Изобретение относится к области изготовления винтовых спиралей, а именно к спирализационным машинам (устройствам), с помощью которых обеспечивается деформация проволоки (материала) путем ее навивки на непрерывный керн.
Известен способ изготовления винтовых спиралей (М.С.Кауфман, А.А.Кузнецова, Ю.А.Хруничев. Производство спиралей, сеток и вводов электровакуумных приборов. Москва-Ленинград, Госэнергоиздат, 1962, стр.37-44), включающий закрепление вольфрамовой проволоки на непрерывном керне, навивку ее при сообщении вращательно-поступательного движения керну, резку спирали вместе с проволокой керна поштучно, удаление отрезков проволоки керна из спирали их совместным травлением в кислоте.
Реализация данного способа осуществляется с помощью устройства (спирализационной машины СГ-3), содержащего механизм смотки керна, катушку с навиваемым материалом, механизм перемещения керна, трансмиссию, выполненную с возможностью передачи вращения от двигателя к ведомому элементу механизма смотки керна и к ведомому элементу механизма перемещения керна.
Недостатками данного способа являются небольшая производительность полного цикла изготовления винтовых спиралей, ограниченная номенклатура материалов, применяемых для их изготовления (способ не может быть применен для изготовления спиралей, например, из материалов, которые растворяются в кислотах), и сравнительно большие финансовые затраты на их изготовление. Это объясняется тем, что для изготовления винтовых спиралей из вольфрамовой проволоки необходимо иметь:
- специальное оборудование для осуществления травления в кислоте отрезков проволоки непрерывного керна при их удалении из винтовой спирали (вольфрам не растворяется в кислоте);
- регулярно восполняемые расходуемые материалы (проволока керна и кислота).
Известный (а.с. СССР №218801, B21F, от 10.04.1967, опубл. в БИ №18 от 30.05.1968) способ изготовления винтовых спиралей включает закрепление материала на керне, сообщение вращательно-поступательного движения керну, подачу материала и его навивку на керн, снятие спирали с керна с помощью упора (ножа).
Недостатками известного способа являются:
- низкая производительность из-за прерывистого цикла изготовления пружин;
- финансовые затраты на регулярно восполняемый расходуемый материал (проволока керна);
- сложность осуществления технологических операций, реализуемых при изготовлении спиралей;
- ненадежность снятия спирали с керна, образовавшего при подходе к упору (ножу) консоль.
Известный способ выбран за прототип.
Известно (патент Великобритании №803542, кл. НКИ 83/4Е, опубл. в о/б "Промышленная собственность" ("Listes"), 1956) устройство для навивки винтовой спирали, содержащее механизм смотки керна, катушку с навиваемым материалом и механизм перемещения керна.
Недостатком данного устройства является его невысокая надежность.
Известное (а.с. СССР №925492, B21F 3/04, B21F 35/00, от 31.03.1980, опубл. в БИ №17 от 07.05.1982) устройство для навивки винтовой спирали на непрерывный керн содержит смонтированные на станине по ходу технологического процесса механизм смотки керна, катушку с навиваемым материалом и механизм перемещения керна.
Недостатком данного устройства является то, что оно не обеспечивает полный цикл изготовления винтовых спиралей (см. выше, аналогично с недостатками спирализационной машины СГ-3).
Известное устройство выбрано за прототип.
Известное (а.с. СССР №218801, B21F, от 10.04.1967, опубл. в БИ №18 от 30.05.1968) приспособление для снятия винтовой спирали с керна содержит упор.
Недостатком известного приспособления является его ненадежность при изготовлении пружин с малым внутренним диаметром из-за того, что:
- участок керна с навитой спиралью после прохода через цангу образует консоль, которая при соприкосновении с упором (ножом) будет изгибаться под действием приложенного к керну и спирали силового воздействия, препятствуя этим освобождению спирали от керна;
- упор выполнен в форме ножа, полотно которого имеет достаточно большую толщину по сравнению с острой рабочей кромкой, при этом большая толщина полотна будет препятствовать разделению пружины с малым внутренним диаметром и нити керна.
