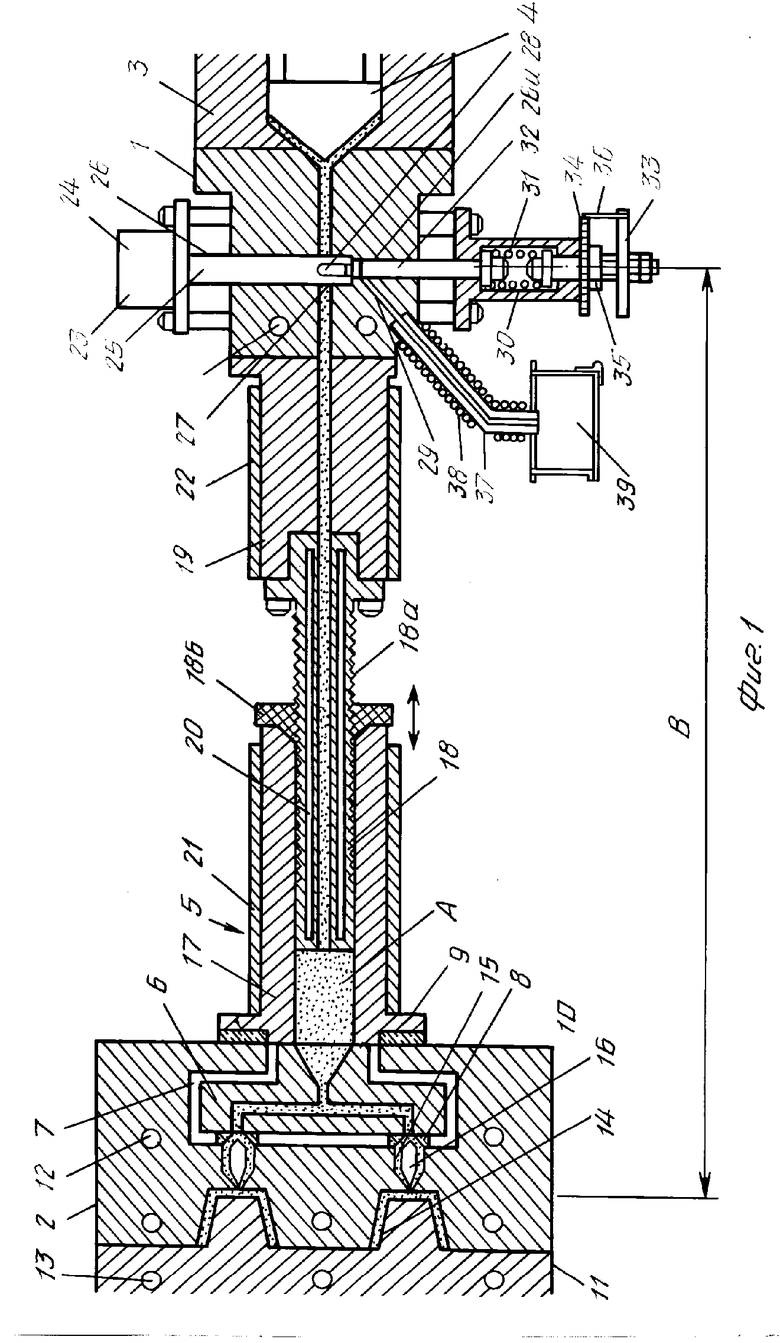
На фиг. 1 и 2 представлены два варианта устройства с камерой выдержки под давлением для литья под давлением пластического материала, содержащего (устройство) формующий узел и первый вариант средства для повторной дозировки; на фиг. 3 - еще один вариант устройства, содержащий второй вариант средства повторной дозировки, причем показан вид средства повторной дозировки, причем показан вид средства повторной дозировки в увеличенном масштабе, где поршень средства повторной дозировки показан в закрытом положении слева и в открытом положении справа относительно оси поршня (соответственно); на фиг. 4 - четвертый вариант устройства, но содержащий первый вариант средства повторной дозировки, причем показан вид первого варианта повторной дозировки в увеличенном масштабе, разрез и вид сверху; на фиг. 5 - диаграмма, показывающая внешнее давление впрыска, внешнее давление выдержки и внутреннее давление выдержки, прилагаемые в процессе литья под давлением в соответствии с настоящим изобретением; на фиг. 6 - реальная (фактическая) диаграмма, показывающая профили упомянутых трех давлений; на фиг. 7 - реальная диаграмма, показывающая профили (эпюры) внутреннего давления выдержки в камере выдержки под давлением, которые изменяются в зависимости от отношения N объема камеры к объему оформляющей полости; на фиг. 8 - реальная диаграмма, соответствующая диаграмме, показанной на фиг. 6, но показывающий давление впрыска, внешнее давление выдержки и внутреннее давление выдержки, прилагаемые в одном из вариантов способа литья под давлением в соответствии с настоящим изобретением, и на фиг. 9 - реальная диаграмма, соответствующая фиг. 6, но показывающая давление впрыска, внешнее давление выдержки и внутреннее давление выдержки, прилегаемые в другом варианте способа литья под давлением в соответствии с настоящим изобретением.
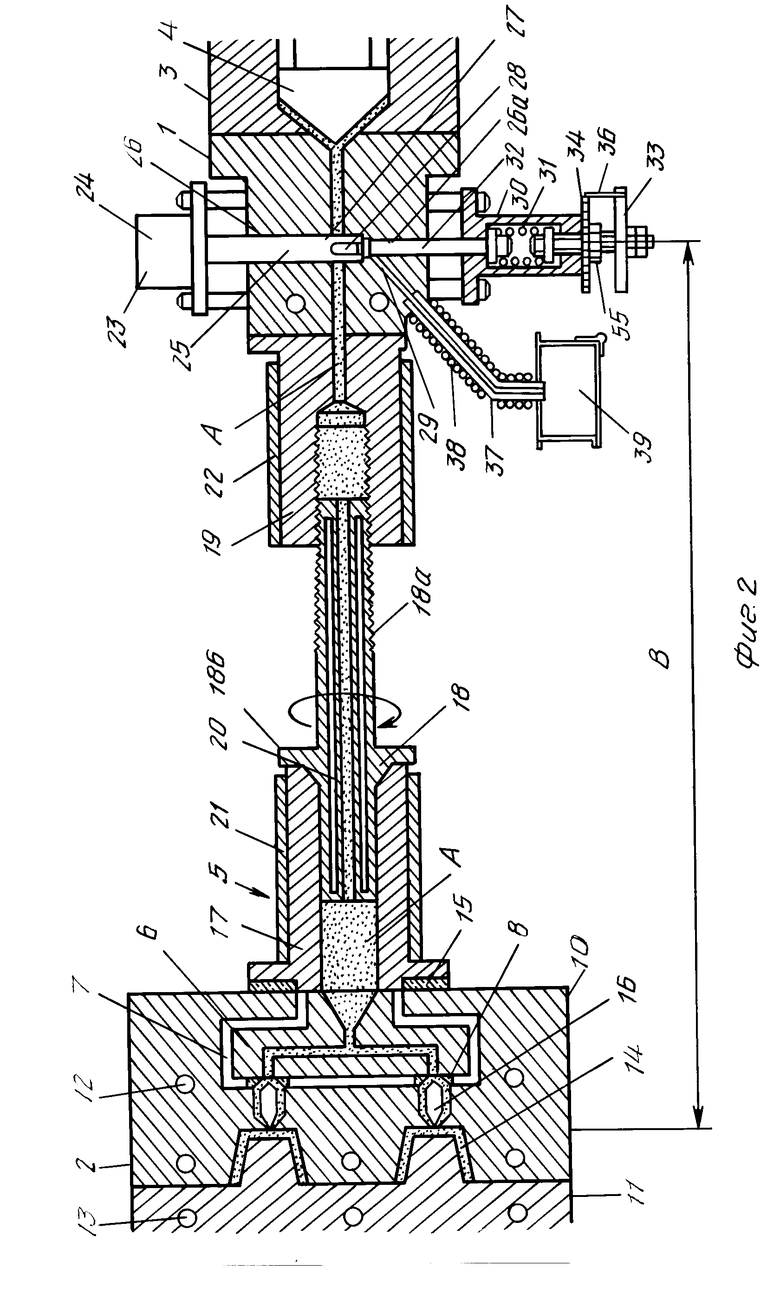
Как показано на фиг. 1 и 2, каждое устройство для литья под давлением пластического материала содержит традиционную одноцилиндровую литьевую машину 1 и соединенный с ней формующий узел 2. Машина 1 может быть перемещена в осевом направлении для выполнения операции обратного отсасывания и операции впрыска и содержит корпус 3, образующий цилиндр с расположенным в нем червячным плунжером 4, гидроцилиндр с поршнем, соединенным с плунжером 4, и цилиндрический удлинитель 5, отходящий в направлении вперед от цилиндра. Устройство содержит также форму 6 с обогреваемой системой литниковых каналов. Форма 6 встроена в формующий узел 2 с обеспечением теплоизоляции посредством воздушного зазора 7 и твердой прокладки 8.
