Изобретение относится к машиностроению, преимущественно к тем его отраслям, где осуществляется производство турбин, и может быть использовано при изготовлении компрессорных и турбинных лопаток газотурбинных двигателей, лопаток турбокомпрессорных агрегатов жидкостных реактивных двигателей и различных паровых турбин.
Известен способ обработки металлических изделий, включающий воздействие электрическим током на изделие, предварительно подключенное посредством электроконтактов к источнику электрического тока.
Данный способ не может быть использован при повышении усталостной прочности лопаток газотурбинных двигателей, поскольку предполагает сохранение в объеме материала большого количества дефектов структуры (микропор, микротрещин, расслоений и пр.), являющихся потенциальными концентраторами напряжений.
Изобретение направлено на решение технической задачи, заключающейся в повышении усталостной прочности лопаток газотурбинных двигателей.
Поставленная задача решается тем, что в способе обработки металлических изделий, включающем воздействие электрическим током на изделие, предварительно подключенное посредством электроконтактов к источнику электрического тока, при повышении усталостной прочности лопаток газотурбинных двигателей лопатку устанавливают вертикально между электроконтактами, между концом пера лопатки и соответствующим ему электроконтактом размещают прокладку из легкоплавкого пластичного металла, например свинца, в которую перемещением одного из электроконтактов вдавливают конец пера лопатки, а воздействие на лопатку производят в течение промежутка времени, составляющего от 0,04 до 0,1 с, импульсным биполярным электрическим током с частотой 50 Гц.
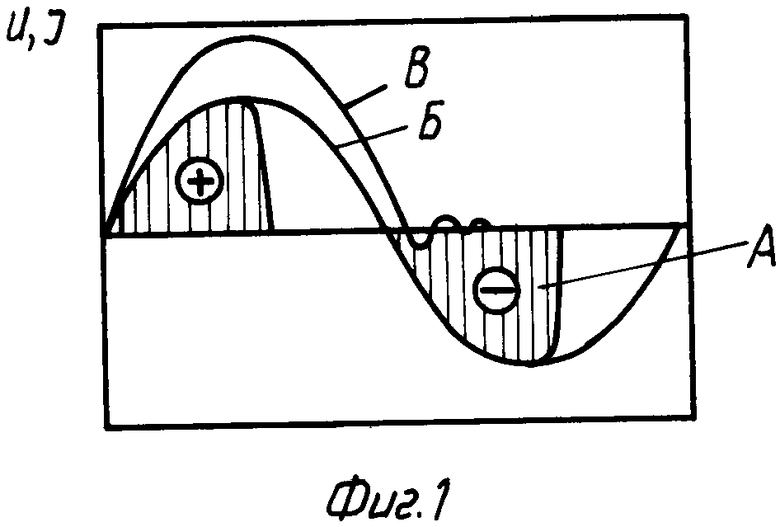
На фиг. 1 показан график зависимости напряжения и тока от времени с профилями биполярного (А), переменного (Б) и монополярного (В) тока; на фиг.2 - схема подключения электроконтактов к лопатке.
Способ осуществляют следующим образом.
Перед обработкой лопатку 1 устанавливают вертикально замком 2 вверх на свинцовую прокладку 3 нижнего электроконтакта 4. Затем перемещением одного из контактов (верхнего 5 или нижнего 4) конец пера 6 лопатки вдавливают в поверхность свинцовой прокладки 3, после чего через лопатку пропускают импульс биполярного тока частотой 50 Гц с удельной энергией, определяемой из следующего соотношения:
q = (0,2...0,3)˙ ρ˙ Ст˙ Тр, где q - удельная энергия импульсного электрического тока;
ρ- плотность материала обрабатываемого изделия;
Ст - удельная теплоемкость;
Тр - температура рекристаллизации материала обрабатываемого изделия.
Обработку осуществляют в течение промежутка времени 0,04-0,1 с.
В качестве оборудования для электроимпульсной обработки используют либо источники питания постоянного тока с батареей конденсаторов, формирующие монополярный профиль импульса тока, либо источники питания, обеспечивающие фазовое регулирование ("отсечку" частей синусоиды промышленной частоты), формирующие профиль биполярного тока. Установки второго типа находят все большее применение на предприятиях различных отраслей машиностроения в силу своей экономичности, а главное безопасности, что объясняется относительно небольшой величиной выходного напряжения.
Указанный выше диапазон времени обработки обеспечивает сохранение в материале детали локальных градиентов температур и термоупругих сжимающих напряжений, под воздействием которых происходит "залечивание" или локализация дефектов структуры. При времени обработки больше 0,1 с, градиенты уменьшаются и обработка становится малоэффективной. При времени обработки менее 0,04 с градиенты на границах дефектов не успевают образоваться.
Способ пропускания тока через лопатку в продольном направлении между торцем замка и концом пера, во-первых, технологически легко осуществим, т. к. не требует изготовления точных сложнопрофильных электроконтактов, во-вторых, позволяет вводить в материал лопатки достаточно большое количество удельной электроэнергии за малый промежуток времени из-за большого падения напряжения по сравнению с поперечным пропусканием, что является необходимым условием, приводящим к возникновению эффекта "залечивание" дефектов структуры.
Хотя контакт в данном способе подвода тока осуществляется по плоским поверхностям, на торце пера лопатки в процессе пропускания тока могут возникать пригары и прижоги. Плазменный эффект возникает в результате высокого входного сопротивления на торце пера за счет его малого (по отношению к площади поверхности контакта хвостовика) сечения. Помимо невозможности точной дозировки вводимой энергии плазменный эффект приводит к изменению формы лопатки, т.е. к неисправимому браку.