Известное устройство выбрано за прототип.
Задачей, решаемой данной группой изобретений, является достижение возможности изготовления винтовой спирали с малым внутренним диаметром из различных материалов, например органических и неорганических или из черных и цветных металлов, повышение производительности ее изготовления и снижение себестоимости ее изготовления.
Технический результат, достигаемый при использовании настоящей группы изобретений, заключается:
- в совмещении спирализации материала на непрерывный керн с бесперебойным снятием с непрерывного керна готовой винтовой спирали (достижение качественно новой основной технической характеристики способа, устройства и приспособления);
- в повышении надежности снятия винтовой спирали с непрерывного керна (достижение улучшения основной технической характеристики приспособления);
- в повышении точности изготовления шага винтовой спирали (достижение улучшения основной технической характеристики механизма).
Указанный выше технический результат достигается тем, что:
- в способе изготовления винтовых спиралей, включающем закрепление материала на керне, сообщение вращательно-поступательного перемещения керну, навивку винтовой спирали на керн, снятие витков спирали с керна с помощью упора, дополнительно вначале вручную пропускают непрерывный керн через мотовило. При подходе крайнего витка на свободном конце спирали к упору прекращают движение керна с навитой на него спиралью. Вручную снимают с керна, по меньшей мере, один крайний виток. Затем вводят упор в соприкосновение с расположенным на керне крайним витком спирали таким образом, чтобы он препятствовал перемещению этого витка спирали совместно с керном. При этом размещают упор так, чтобы он же препятствовал вращению снятого с керна витка спирали вокруг оси симметрии рабочего участка керна. После этого осуществляют беспрерывное снятие витков спирали с керна возобновлением вращательно-поступательного движения керна;
- устройство для навивки винтовой спирали на непрерывный керн, содержащее смонтированные на станине по ходу технологического процесса механизм смотки керна, катушку с навиваемым материалом, механизм перемещения керна, дополнительно снабжено мотовилом и упором, которые смонтированы на станине по ходу технологического процесса. При этом мотовило выполнено с возможностью ограничения проскальзывания витков спирали относительно керна, а упор - с возможностью ограничения перемещения крайнего витка на свободном конце спирали совместно с керном и вращения снятого с него витка спирали вокруг оси симметрии его рабочего участка. Катушка с навиваемым материалом может быть снабжена отклоняющим роликом, расположенным на рабочем участке керна между механизмом смотки керна и мотовилом. Оно может быть снабжено узлом приема винтовой спирали, расположенным между упором и механизмом перемещения керна. Оно может быть снабжено трансмиссией, выполненной с возможностью передачи вращения от двигателя к ведомому элементу механизма смотки керна, к ведомому элементу мотовила, к ведомому элементу механизма перемещения непрерывного керна;
- механизм перемещения непрерывного керна, содержащий шпиндель, ведомый элемент, катушку и станину, дополнительно снабжен гитарой, основание которой соединено со шпинделем. При этом входное звено гитары, соосное с осью вращения шпинделя, жестко закреплено на станине, а выходное звено гитары соединено с катушкой;
- приспособление для снятия витков спирали с непрерывного керна, содержащее упор, дополнительно снабжено мотовилом, выполненным, по меньшей мере, в виде двух кинематических вращательных пар, расположенных перед упором. При этом во второй паре деталь, смонтированная на ведомом элементе первой пары с возможностью вращения, полностью или частично обхватывается непрерывным керном. Оси вращения обеих пар перпендикулярны относительно друг друга, причем ось вращения ведомого элемента первой пары совпадает с осью симметрии керна. Рабочий участок упора, расположенный под углом к непрерывному керну, выполнен с возможностью препятствования перемещению крайнего витка на свободном конце спирали, навитой на керн, и вращению снятого с керна, по меньшей мере, одного витка спирали вокруг оси симметрии рабочего участка керна. Деталь второй кинематической пары может быть выполнена в виде тела вращения, закрепленного на ведомом элементе первой пары с возможностью образования фрикционной связи с непрерывным керном. Деталь второй кинематической пары может быть выполнена, например, в виде цевочного колеса или зубчатого колеса. Упор может быть выполнен в виде детали с поперечным сечением незначительных размеров, например диаметром не более 400 мкм, по сравнению с ее длиной. Упор может быть выполнен в виде пластины, например, толщиной не более 400 мкм. Угол между рабочими частями упора и непрерывного керна может быть выполнен 90°.
