Изобретение относится к технологическому оборудованию для изготовления изделий из проволоки и может быть использовано, например, для изготовления спиралей проволочных нагревателей.
Известно устройство для изготовления спиралей, содержащее механизм подачи заготовки и навивочный механизм, выполненный в виде вращающейся оправки, водила и направляющего ролика.
Недостатком известного устройства является низкая производительность вследствие потери времени на остановку подачу проволоки в момент отрезки готовой продукции.
Наиболее близким из известных технических решений к предлагаемому является устройство для изготовления проволочных спиралей, содержащее электропривод, катушку с проволокой, оправку, принимающий и направляющий ролики.
Недостатком известного устройства являются ограниченные технологические возможности, не позволяющие осуществлять регулирование и контроль за расходом проволоки с достаточной точностью, что приводит к необходимости производить дополнительную обработку изготовленной спирали и снижает экономичность работы устройства.
Целью изобретения является расширение технологических возможностей путем обеспечения регулирования расхода проволоки.
Это достигается тем, что устройство для изготовления проволочных спиралей, содержащее электропривод, катушку с проволокой, оправку, принимающий и направляющие ролики, снабжено кареткой со скользящим контактом, на которой закреплен принимающий ролик, а за принимающим роликом по ходу движения проволоки установлен дополнительный барабан с переменным диаметром, расположенный своей осью параллельно направлению движения каретки и охватываемый петлей навиваемой проволоки, при этом участок проволоки между принимающим роликом и одним из направляющих роликов включен в электрическую цепь дополнительного измерительного моста сопротивлений, одно из плеч которого выполнено переменным и взаимодействует со скользящим контактом каретки. При этом барабан может быть выполнен в виде усеченного конуса с углом наклона образующей, не превышающим угол трения.
Наличие в предлагаемом техническом решении каретки со скользящим контактом и принимающим роликом, а также размещение по ходу движения проволоки барабана с переменным диаметром и включение участка проволоки в электрическую цепь измерительного моста сопротивлений, одно из плеч которого взаимодействует со скользящим контактом каретки, обеспечивает возможность контроля за длиной изготавливаемой спирали и регулирования проволоки, что уменьшает потери проволочного материала, исключает необходимость дополнительной обработки изготовленной спирали, повышает экономичность работы устройства для изготовления проволочных спиралей и расширяет его технологические возможности.
Анализ научно-технической и патентной литературы показал, что отсутствуют известные технические решения, в которых имеется совокупность признаков, отличающих заявленное решение от прототипа. Таким образом совокупность признаков предложенного технического решения обеспечивает достижение поставленной цели и соответствует критериям "новизна" и "существенные отличия".
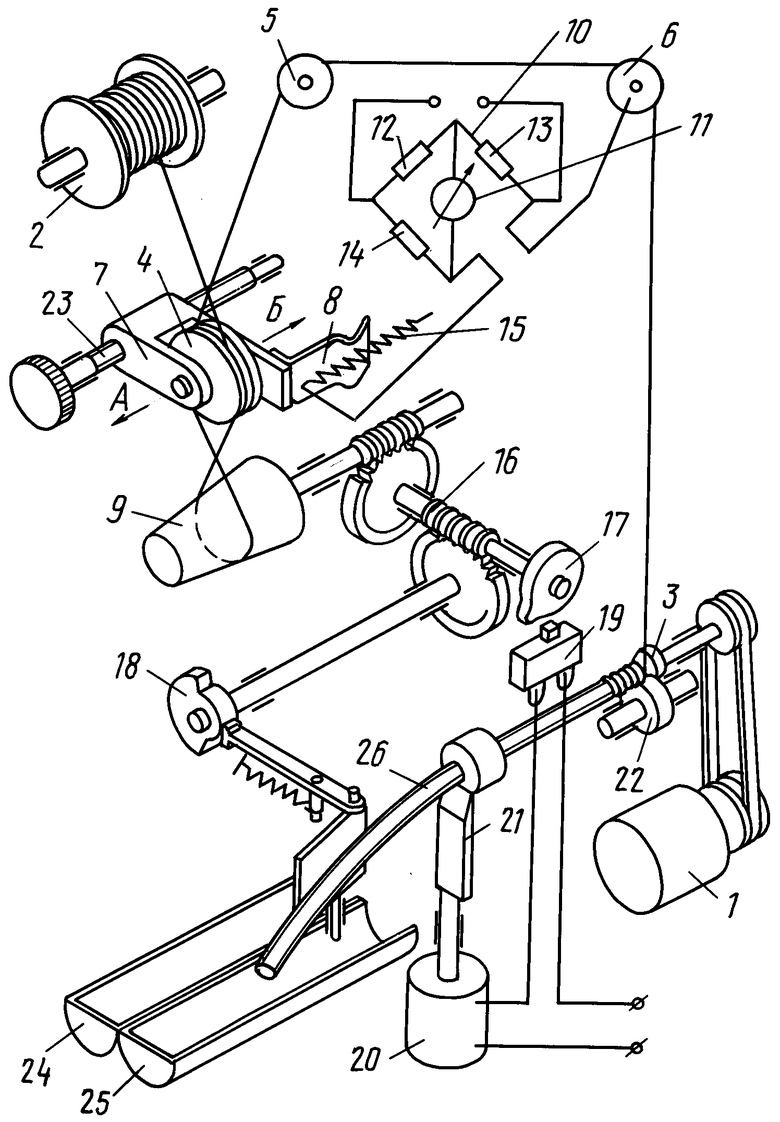
На чертеже показана кинематическая схема устройства для изготовления проволочных спиралей.