Цилиндрический удлинитель 5 находится в непосредственном контакте с формой 6 на его переднем конце, причем к формующему узлу присоединен его передним концом через посредство твердого теплоизоляционного элемента 9.
Формующий узел 2 содержит неподвижную полуформу 10 и подвижную полуформу 11. Неподвижная полуформа 10 соединена с формой 6 с обогреваемой литниковой системой. Обе полуформы имеют средства 12 и 13 охлаждения и образуют, по крайней мере, одну оформляющую полость 14 для формуемого изделия, которая снабжена, по крайней мере, одним литниковым отверстием 15. Литниковое отверстие 15 имеет остроконечный тепловыделяющий элемент (модуль) 16 (так называемая "игла"), который размещен в нем для временного мгновенного нагрева холодной части материала в литниковом отверстии, в результате чего литниковое отверстие открывается в оформляющую полость для следующего цикла литья после завершения стадии обратного отсасывания.
Форма 6 с обогреваемой системой литниковых каналов и элемент 16 обеспечивают формование безлитникового изделия.
Цилиндрический удлинитель 5 разделен на три части: переднюю часть 17, соединенную с формой 6, промежуточную поршневую часть 18, размещенную соосно с формой 6, промежуточную поршневую часть 18, размещенную соосно в передней части, и заднюю часть 19. Промежуточная часть 18 снабжена внутренними нагревательными трубками 20, а передняя и задняя части 17 и 19 снабжены ленточными нагревателями 21 и 22 соответственно.
Форма 6 с обогреваемой системой литниковых каналов и цилиндрический удлинитель машины 1 вместе составляют полый удлинитель, образующий литьевой канал А, сообщающий внутреннюю полость цилиндра с литниковым отверстием 15 оформляющей полости.
Задняя часть 19 цилиндрического удлинителя, имеющая нагреватель 22, снабжена клапанным средством 23, установленным на ее заднем участке. Литьевой канал А образует камеру В выдержки под внутренним давлением между клапанным средством 23 и литниковым отверстием 15 оформляющей полости.
Промежуточная поршневая часть 18 цилиндрического удлинителя 5 названа в данном описании "соплом", которое состоит из цилиндрического корпуса 18 а и кольцевого фланца 18b, служащего в качестве стопора, упирающегося в торцовую поверхность передней части 17, и в качестве уплотнительного средства для предотвращения утечки горячего материала при его впрыске. Когда фланец 18b упирается в опорный торец передней части 17, осевое положение сопла 18 относительно передней части 17 постоянно. Машина 1 с соплом 18 производит операцию обратного отсасывания при перемещении ее на заданную величину хода от упомянутого положения.
В соответствии с первым вариантом, показанным на фиг. 1, сопло 18 присоединено к переднему участку задней части 19, снабженной ленточным нагревателем 22. Корпус 18а сопла и фланец 18b выполнены в виде отдельных деталей. Корпус 18а сопла имеет на части длины его наружной периферийной поверхности наружную резьбу. Фланец 18b имеет осевое сквозное отверстие, снабженное внутренней резьбой, и навинчен на корпус 18а сопла, что дает возможность изменять его осевое положение относительно корпуса 18а или задней цилиндрической части 19. Корпус 18а сопла имеет передний участок без резьбы, который входит плотно, но с возможностью осевого скольжения в переднюю часть 17.
При описанной конструкции, имеющей три части 17, 18 и 19 цилиндрического удлинителя 5, камера В выдержки под давлением имеет внутренний пространственный объем, изменяемый путем вращения фланца 18b сопла относительно корпуса 18а сопла. В этом случае сама машина 1 должна быть смещена в осевом направлении на соответствующую длину хода. То есть отношение N объема камеры В к полному объему оформляющей полости может быть изменено до требуемого значения.
В соответствии с вторым вариантом осуществления изобретения, показанным на фиг. 2, корпус 18а выполнен за одно целое с фланцем 18b, который разделяет наружную поверхность корпуса на передний и задний участки. Задний участок поверхности сопла 18 снабжен наружной резьбой. Передний участок задней части 19 цилиндрического удлинителя, имеющий ленточный нагреватель 22, снабжен внутренней резьбой, в результате чего задняя часть может быть навинчена на сопло 18. В этой связи следует отметить, что внутренний пространственный объем камеры В (или отношение N объемов) можно изменять путем вращения самого сопла 18. В этом случае сама машина 1 должна быть смещена в осевом направлении на соответствующую длину хода.
Как показано на фиг. 1, и 2, клапанное средство 23 содержит шаговый двигатель 24 и штока 25 клапана круглого сечения, проходящий вертикально от двигателя 24. Задний участок имеет проходящее вертикально цилиндрическое отверстие 26, пересекающееся с литьевым каналом А. Шток 25 клапана установлен с возможностью вращения в вертикальном отверстии 26 и имеет горизонтальное сквозное отверстие 27. Когда клапанное средство 23 (или шток 25) находится в открытом положении, отверстие 27 составляет часть литьевого канала А. В закрытом положении шток 25 клапана обеспечивает перекрытие литьевого канала (закрытие камеры), прерывающее сообщение между корпусом 3 и оформляющей полостью 14.
Устройство имеет средство повторной дозировки, соединенное с камерой В.
Как показано на фиг. 1 и 2, один из вариантов средства повторной дозировки в соответствии с настоящим изобретением содержит первое и второе клапанные средства. Первое клапанное средство содержит шток 25 клапана, снабженный канавкой 28, выполненной на части его поверхности и проходящей вертикально от уровня литьевого канала А до нижнего свободного конца штока. Вертикальная канавка 28 расположена под углом 90о относительно сквозного отверстия 27 в штоке 25. Канавка 28 и вертикальное отверстие 26 задней цилиндрической части 19 вместе образуют вертикальный местный канал, открытый в камеру В и сообщающийся с ее внутренней полостью, когда шток 25 находится в закрытом положении.