Навивка материала с помощью непрерывного керна, выполненного в виде натянутой проволоки (нити, лески и тому подобного), обеспечила возможность приложения силовых воздействий к виткам навиваемой спирали, достаточных для их снятия с керна. Повышение надежности снятия витков спирали с непрерывного керна обеспечено тем, что при приложении силовых воздействий к виткам спирали:
- положение рабочей части непрерывного керна относительно частей устройства остается неизменным;
- пропуск керна через мотовило ограничил возможность проскальзывания витков навитой спирали относительно керна. Прекращение движения керна с навитой на него спиралью, при подходе крайнего витка на свободном конце спирали к упору, обеспечило возможность реализации ручного снятия с керна, по меньшей мере, одного витка на свободном конце навиваемой спирали. Ввод упора в соприкосновение с расположенным на керне крайним витком спирали таким образом, чтобы он препятствовал перемещению этого витка спирали совместно с керном, обеспечил первое условие реализации снятия витков спирали с керна. Размещение упора так, чтобы он же препятствовал вращению снятого с керна витка спирали вокруг оси симметрии рабочего участка керна, обеспечило второе условие реализации снятия витков спирали с керна. Возобновление вращательно-поступательного движения обеспечило продолжение навивки материала на керн, подачу навитых витков спирали к упору и осуществление с его помощью бесперебойного снятия витков навитой спирали с керна. Предложенная новая совокупность признаков способа обеспечила получение качественно нового результата, а именно реализацию бесперебойного снятия спирали с непрерывного керна во время навивки на него материала. Снятие витков спирали осуществляется их свинчиванием с непрерывного керна.
Снабжение устройства мотовилом обеспечило возможность реализации подачи навитых витков спирали к упору с ограничением их проскальзывания относительно непрерывного керна. Снабжение устройства упором обеспечило возможность приложения силовых воздействий к крайнему витку винтовой спирали (виток Б), расположенному на непрерывном керне, и к витку этой же спирали, освобожденному от этого керна (виток А). В результате силовых воздействий виток Б ограничен в перемещении совместно с непрерывным керном, а виток А ограничен во вращении вокруг оси симметрии рабочего участка этого керна. Предложенная новая совокупность признаков устройства обеспечила получение качественно нового результата, а именно возможность реализации бесперебойного снятия спирали с непрерывного керна во время навивки на него материала. В случае снабжения устройства отклоняющим роликом, расположенным на рабочем участке непрерывного керна между механизмом смотки керна и механизмом торможения винтовой спирали, может быть обеспечен подвод материала к непрерывному керну в заданном месте. В случае снабжения устройства узлом приема винтовой спирали, снимаемой с непрерывного керна, может быть обеспечена подача навитой спирали в заданное место, например в приемный контейнер или к приспособлению резки спиралей. В случае снабжения устройства трансмиссией, выполненной с возможностью передачи вращения от двигателя к ведомому элементу механизма смотки керна, к ведомому элементу мотовила, к ведомому элементу механизма перемещения керна, может быть обеспечено уменьшение количества используемых двигателей до одного.
Снабжение механизма перемещения керна гитарой обеспечило возможность получения разных соотношений скоростей между поступательным и вращательным движениями непрерывного керна, величина которого зависит от величины шага изготовляемой спирали. Соединение основания гитары со шпинделем обеспечило его вращение при вращении ведомого звена. Соединение входного звена гитары с основанием обеспечило возможность вращения ее зубчатых колес. Соединение выходного звена гитары с катушкой обеспечило вращение катушки со скоростью, необходимой для получения у навиваемой спирали заданного шага. Предложенная новая совокупность признаков механизма обеспечила получение нового результата, а именно достижение улучшения его основной технической характеристики путем выполнения шага между соседними витками винтовой спирали с заданной точностью.