Применение мягкого легкоплавкого металла предотвращает появление прижогов не только путем увеличения поверхности контакта, но и за счет того, что при вдавливании острого края лопатки в свинец образуется плотный электроконтакт независимо от сложности профиля ее сечения.
После обработки лопатка легко вынимается из образовавшегося углубления и на ее место устанавливается новая.
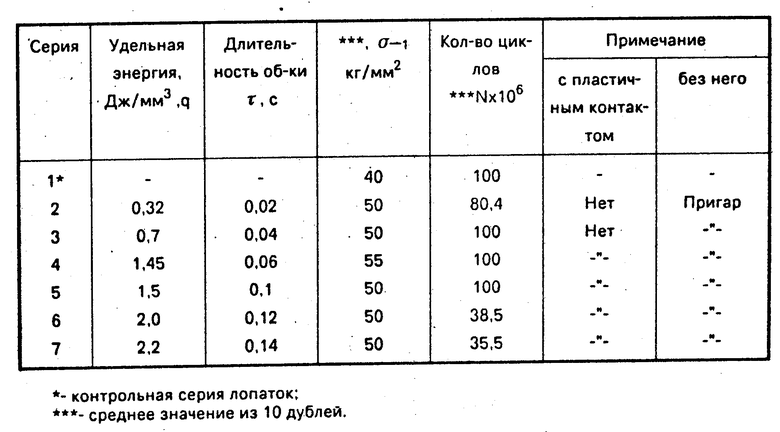
П р и м е р. Обрабатывались импульсным биполярным током партии лопаток из материала ВТ-8 с различными уровнями удельной энергии q и длительностями воздействия τ, частота тока 50 Гц. Контрольная серия лопаток не обрабатывалась током для сопоставления. Источник питания - понижающий трансформатор мощностью 160 кВт, регулирующая аппаратура - прерыватель сварочного тока ПСЛТ-1200. Такое оборудование позволяет создавать профиль тока, показанного на фиг. 1. поз. А. Параметры тока регистрировались с помощью осциллографа С8-13 путем записи осциллограмм.
После обработки все серии (по 10 дублей) проходили испытания на усталость при базе 108 циклов и нагружении σ-1= 40...55 кг/мм2 по стандартной методике (ГОСТ 25.502-79).
Результаты испытаний занесены в таблицу.
Испытания лопаток показывают, что лучшие результаты достигаются в 3, 4 и 5 сериях, длительность обработки которых и удельная энергия соответственно 0,04...0,1 с и 0,7...1,5 Дж/мм3.
При заданной базе 108 циклов удалось поднять предел выносливости σ-1 на 25...38%. Неоптимальные режимы обработки уменьшают количество циклов до разрушения на 23...180% (2 и 7 серии) при повышении предела выносливости на 25% . Лопатки в 3, 4 и 5 сериях выстояли заданное число циклов без разрушения, таким образом, появляется возможность дальнейшего увеличения предела выносливости лопаток.
Кроме того, опыты показали, что применение свинцовых прокладок (пластичных контактов) позволяет полностью избежать пригаров, что крайне важно при реализации способа в промышленных условиях.
Помимо повышения усталостной прочности до 38% данный способ обеспечивание повышение производительности за счет малого времени обработки. Кроме того, выбрав достаточно мощный источник питания, возможно за одну установку обрабатывать до 10. ..15 лопаток. С учетом примерного пред- и послеоперационного времени, а также возможной автоматизации процесса получается, что за 1 мин можно обрабатывать до 20 лопаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ТУГОПЛАВКИХ МЕТАЛЛОВ СО СПЛАВАМИ НА ОСНОВЕ ЖЕЛЕЗА | 1993 |
|
RU2049622C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2533223C1 |
| СПОСОБ ЭЛЕКТРОИМПУЛЬСНОЙ ОБРАБОТКИ СПЛАВОВ | 1990 |
|
SU1767921A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1992 |
|
RU2009037C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ЛОПАТКИ ГТД ИЗ ЛЕГИРОВАННОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2715396C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 1987 |
|
SU1485546A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2027543C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1997 |
|
RU2117713C1 |
| Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии | 2021 |
|
RU2768945C1 |

Использование: повышение усталостной прочности лопаток газотурбинных двигателей. Лопатку вертикально устанавливают между электроконтактами. Между концом пера лопатки и электроконтактом размещают прокладку из легкоплавкого пластичного металла, например свинца. Перемещением одного из электроконтактов вдавливают конец пера лопатки в прокладку. Затем на лопатку воздействуют импульсным биполярным электрическим током с частотой 50 Гц. Время воздействия 0,04 - 0,1 с. 2 ил., 1 табл.
СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, включающий воздействие электрическим током на изделие, предварительно подключенное посредством электроконтактов к источнику электрического тока, отличающийся тем, что при повышении усталостной прочности лопаток газотурбинных двигателей лопатку устанавливают вертикально между электроконтактами, между концом пера лопатки и соответствующим ему электроконтактом размещают прокладку из легкоплавкого пластичного металла, например свинца, в которую перемещением одного из электроконтактов вдавливают конец пера лопатки, а воздействие на лопатку производят в течение промежутка времени, составляющего 0,04 - 0,1 с, импульсным биполярным электрическим током с частотой 50 Гц.
| Аскинази Б.М | |||
| Упрочнение и восстановление деталей электромеханической обработкой | |||
| Л.; Машиностроение, Ленинградское отделение, 1977, с.71-73. |