Вертикальное сквозное отверстие 26 в месте, расположенном по вертикали ниже литьевого канала, сужено для образования имеющей меньший диаметр части 26а отверстия, сообщающейся с вертикальной канавкой 28. Отверстие 26а меньшего диаметра имеет выпускной канал 29, открывающийся в месте, расположенном по вертикали вблизи нижнего свободного конца штока 25.
Имеется цилиндро-поршневой комплект 30, снабженный винтовой пружиной 31 отжатия поршня 32, расположенного в части 26а отверстия меньшего диаметра, обеспечения возможности скольжения по его внутренней стенке навстречу действию материала в камере В, когда машина 1 приведена в действие. Часть 26а отверстия с выпускным каналом 29 и цилиндро-поршневой узел с винтовой пружиной 31 образуют второе клапанное средство. Второе клапанное средство соответственно закрывают и открывают, когда материал в камере В имеет давление, меньшее и большее, чем заданное значение. Первое клапанное средство закрывают и открывают, когда шток 25 находится в открытом и закрытом положениях соответственно.
Для регулирования усилия винтовой пружины 31, размещенной в цилиндре 30, предусмотрены ручка 33, снабженная указательным штырьком 34, и гаечно-болтовой комплект 35, объединенный с винтовой пружиной 31. Путем вращения ручки 33 величину упомянутого выше давления изменяют до требуемого значения, указываемого на дисковой шкале посредством указательного штырька 36.
Выпускаемый канал 26 сообщается с выпускной трубой 37, снабженной нагревательным средством 38. Труба 37 открывается в резервуар 39.
В этой связи следует отметить, что после перекрытия литьевого канала вслед за впрыском часть материала в камере В выпускают через канавку 28, выпускной канал 26 и трубу 37 в резервуар 39, когда давление материала в закрытой камере В выше заданного значения, в результате чего давление материала в закрытой камере В уравнивают с заданным давлением. То есть материал, который был ужзе дозирован в цилиндре посредством червячного плунжера 4, впрыснут и накоплен в закрытой камере В, повторно дозируют до заданной величины, соответствующей заданному давлению, выпуская возможную избыточную часть материала из системы после перекрытия литьевого канала или закрытия камеры с помощью клапанного средства 23.
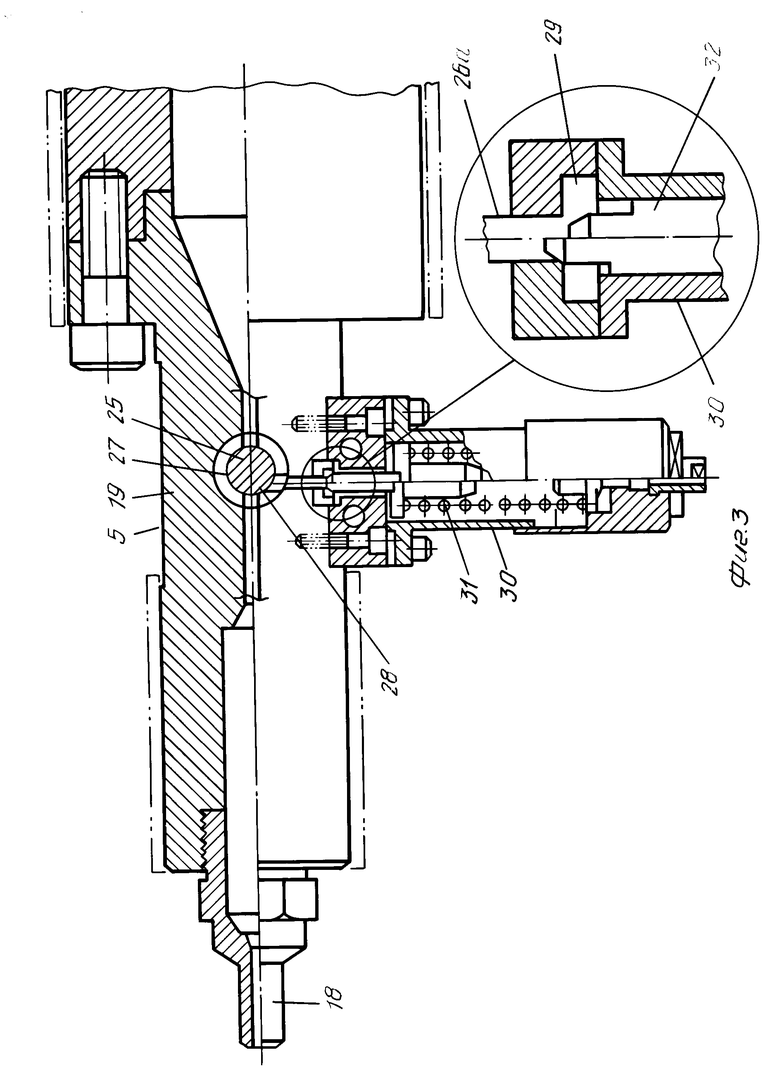
На фиг. 3 показан другой вариант средства повторной дозировки в соответствии с настоящим изобретением, встроенного в устройство, соответствующее устройствам, показанным на фиг. 1 и 2.
Как показано на фиг. 3, соответствующий шток 25 клапана имеет соответствующие сквозное отверстие 27 и канавку 28. Канавка 28 выполнена так, что она проходит горизонтально или параллельно отверстию 27 штока клапана. Соответствующая цилиндрическая задняя часть 19 имеет горизонтальное выпускное отверстие 26а, открывающееся в соответствующее вертикальное отверстие. Соответствующий цилиндро-поршневой комплект имеет винтовую пружину 31 и поршень 32. Поршень 32 не может пройти в выпускное отверстие 26а и, когда находится в закрытом положении, упирается своим коническим свободным концом в кольцевой уступ (или кромку) нижнего конца выпускного отверстия 26а. Выпускное отверстие 26а открыто его нижним концом в соответствующий выпускной канал 29.
Горизонтальная канавка 28, горизонтальное отверстие 27 и горизонтальное выпускное отверстие 26а выполнены так, что выпускное отверстие 26а сообщается с горизонтальной канавкой 28, когда шток 25 находится в закрытом положении, и оказывается перекрытым, когда шток 25 находится в открытом положении, при котором горизонтальное отверстие штока 25 образует часть литьевого канала. По сравнению с первым вариантом средства повторной дозировки второй вариант, показанный на фиг. 3, выгоден тем, что ход поршня 32 между открытым и закрытым положениями второго клапанного средства уменьшен.