Снабжение приспособления мотовилом, выполненным, по меньшей мере, в виде двух кинематических вращательных пар, расположенных перед упором, обеспечило возможность осуществления подвода к упору витков винтовой спирали с ограничением их проскальзывания относительно непрерывного керна. Выполнение во второй паре детали, смонтированной на ведомом элементе первой пары с возможностью вращения, полностью или частично обхватываемой непрерывным керном, обеспечило возможность взаимодействия между этими деталями и витками навитой спирали. Для этого оси вращения обеих пар перпендикулярны относительно друг друга, а ось вращения ведомого элемента первой пары совпадает с осью симметрии керна. В случае выполнения детали второй кинематической пары в виде тела вращения, закрепленного на ведомом элементе первой пары с возможностью образования фрикционной связи с непрерывным керном, обеспечена возможность подачи различных спиралей, отличающихся между собой величинами шага между витками. В случае выполнения детали второй кинематической пары в виде, например, цевочного колеса или зубчатого колеса, обеспечена возможность подачи спиралей с одной и той же величиной шага между витками (соответствующей расстоянию между зубьями или цевками). Выполнение рабочего участка упора, расположенного под углом к непрерывному керну с возможностью препятствования перемещению крайнего витка на свободном конце спирали, навитой на керн, и вращению снятого с керна, по меньшей мере, одного витка спирали вокруг оси симметрии рабочего участка керна, обеспечило снятие с керна подводимых к упору витков навиваемой спирали. Выполнение упора в виде детали с поперечным сечением незначительных размеров, например диаметром не более 400 мкм (вариант 1), по сравнению с ее длиной или в виде неподвижной пластины толщиной не более 400 мкм (вариант 