Устройство состоит из электропривода 1, катушки с проволокой 2, оправки 3, принимающего ролика 4 и направляющих роликов 5, 6. Принимающий ролик 4 закреплен на каретке 7, снабженной скользящим контактом 8. За принимающим роликом 4 по ходу движения проволоки установлен барабан 9 с переменным диаметром. Барабан 9 может быть выполнен в виде усеченного конуса с углом наклона образующей, не превышающим угол трения. Ось барабана 9 расположена параллельно направлению движения каретки 7.
Участок проволоки между принимающим роликом 4 и направляющим роликом 6 включен в электрическую цепь измерительного моста 10 сопротивлений, снабженного измерительным прибором 11. Измерительный мост 10 имеет плечи сопротивлений 12-15. При этом плечо 14 является эталонным, а плечо 15 выполнено переменным и взаимодействует со скользящим контактом 8 каретки 7.
Ось барабана 9 может взаимодействовать с редуктором 16, снабженным кулачками 17 и 18. Кулачок 17 установлен с возможностью контактирования с микровыключателем 19, электрически связанным с электромагнитом 20 отрезного ножа 21. С оправкой 3 контактирует прижимной ролик 22. Каретка 7 установлена на регулировочном винте 23. Устройство содержит также желоба 24 и 25 для приема спиралей 26.
Устройство работает следующим образом.
При включении электродвигателя 1 на оправку 3 с помощью прижимного ролика 22 подается проволока и навивается спираль 26. Поступающая на оправку 3 проволока приводит во вращение направляющие ролики 5, 6, принимающий ролик 4, барабан 9 и катушку 2.
Проволока сматывается с катушки 2 и подается на принимающий ролик 3, охватывает петлей барабан 9, возвращается на принимающий ролик 4 и направляется на ролики 5, 6 и далее на оправку 3. Барабан 9 через редуктор 16 вращает кулачок 17, который при своем полном обороте воздействует на микровыключатель 19, в результате чего включается электромагнит 20 и нож 21 отрезает готовую спираль 26, которая сбрасывается в желоб 24 (25).
Контроль длины изготавливаемой спирали осуществляется с помощью измерительного моста 10. Так как участок проволоки между принимающим роликом 4 и направляющим роликом 6 включен в электрическую цепь измерительного моста 10, этот участок обладает определенным омическим сопротивлением эталонного плеча 14 измерительного моста 10. При этом постоянной и заданной длине участка проволоки между принимающим 4 и направляющим 6 роликами соответствуют постоянная заданная длина получаемой спирали 26 и соответствующее показание измерительного прибора 11 моста 10.
При уменьшении или увеличении омического сопротивления участка навиваемой проволоки происходит расбалансирование измерительного моста 10, в результате чего стрелка прибора 11 отклоняется от заданного значения. Для возврата стрелки прибора 10 в заданное значение и регулирование тем самым постоянной заданной длины изготавливаемой спирали 26 вращением винта 23 осуществляют перемещение каретки 7 и принимающего ролика 4 по стрелке А или Б, как показано на чертеже. При этом петля проволоки, охватывающая барабан 9, перемещается на его больший или меньший диаметр, увеличивая или уменьшая тем самым общую длину навиваемой спирали. Одновременно с перемещением каретки 7 перемещается скользящий контакт 8, изменяя сопротивление участка плеча 15 переменного сопротивления моста 10, до тех пор, пока стрелка измерительного прибора 11 не установится на заданное значение.
Зная омическую характеристику навиваемой проволоки и соответствующее ей градуировочные значения показаний измерительного прибора 11, можно задаваться любым необходимым значением длины изготавливаемой спирали 26 путем перемещения каретки 7 до достижения градуировочных значений показаний прибора 11.
Таким образом в предлагаемом устройстве для изготовления проволочных спиралей обеспечиваются контроль и регулирование расхода проволоки и длины изготавливаемых спиралей, повышается экономичность и расширяются технологические возможности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных спиралей | 1991 |
|
SU1838019A3 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ИЗ ПРОВОЛОКИ ДИАМЕТРОМ d=0,05-0,2 мм СПИРАЛЕЙ С НАРУЖНЫМ ДИАМЕТРОМ, РАВНЫМ 10d, И РЕГУЛИРУЕМЫМ ШАГОМ | 2009 |
|
RU2399453C1 |
| Автомат для навивки проволочныхСпиРАлЕй и РАзРЕзАНия иХ HA чАСТи | 1979 |
|
SU846007A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| Станок для изготовления спиралей проволочныхНАгРЕВАТЕлЕй | 1979 |
|
SU797828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ СПИРАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ КЕРНА, ПРИСПОСОБЛЕНИЕ ДЛЯ СНЯТИЯ ВИНТОВОЙ СПИРАЛИ С КЕРНА | 2010 |
|
RU2443490C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НЕТКАНОГО МАТЕРИАЛА МР НА ПРОВОЛОЧНОЙ ОСНОВЕ И СТАНОК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2195381C2 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Устройство для формирования плоскихСпиРАлЕй | 1978 |
|
SU848129A1 |
Использование: для изготовления спиралей проволочных нагревателей. Сущность изобретения: устройство содержит каретку со скользящим контактом и закрепленный на ней принимающий ролик, за которым по ходу движения проволоки установлен барабан с переменным диаметром. Участок проволоки между принимающим и направляющим роликами включен в электрическую цепь измерительного моста сопротивлений. Одно из плеч моста выполнено переменным и взаимодействует со скользящим контактом каретки. Перемещение каретки одновременно с роликом и скользящим контактом обеспечивает изменение длины навиваемой проволоки и балансировка моста. 1 з. п. ф-лы, 1 ил.
| Станок для изготовления спиралей проволочныхНАгРЕВАТЕлЕй | 1979 |
|
SU797828A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