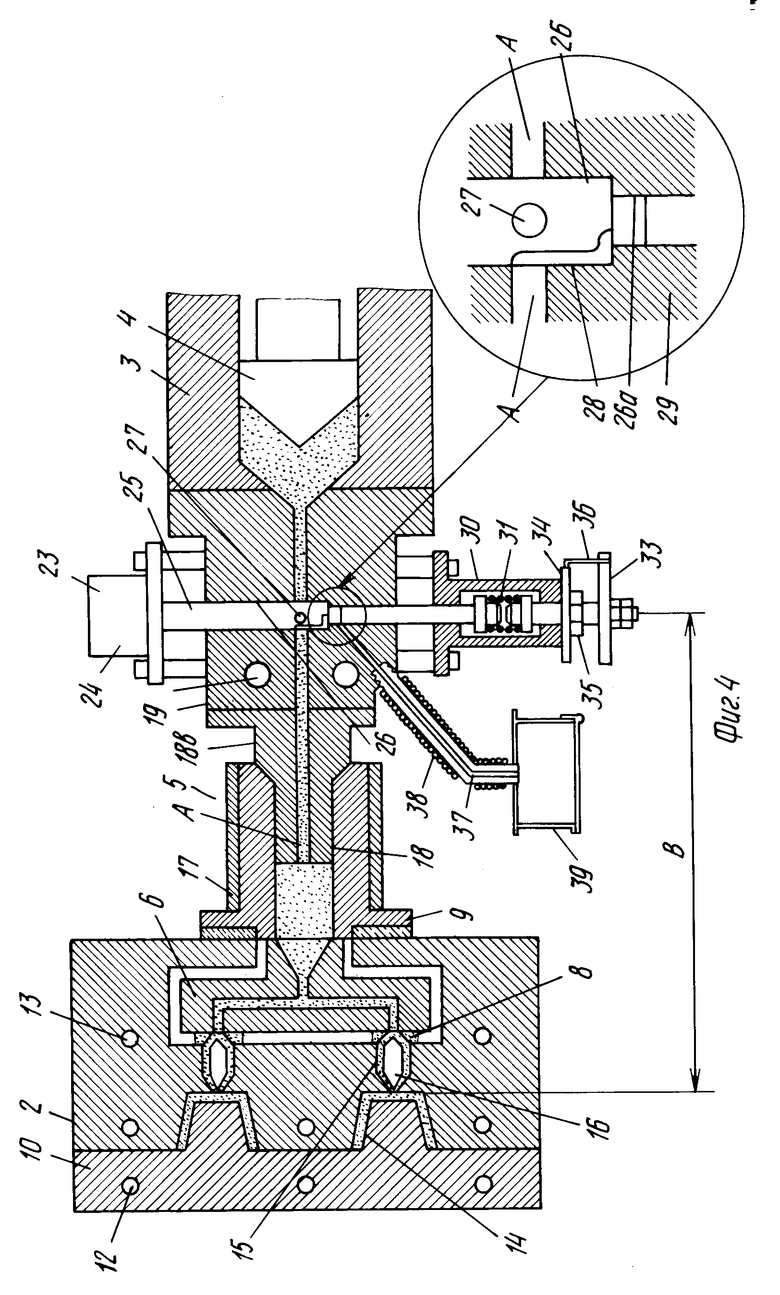
На фиг. 4 показан еще один вариант устройства в соответствии с настоящим изобретением. Как показано на фиг. 4, устройство представляет собой такое же устройство, как те, что показаны на фиг. 1 и 2, за исключением того, что соответствующая камера В имеет постоянный внутренний пространственный объем, но средство повторной дозировки то же самое.
В соответствии с одним из вариантов осуществления настоящего изобретения с использованием литьевой машины с камерой выдержки под давлением, соединенной с формующим узлом, как показано на фиг. 1-4, но без использования средства повторной дозировки, содержащего цилиндро-поршневой комплект 30, или приведения его в действие, стадия выдержки под давлением состоит из стадии выдержки под внешним давлением, осуществляемой посредством инжекционного плунжера 4, и стадии выдержки под внутренним давлением, осуществляемой путем перекрытия литьевого канала, или закрытия камеры выдержки под давлением. После перекрытия литьевого канала начинают следующий цикл литья, хотя данный цикл все еще продолжают. Продолжение цикла литья включает стадию обратного отсасывания, продолжение стадии охлаждения отформованного изделия в полости 14 и извлечение изделия из формующего узла 2 путем размыкания полуформ 10 и 11.
Вторую стадию выдержки под давлением осуществляют путем перекрытия литьевого канала А с помощью клапанного средства 23 для прекращения сообщения цилиндрического корпуса 3 с оформляющей полостью 14. Перекрытие литьевого канала (или закрытие камеры) приводит к созданию замкнутого пространства, состоящего из закрытой камеры В и оформляющей полости, сообщающейся с ней через литниковое отверстие 15. В замкнутом пространстве часть всего материала, впрыснутого за один или несколько раз, уплотняют, оказывая тем самым внутреннее давление на стенку оформляющей полости, что обеспечивает осуществление выдержки под внутренним давлением.
Сама по себе выдержка под внутренним давлением полезна тем, что предотвращает продолжение после перекрытия литьевого канала отрицательного влияния, оказываемого инжекционным плунжером 4, приводимым в действие посредством гидроцилиндра, на колебания массы отформованного изделия. В свою очередь, если отрицательное влияние, оказываемое инжекционным плунжером 4, продолжается до тех пор, пока часть материала в зоне литникового отверстия 15 не затвердеет, в результате чего оставшаяся горячая часть материала в закрытой камере будет отделена от материала, уплотненного в оформляющей полости 14, отклонение ( Δ w) массы изделия от ее среднего значения станет максимальным.
Далее, если снабдить камеру гидроцилиндровым устройством для оказания внешнего давления на материал, уплотненный в замкнутом пространстве, состоящем из камеры и оформляющей полости, то вместо другого гидроцилиндра для оказания внешнего давления посредством инжекционного плунжера на стадии впрыска и первой стадии выдержки под давлением отрицательно влиять на материал, формуемый в оформляющей полости, будет само это гидроцилиндровое устройство. Следовательно, в этом предполагаемом случае перекрытие литьевого канала с помощью клапанного средства не будет приводить к уменьшению величины отклонения массы, хотя оно все же выгодно в увеличении производительности (или скорости цикла литья).
Кроме того, выдержка под внутренним давлением при использовании камеры, имеющие отношение объемов, равное N, выгодна тем, что она оказывает уравнивающее действие на впрыснутый материал, в результате которого отклонение ( Δ w) массы отформованного изделия в каждом цикле уменьшается до уровня среднего значения массы самых последних циклов N+2, то есть уровня  wx при предполагаемой работе без камеры (N= 0). Фактически, камера Х - имеющая отношение N<1, не оказывает отличительного уравнивающего действия по сравнению с камерой, имеющей N≥1.
wx при предполагаемой работе без камеры (N= 0). Фактически, камера Х - имеющая отношение N<1, не оказывает отличительного уравнивающего действия по сравнению с камерой, имеющей N≥1.
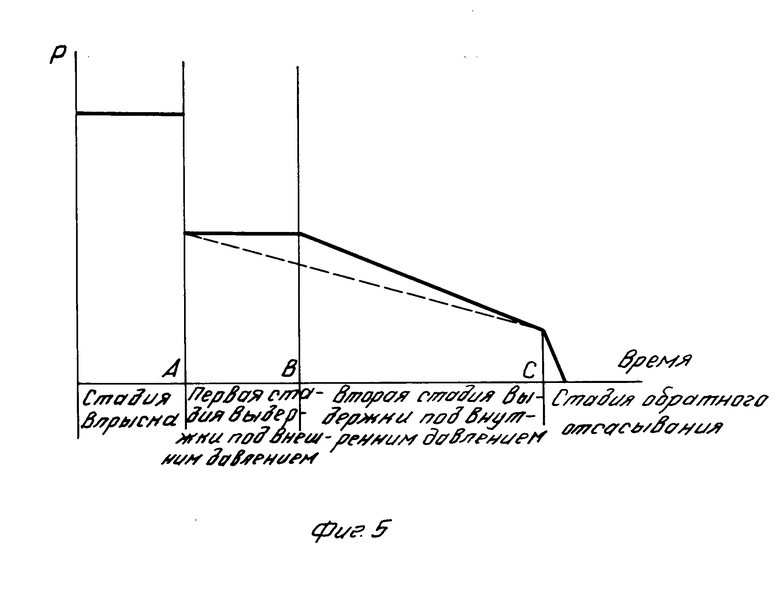
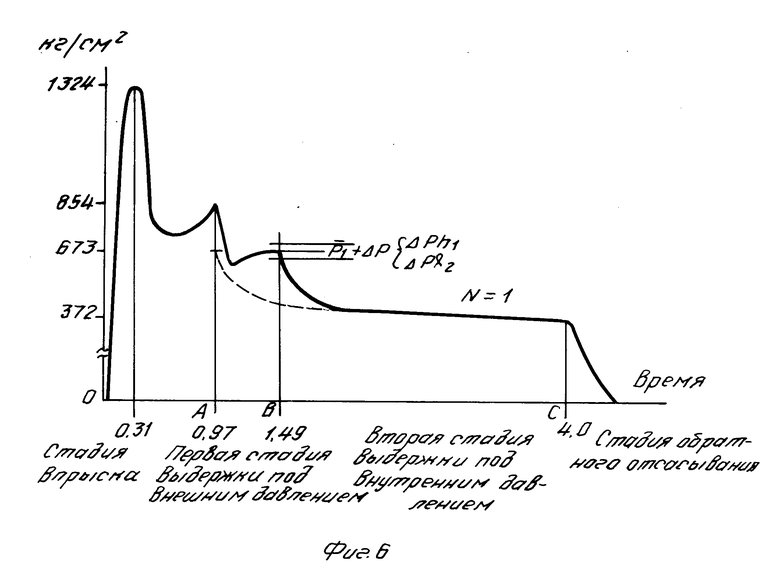
Предпочтительный режим давления впрыска и первой и второй стадий выдержки под давлением указан на фиг. 5.