2) обеспечило возможность снятия с непрерывного керна витков спирали с малым внутренним диаметром. Расположение рабочих частей упора и керна под углом 90° относительно друг друга обеспечило наилучшие условия снятия витков спирали с непрерывного керна. Предложенная новая совокупность признаков приспособления обеспечила получение нового результата, а именно реализацию бесперебойного снятия спирали с керна во время навивки на него материала.
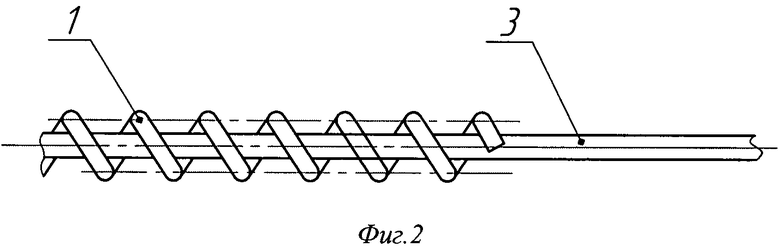
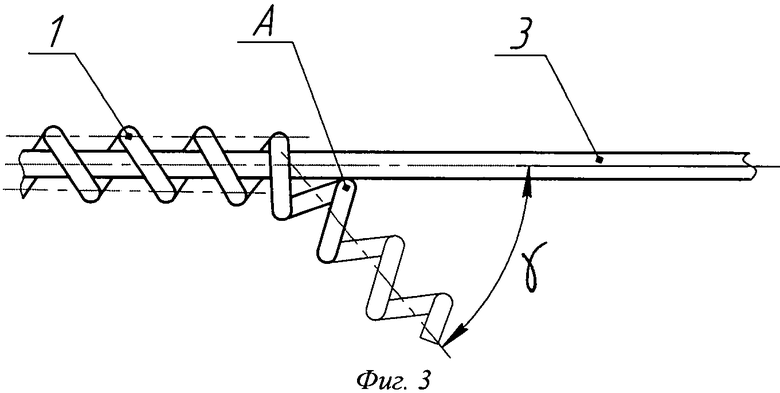
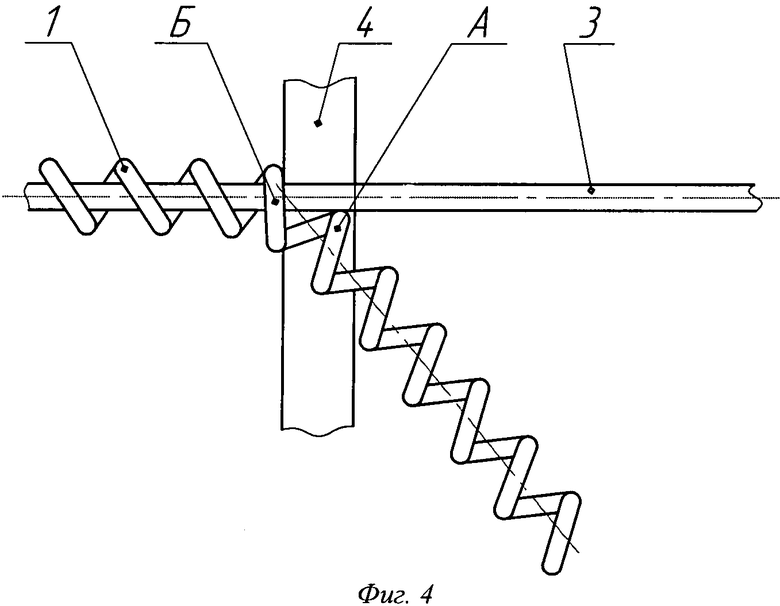
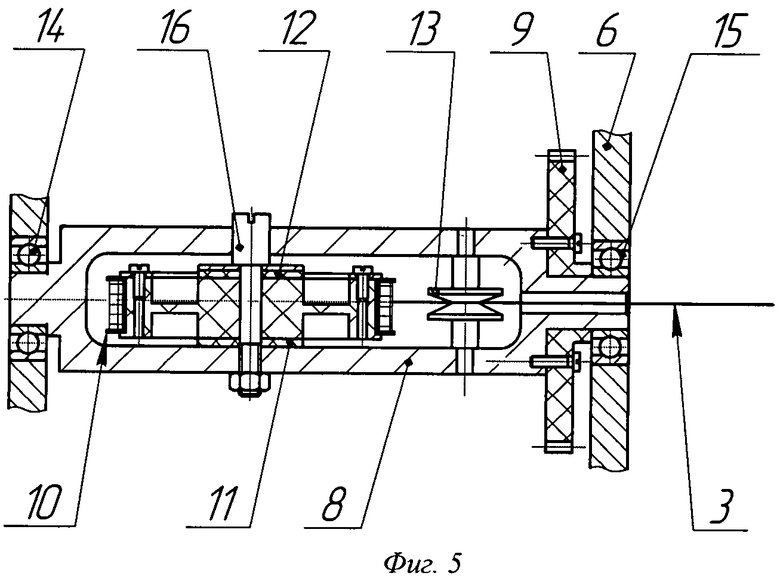
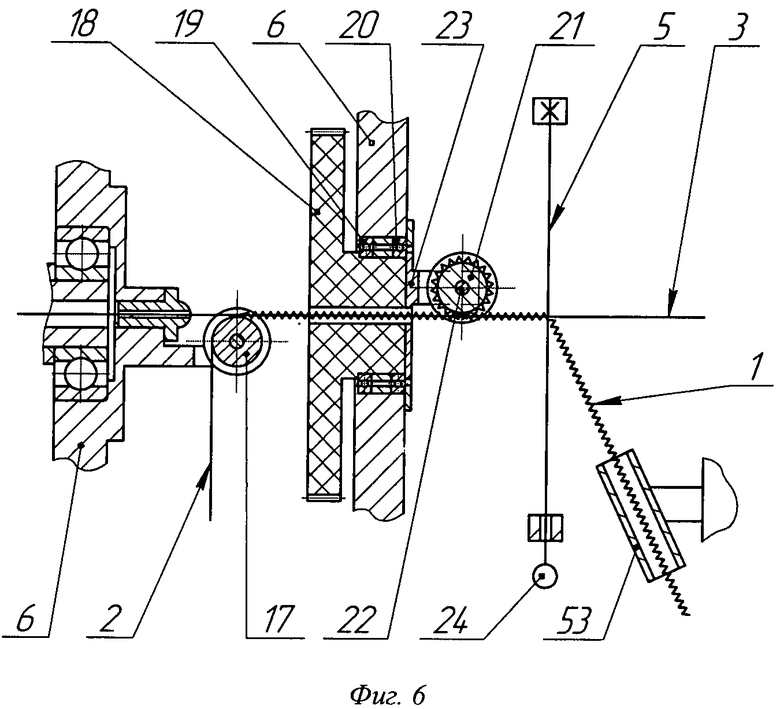
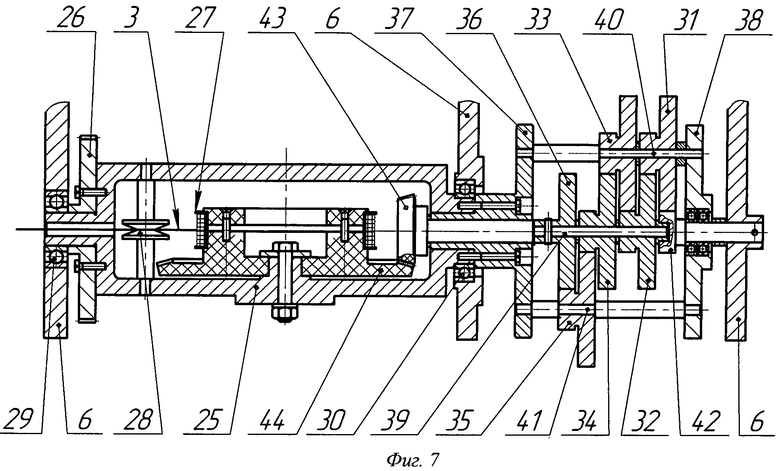
На фиг.1 показано устройство для навивки винтовой спирали на непрерывный керн (кинематическая схема); на фиг.2 - то же, винтовая спираль, навитая на керн; на фиг.3 - то же, винтовая спираль со снятым вручную с керна, по меньшей мере, одним витком (тонкой линией показано, что снятых витков может быть больше); на фиг.4 - то же, упор, расположенный в рабочем положении относительно керна с навитой на него винтовой спиралью и со снятыми с керна витками при его перемещении; на фиг.5 - то же, механизм смотки керна; на фиг.6 - то же, фрикционное мотовило и упор, расположенные по ходу технологического процесса; на фиг.7 - то же, механизм перемещения керна.
Способ изготовления винтовых спиралей осуществляется с помощью устройства (см. фиг.1). При изготовлении спирали 1 (см. фиг.2) в качестве заготовки используется материал 2 с поперечным сечением незначительных размеров по сравнению с ее длиной, например металлическая проволока, нить, полученная из органических или неорганических веществ (длинномерный материал).
Способ включает закрепление материала 2 на керне 3, сообщение керну 3 вращательно-поступательного движения, подачу материала 2 и его навивку на керн 3, снятие спирали 1 с керна 3 с помощью упора 4 (или упора 5).