Предпочтительные давления на стадии впрыска и первой стадии выдержки под внешним давлением являются неступенчатыми давлениями, а вместе составляют ступенчатое давление. В соответствии с одним из экспериментов, при котором отношение объемов равно 1, указанные давления могут быть показаны, как на фиг. 6, реальным (фактическим) образом.
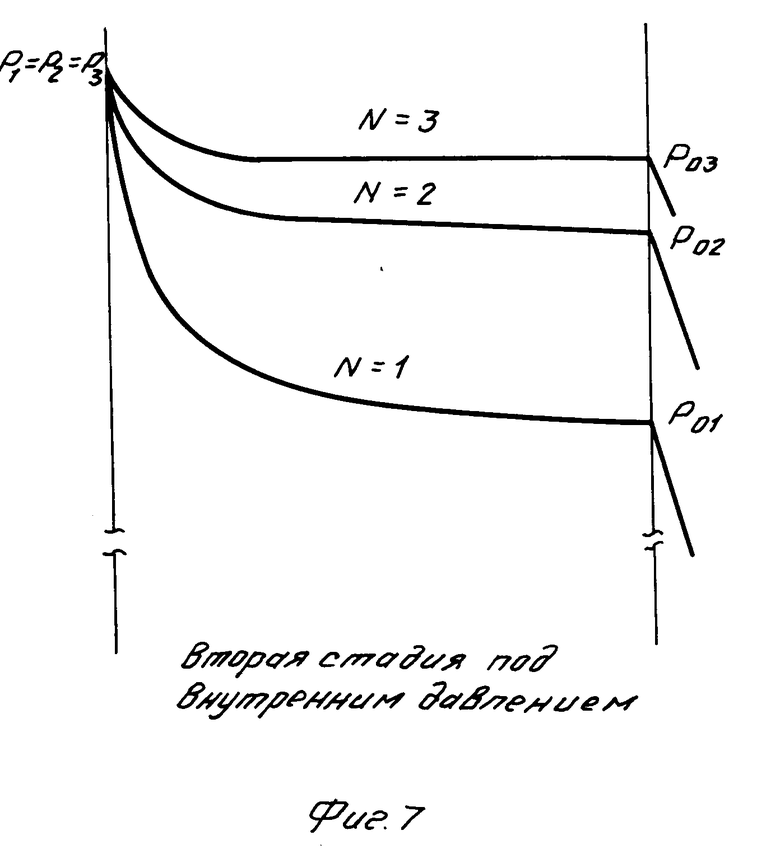
С изменением отношения N объемов изменяется, как показано на фиг. 7, внутреннее давление на второй стадии выдержки под давлением. На фиг. 7 Р1, Р2, Р3 и РN имеют одинаковую величину и представляют начальное давление уплотненного в камере В материала, оказываемое при осуществлении перекрытия литьевого канала, другими словами, они представляют конечное давление материала в камере В, оказываемое посредством инжекционного плунжера на первой стадии выдержки под внешним давлением, в случаях, когда отношение N объемов равно 1,2,3 и РNсоответственно.
Как показано на фиг. 6, начальное внутреннее давление Р1 (когда N= 1) имеет среднее значение  с отклонением Δ Р1 в пределах от верхнего значения Δ Рh1 до нижнего значения Δ Рl1. Обычно Δ РN уменьшается с увеличением N.
с отклонением Δ Р1 в пределах от верхнего значения Δ Рh1 до нижнего значения Δ Рl1. Обычно Δ РN уменьшается с увеличением N.
Первую стадию выдержки под внешним давлением осуществляют для того, чтобы переключить высокое внешнее давление впрыска на более низкое внешнее давление для выдержки под давлением. Однако является предпочтительным укорачивать продолжительность первой стадии выдержки под внешним давлением, чтобы закончить первую стадию выдержки при пониженном внешнем давлении, являющемся, по существу, постоянным, и переключиться на вторую стадию выдержки под внутренним давлением путем перекрытия литьевого канала, как показано на фиг. 6. Это нужно для снижения до минимума отрицательного влияния, оказываемого инжекционным плунжером, приводимым в действие посредством гидроцилиндра.
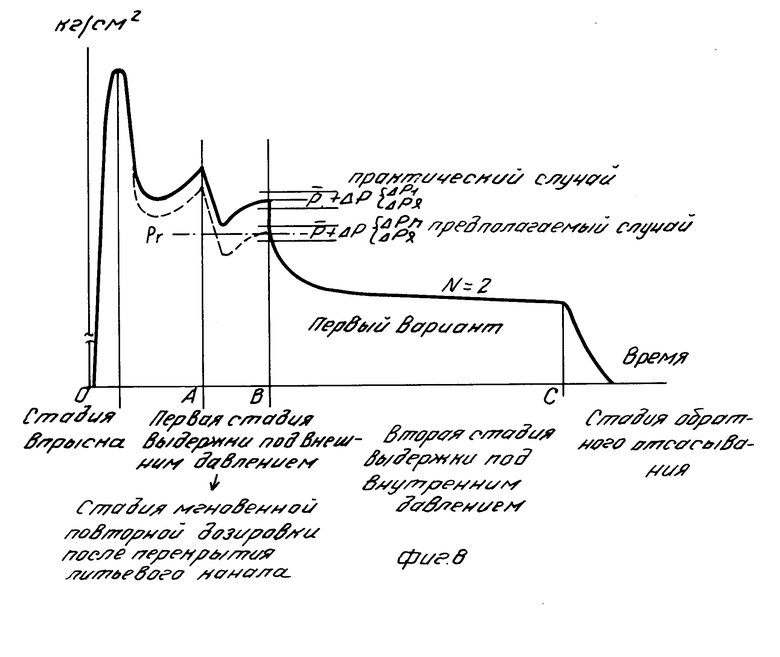
Способ в соответствии с настоящим изобретением предпочтительно может включать в себя также стадию мгновенной повторной дозировки для регулирования внутреннего давления до заданного значения Рr, при этом возможную избыточную часть материала выпускают из системы, исопльзуя средство повторной дозировки, такое, как показано на фиг. 1-4.
В соответствии с одним из вариантов осуществления изобретения с использованием показанного на фиг. 1-3 или 4 устройства, содержащего средство повторной дозировки, способ, включающий в себя первую стадию выдержки под внешним давлением, вторую стадию выдержки под внутренним давлением и стадию мгновенной повторной дозировки, осуществляют следующим образом.
При перекрытии литьевого канала начальное внутреннее давление Р выдержки, равное конечному внешнему давлению выдержки, снижают до заданного более низкого значения Рr, осуществляя стадию мгновенной повторной дозировки.
При крупной партии на практике заданное значение Рr устанавливают равным среднему значению ( ) начальных внутренних давлений (Р), оказываемых в закрытой камере, в предполагаемой для опытной крупной партии, когда включающая литьевую машину система работает в требуемом режиме, но местный канал отсекают от наружного пространства при каждом цикле литья. Предполагаемое начальное внутреннее давление Р, которое является также предполагаемым конечным внешним давлением выдержки, изменяют в диапазоне между нижним пределом Рl и верхним пределом Рh. Кроме того, изменяют некоторые из рабочих условий, чтобы тем самым заставить практическое начальное внутреннее давление Р' на второй стадии выдержки под давлением изменяться со средним значением
) начальных внутренних давлений (Р), оказываемых в закрытой камере, в предполагаемой для опытной крупной партии, когда включающая литьевую машину система работает в требуемом режиме, но местный канал отсекают от наружного пространства при каждом цикле литья. Предполагаемое начальное внутреннее давление Р, которое является также предполагаемым конечным внешним давлением выдержки, изменяют в диапазоне между нижним пределом Рl и верхним пределом Рh. Кроме того, изменяют некоторые из рабочих условий, чтобы тем самым заставить практическое начальное внутреннее давление Р' на второй стадии выдержки под давлением изменяться со средним значением  ' , равным или выше Рh, между верхним пределом (
' , равным или выше Рh, между верхним пределом ( ' + Δ Р' h) и нижним пределом (
' + Δ Р' h) и нижним пределом ( ' - Δ Р' l), равным или выше
' - Δ Р' l), равным или выше  , а другие рабочие условия, по существу, оставляют такими же, как в предполагаемой партии.
, а другие рабочие условия, по существу, оставляют такими же, как в предполагаемой партии.
В соответствии с описанным выше способом, когда N= 2, внешнее давление выдержки и внутреннее давление выдержки имеют профили (эпюры) такие, как показаны на фиг. 8.
В этом случае заданное значение Рr внутреннего давления, по существу, соответствует требуемой средней массе пластмассовых изделий, отлитых с использованием системы, включающей литьевую машину и оформляющую полость.
Среднее значение  предполагаемого начального внутреннего давления может быть, по существу, равно (Рl+Рh)/2.
предполагаемого начального внутреннего давления может быть, по существу, равно (Рl+Рh)/2.
В соответствии с другим вариантом ( -Рl) является стандартным (средне-квадратичным) отклонением σ .
-Рl) является стандартным (средне-квадратичным) отклонением σ .
Теоретически стадия мгновенной повторной дозировки в соответствии с настоящим изобретением должна обеспечивать получение литого изделия, имеющего одну и ту же массу ( ) без отклонений ( Δ w= 0), поскольку Р регулируют до
) без отклонений ( Δ w= 0), поскольку Р регулируют до  при каждом цикле литья, независимо от какого-либо отклонения (ΔР) внешнего давления, вызываемого инжекционным плунжером, приводимым в действие посредством гидроцилиндра литьевой машины. Однако на практике такое отклонение ( Δ w) массы имеет место при каждом цикле литья, даже если Р регулируют до Рr как такового. Это действительно так, хотя Δ w значительно уменьшается до такой степени, что может быть отформовано высокоточное изделие. Это обусловлено различными отрицательно влияющими факторами, имеющимися в методе литья под давлением. К этим факторам относятся охлаждение формующего узла 2, нагрев цилиндрического корпуса 3 и полого удлинителя, включающего цилиндрический удлинитель 5 литьевой машины 1 и форму 6 с обогреваемой литниковой системой, и точность повторной дозировки. Между прочим, одним из факторов, влияющих на уравнивание, обеспечиваемое посредством камеры, может быть операция обратного отсасывания. Это обусловлено тем, что при увеличении хода обратного отсасывания в устройстве с камерой выдержки под давлением в соответствии с настоящим изобретением, но без использования стадии повторной дозировки, величина отклонения массы увеличиваетсся.
при каждом цикле литья, независимо от какого-либо отклонения (ΔР) внешнего давления, вызываемого инжекционным плунжером, приводимым в действие посредством гидроцилиндра литьевой машины. Однако на практике такое отклонение ( Δ w) массы имеет место при каждом цикле литья, даже если Р регулируют до Рr как такового. Это действительно так, хотя Δ w значительно уменьшается до такой степени, что может быть отформовано высокоточное изделие. Это обусловлено различными отрицательно влияющими факторами, имеющимися в методе литья под давлением. К этим факторам относятся охлаждение формующего узла 2, нагрев цилиндрического корпуса 3 и полого удлинителя, включающего цилиндрический удлинитель 5 литьевой машины 1 и форму 6 с обогреваемой литниковой системой, и точность повторной дозировки. Между прочим, одним из факторов, влияющих на уравнивание, обеспечиваемое посредством камеры, может быть операция обратного отсасывания. Это обусловлено тем, что при увеличении хода обратного отсасывания в устройстве с камерой выдержки под давлением в соответствии с настоящим изобретением, но без использования стадии повторной дозировки, величина отклонения массы увеличиваетсся.
Без стадии повторной дозировки, но при отношении N объемов, равном 2, благодаря уравнивающему действию Р2 имеет среднее значение  с отклонением Δ Р2, которое явно меньше чем отклонение Δ Р1, когда N= 1. В этой связи следует отметить, что выгодно при изготовлении высокоточного изделия использовать устройство с N, увеличивающихся сверх 1 до тех пор, пока качество литого изделия удовлетворительно.
с отклонением Δ Р2, которое явно меньше чем отклонение Δ Р1, когда N= 1. В этой связи следует отметить, что выгодно при изготовлении высокоточного изделия использовать устройство с N, увеличивающихся сверх 1 до тех пор, пока качество литого изделия удовлетворительно.
Если отношение N объемов меньше 1, камера не оказывает уравнивающего действия настолько, чтобы отформованное изделие имело среднюю массу со значительно уменьшенным отклонением по сравнению с предлагаемым соответствующим изделием, отлитым с использованием такой же самой камеры, но без осуществления перекрытия литьевого канала.
Что касается качества отформованного изделия, то в этом отношении средство повторной дозировки в соответствии с настоящим изобретением безвредно. Это обусловлено тем, что средство повторной дозировки в соответствии с настоящим изобретением не позволяет никакой части материала, поданного в камеру В, оставаться там в течение большего периода времени, чем другие части, и материал заставляют входить в оформляющую полость при впрыске через литьевой канал, а некоторую часть материала выпускают из системы при каждом цикле литья.
В связи с этим следует отметить, что можно, предположим, использовать другую систему регулирования давления, при которой стадию повторной дозировки осуществляют без выпуска части материала, поданного в камеру, из системы, включающей в себя машину, используя цилиндро-поршневое устройство, предназченное для регулирования давления после перекрытия литьевого канала до заданного уровня при заданном ходе поршня и затем фиксации хода поршня в данном положении. В этом случае, поскольку после регулировки начального давления ход поршня фиксируют, поршень не оказывает внешнего давления на материал, и поэтому осуществляют стадию выдержки под внутренним давлением.