Навивка на консольную оправку (керн) диаметром меньше 0,4 мм является трудновыполнимой задачей из-за сложности изготовления такой оправки и ее частой поломки при навивке на нее материала. Навивка винтовых спиралей, например, из металлической проволоки диаметром меньше 0,2 мм известными способами осуществляется в большинстве случаев на непрерывный керн с диаметром не более 0,4 мм.
Вначале пропускают непрерывный керн 3 через, например, фрикционное мотовило (см. фиг.1 и 7). При закреплении материала 2 на керне 3 он также может быть пропущен через мотовило. После начала навивки материала 2 на керн 3, прохода свободного конца навиваемой спирали 1 через мотовило и его подхода к упору 4 (или 5) прекращают движение керна 3. На свободном конце спирали 1 снимают с керна 3, по меньшей мере, один ее виток А (см. фиг.3). Виток А спирали 1 снимают с керна вручную путем использования упругих свойств навиваемого материала 2 или, если этот материал не обладает упругими свойствами, деформированием витка. Устанавливают упор 4 (см. фиг.1 и 7) или упор 5 (см. фиг.4) таким образом, чтобы он, соприкасаясь с витком Б спирали 1, расположенным на керне 3, в дальнейшем при возобновлении вращательно-поступательного движения керна 3 имел возможность препятствовать поступательному движению крайнего витка Б навиваемой спирали 1 совместно с керном 3, а также препятствовать вращению вокруг оси симметрии рабочего участка керна 3, по меньшей мере, одного витка А спирали 1, освобожденного от керна 3. После этого возобновлением вращательно-поступательного движения керна 3 осуществляют безостановочную навивку материала 2 на керн 3 и бесперебойный сход с него витков спирали 1 при последовательном соприкосновении их с упором 4 (или с упором 5).