Таким образом, данная система повторной дозировки может показаться эквивалентной системе в соответствии с изобретением. Однако она совершенно отличается от изобретения, так как часть материала вынуждена оставаться в местном канале, ответвленном от литьевого канала впереди свободного конца поршня, и потому она чрезмерно нагревается, что приводит к ухудшению качества формуемого материала. В соответствии же с настоящим изобретением соответствующую часть материала впереди свободного конца поршня выпускают из системы сразу же после перекрытия литьевого канала при каждом цикле литья.
В упомянутом предполагаемом случае если оставшуюся часть материала заставить возвратиться в литьевой канал из ответвленного местного канала после завершения второй стадии выдержки под внутренним давлением при каждом цикле литья, то ухудшение качества изделия вследствие чрезмерного нагрева части материала будет до некоторой степени (хотя и не полностью) исключено.
Однако предполагаемый случай имеет серьезный дефект, так избыточную часть материала при каждом цикле литья не выпускают из системы машины, а удерживают в системе. Это обусловлено тем, что при длительной работе в постоянном режиме часть материала, соответствующая избыточной части при каждом цикле - литья, накапливается во всей системе, мешая тем самым непрерывной стабильной работе машины. В этом отношении предполагаемый случай неработоспособен. В свою очередь, система повторной дозировки в соответствии с настоящим изобретением обеспечивает машине возможность стабильно работать при постоянных требуемых рабочих условиях в длинной серии циклов, позволяя при этом значительно уменьшить колебание массы отформованного изделия без всякого ухудшения качества изделия в каждом цикле литья.
Выпущенный материал, хранимый в резервуаре 39, эквивалентен "материалу, отформованному в охлаждаемом распределительном литнике", и может быть повторно использован в качестве исходного материала. В этом отношении выпущенный материал, содержащийся в системе повторной дозировки в соответствии с настоящим изобретением, может быть назван "холодным материалом отклонения массы". В соответствии с экспериментами холодный материал отклонения массы непрерывно выпускавют из выпускной трубы и можно утверждать, что он не опасен, если его выпускают из системы непосредственно в атмосферу, не пользуясь резервуаром 39.
Благодрая системе повторной дозировки от машины больше не требуется обеспечивать высокую точность первичной дозировки при дозирующем ходе инжекционного червячного плунжера с использованием сложной аппаратуры управления, чтобы уменьшить колебание массы отформованного изделия. Даже плохо работающая система первичной дозировки в сочетании с системой повторной дозировки в соответствии с настоящим изобретением обеспечивает значительное уменьшение колебания массы по сравнению с традиционной системой первичной дозировки без системы повторной дозировки.
Кроме того, система повторной дозировки выгодна тем, что обеспечивает возможность укорочения времени настройки, необходимого для стабилизации процесса литья при каждой периодической остановке продолжительной работы.
Стадия повторной дозировки в соответствии с настоящим изобретением не ограничивается регулировкой начального внутреннего давления в закрытой камере при перекрытии литьевого канала. Она может быть использована для регулирования внутреннего давления материала некоторое время спустя, а не сразу после перекрытия литьевого канала. Это также входить в объем настоящего изобретения.
В соответствии с изобретением самой использованной литьевой машиной может быть не только традиционная машина с гидравлическим силовым оборудованием, но и недавно разработанная машина, имеющая электропривод или любое другое эквивалентное оборудование для осевого перемещения инжекционного плунжера.
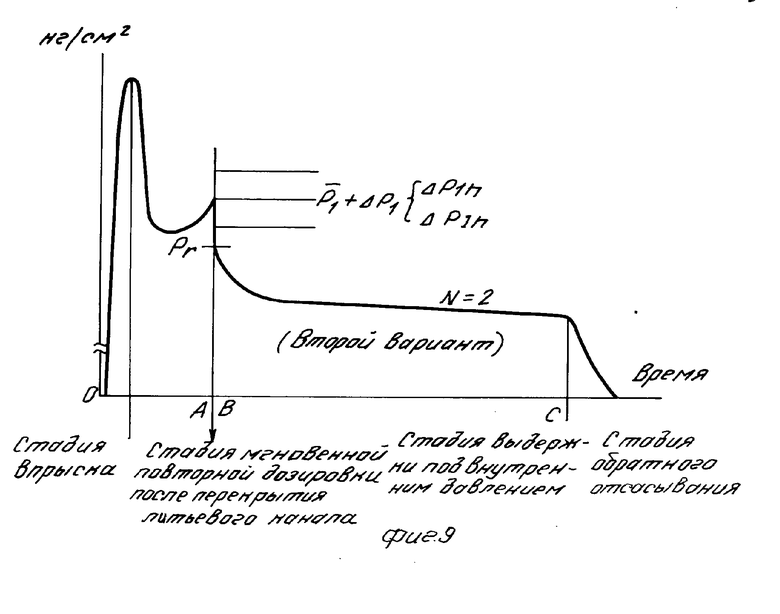
В соответствии с другим вариантом осуществления изобретения с использованием устройства, показанного на фиг. 1,2,3 или 4 и имеющего средство повторной дозировки, способ литья под давлением со стадией мгновенной повторной дозировки осуществляют как показано на фиг. 9 (а также пунктирными линиями на фиг. 5 и 6). ТО есть первую стадию выдержки под внешним давлением (показана на фиг. 5 и 6) исключают. Стадию впрыска прекращают путем перекрытия литьевого канала и начинают стадию мгновенной повторной дозировки, в результате чего начальное внутреннее давление Р, равное конечному давлению впрыска, снижается до требуемого значения внутреннего давления выдержки, устанавливаемого посредством цилиндро-поршневого комплекта 30 повторной дозировки и соответствующего упомянутому значению Рr (на фиг. 8). После перекрытия литьевого канала вслед за стадией впрыска начинают стадию выдержки под внутренним давлением, пониженным посредством системы повторной дозировки, с выпуском из системы, включающей литьевую машину, определенной избыточной части материала, уплотненного в постоянном замкнутом пространстве, состоящем из камеры В выдержки под давлением и оформляющей полости 14.
Конечное давление впрыска имеет требуемое значение ( ) с отклонением ( Δ Р1) между значениями Р1h и Р1l, как показано на фиг. 9. Внутреннее давление (Р) устанавливают значительно ниже нижнего предела (Р1l) конечного давления впрыска. Это означает, что давление выдержки, по существу, при каждом цикле литья независимо от колебания давления впрыска.
) с отклонением ( Δ Р1) между значениями Р1h и Р1l, как показано на фиг. 9. Внутреннее давление (Р) устанавливают значительно ниже нижнего предела (Р1l) конечного давления впрыска. Это означает, что давление выдержки, по существу, при каждом цикле литья независимо от колебания давления впрыска.
Количество материала, уплотненного в постоянном замкнутом пространстве вследствие впрыскда материала посредством плунжера 4 и перекрытия литьевого канала с помощью клапанного средства 23, по-видимому, прямо соответствует постоянному отрегулированному внутреннему давлению Рr материала как в первом, так и во втором вариантах, показанных на фиг. 8 и 9. Однако на практике существует разница в соответствии между обоими вариантами. То есть количество материала, уплотненного в одном и том же постоянном замкнутом пространстве в соответствии с каждым из упомянутых (первого и второго) вариантов, не постоянно, изменяется в соответствии с коэффициентом отклонения относительно среднего количества при каждом цикле литья, причем коэффициент отклонения количества в первом варианте явно больше, чем во втором варианте. Считается, что разница в коэффициенте отклонения количества вызвана, в основном, скоростью охлаждения формующего узла. Если скорость охлаждения очень низка и, следовательно, продолжительность цикла литья очень велика, такая разница будет исключена. В соответствии с вторым вариантом, показанным на фиг. 9, материал уплотняют в постоянном замкнутом пространстве и регулируют его количество до заданного значения с выпуском избыточного количества материала из системы машины непосредственно за стадией впрыска, а в соответствии с первым вариантом, показанным на фиг. 8, количество такого материала регулируют за первой стадией выдержки под внешним давлением, осуществляемой после такой стадии впрыска. Считается, что эта разница во времени вызывает появление разницы в коэффициенте отклонения количества.
В этом отношении второй вариант, показанный на фиг. 9, более предпостителен в литьевом формовании высокоточного изделия по сравнению с первым вариантом, показанным на фиг. 8. Кроме того, второй вариант выгоден тем, что не нужно больше предусматривать в литьевой машине оборудование для выдержки под внешним давлением, причем продолжительность цикла литья может быть максимально укорочена на время первой стадии выдержки под внешним давлением, имеющей место в первом варианте (фиг. 8), пока колебание массы отформованного изделия будет оставаться на уровне колебания массы в первом варианте.
Далее допускается, что при относительно высокой постоянной скорости охлаждения формующего узла может оказаться возможным уменьшение колебания массы отформованного изделия при камерного типа способе, основанном на уравнивающем действии (без стадии повторной дозировки), по сравнению с первым вариантом (фиг. 8) осуществления способе камерного типа.
В соответствии с экспериментами, проведенными с использованием изобретения, были отлиты под давлением в качестве точного изделия корпуса кассет из полистирола общего назначения с использованием устройств, подобных показанному на фиг. 4, но с некоторыми изменениями, причем в отношении колебания массы (w) в сравнении с колебаниями массы в практическом случае были получены следующие результаты.
1. В практической серии с использованием снабженной современным (т. е. сложным) дозирующим оборудованием литьевой машины с напорной камерой, но без системы повторной дозировки, в сочетании с формующим узлом, имеющидм шесть оформляющих полостей для корпусов кассет, когда N= 1 (камера приблизительно соответствует по объему шести оформляющим полостям):  = 87,448, при 100 циклах литья в постоянном режиме цикла σ = 0,130, 100х( σ /
= 87,448, при 100 циклах литья в постоянном режиме цикла σ = 0,130, 100х( σ / )= 0,149 R= 0,488, 100х(R/
)= 0,149 R= 0,488, 100х(R/ )= 0,558
)= 0,558
2. В экспериментальной серии с использованием камерного типа литьевой машины, снабженной старого типа дозирующим оборудованием, в сочетании с формующим узлом, имеющим четыре оформляющие полости для таких же, как упомянуты, корпусов кассет, когда N= 2.
В соответствии с экспериментом с использованием способа по настоящему изобретению, основанного только на уравнивающем действии без системы повторной дозировки и включающего в себя первую стадию выдержки под внешним давлением и вторую стадию выдержки под внутренним давлением, когда N= 2,  = 52,480 г, при 100 циклах литья в постоянном режиме цикла σ = 0,0375 г, 100х(σ/
= 52,480 г, при 100 циклах литья в постоянном режиме цикла σ = 0,0375 г, 100х(σ/ )= 0,715 R= 0,172 г, 100х(R/
)= 0,715 R= 0,172 г, 100х(R/ )= 0,328
)= 0,328
3. В экспериментальных сериях с использованием таких же, как в эксперименте 2, машины и формующего узла, но с системой повторной дозировки, такой, как показана на фиг. 3, когда N= 2;
1) в соответствии с одним из экспериментов с первым вариантом (фиг. 8) осуществления способа в соответствии с изобретением, включающим в себя первую (под внешним давлением) и вторую (под внутренним давлением) стадии выдержки в сочетании со стадией мгновенной повторной дозировки, = 52,546, при 100 циклах литья в постоянном режиме цикла σ = 0,023, 100х(σ/
= 52,546, при 100 циклах литья в постоянном режиме цикла σ = 0,023, 100х(σ/ )= 0,043 R= 0,115, 100х(R/
)= 0,043 R= 0,115, 100х(R/ )= 0,219
)= 0,219
Производительность (т. е. продолжительность цикла) - 12,6 с на четыре корпуса кассет.
2) в соответствии с другим экспериментом с вторым вариантом осуществления способа в соответствии с изобретением, включающим в себя стадию выдержки под внутренним давлением в сочетании со стадией мгновенной повторной дозировки, но без стадии выдержки под внешним давлением, = 52,558, при 100 циклах литья в постоянном режиме цикла σ = 0,0204, 100х( σ /
= 52,558, при 100 циклах литья в постоянном режиме цикла σ = 0,0204, 100х( σ / )= 0,039 R= 0,094, 100х(R/
)= 0,039 R= 0,094, 100х(R/ )= 0,179
)= 0,179
Производительность - 9,6 с на четыре корпуса кассет.
Как видно из приведенных результатов, система повторной дозировки в соответствии с изобретнием очень выгодна в изготовлении высокоточного литого изделия независимо от варианта, выбранного из двух вариантов, показанных на фиг. 8 и 9, причем второй вариант более выгоден, чем первый, как в отношении колебания массы изделия, так и в отношении производительности. Это действительно так, хотя вышописанные сравнительный и экспериментальный способы без стадии повторной дозировки (на практике, когда N= 1, и в эксперименте, когда N= 2 соответственно) очень выгодны при литье под давлением точного давления с высокой производительностью по сравнению с традиционным способом без использования камеры выдержки под давлением.
Кроме того, при сравнении практической серии (п. 1) с экспериментальной серией (п. 2) можно понять, что экспериментальный процесс, когда N= 2, выгоден в уменьшении колебания массы больше, чем промышленный процесс, когда N= 1, благодаря эффекту уравнивания.
(56) Патент США N 4632652, кл. В 29 С 45/77, 1986.
Патент США N 4256689, кл. В 29 F 1/06, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Устройство для изготовления полимерных изделий | 1988 |
|
SU1595660A1 |
| Устройство для литья изделий из реактопластов | 1982 |
|
SU1024286A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
| Устройство для оценки технологических характеристик форм для литья под давлением пластмасс | 1976 |
|
SU729512A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037419C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU405729A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ | 1995 |
|
RU2099190C1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
Использование: при литьевом формовании высокоточных изделий из пластических материалов. Сущность изобретения: способ литья под давлением посредством литьевой машины с формой включает в себя стадии пластикации и дозировки материала, стадию впрыска и стадию выдержки материала под давлением. После стадии впрыска, но во время осуществления стадии выдержки под давлением перекрывают посредством клапана литьевой канал /увеличенный в объеме/, проходящий от корпуса машины до литникового отверстия оформляющей полости формы, в промежуточной его части, прекращая тем самым сообщение его с внутренней полостью корпуса. Стадию выдержки под давлением осуществляют, по крайней мере, используя клапан для оказания внутреннего давления на переднюю часть впрыснутого материала, отделенного в результате перекрытия литьевого канала и уплотненного в постоянном замкнутом пространстве, ограниченном посредством клапана и включающем оформляющую полость формы, причем во время проведения этой стадии начинают следующую стадию пластикации и дозировки. До завершения стадии выдержки под внутренним давлением при каждом цикле литья регулируют количество материала в постоянном замкнутом пространстве путем выпуска возможной избыточной части материала из включающей литьевую машину системы. 2 с. и 36 з. п. ф-лы, 9 ил.