Процесс снятия витков спирали 1 с непрерывного керна 3 протекает следующим образом.
После возобновления вращательно-поступательного движения непрерывного керна 3 все витки навиваемой спирали 1, расположенные на керне 3, кроме одного витка Б, совершают вращательно-поступательное движение совместно с керном 3. Упор 4 (или упор 5), ограничивший поступательное движение витка Б, соприкасающегося с ним, не препятствует вращению этого витка. При этом вращение передается, по меньшей мере, на один виток А спирали 1, снятый с керна 3. Ось вращения витка А спирали 1 расположена под углом γ к общей оси вращения спирали 1 и керна 3 на его рабочем участке. Одновременно с этим упор 4 (или упор 5) ограничивает вращение витка А вокруг оси вращения рабочего участка керна 3. В результате происходит снятие витка Б с керна 3 путем его "свинчивания", а за ним всех последующих витков спирали 1, входящих в соприкосновение с упором 4 (или упором 5).
Устройство (см. фиг.1) содержит смонтированные на станине 6 по ходу технологического процесса механизм (см. фиг.5) смотки непрерывного керна 3, катушку 7 с навиваемым материалом 2 и механизм (см. фиг.6) перемещения керна 3. Также имеются, например, фрикционное мотовило (см. фиг.7) и упор 4 (или упор 5). Они размещены на рабочем участке керна 3 по ходу технологического процесса.
Механизм (см. фиг.5) смотки непрерывного керна 3 состоит из шпинделя 8, ведомого элемента 9, выполненного в виде зубчатого колеса, катушки 10, упруго-тормозных элементов 11 и 12, направляющего ролика 13. Шпиндель 8, соединенный с ведомым элементом 9, установлен на станине 6 с помощью подшипниковых опор 14 и 15. Катушка 10 установлена на оси 16, закрепленной в шпинделе 8.
Катушка 7 может быть установлена на станине 6 с помощью подшипниковых опор (не показано) или выполнена в виде отдельного узла, предназначенного для работы совместно с устройством. Подачу материала 2 с катушки 7 на непрерывный керн 3 можно, например, осуществлять через отклоняющий ролик 17, расположенный на рабочем участке керна 3 между механизмом смотки керна 3 и мотовилом (см. фиг.7).
Фрикционное мотовило (см. фиг.7) является рабочим органом для подвода витков спирали 1 к упору 4 (или к упору 5) и ограничения их смещения относительно непрерывного керна 3 во время снятия крайнего витка Б спирали 1 с керна 3 и его отвода от него.
Фрикционное мотовило (см. фиг.7) выполнено, по меньшей мере, в виде двух кинематических вращательных пар. В первой паре ведомый элемент 18, выполненный в виде зубчатого колеса, смонтирован с возможностью вращения вокруг оси симметрии непрерывного керна 3 на его рабочем участке. Ведомый элемент 18 установлен в станине 6 на подшипниковых опорах 19 и 20. Во второй паре деталь 21 типа тела вращения, смонтированная на ведомом элементе 18 первой пары с возможностью вращения вокруг оси, перпендикулярной оси симметрии рабочего участка керна 3, установлена с возможностью образования фрикционной связи с керном 3, обхватывающим ее, по меньшей мере, частично.
Деталь 21 может быть выполнена, например, в виде барабана, установленного на оси 22, закрепленной в кронштейне 23. Кронштейн 23 смонтирован на ведомом элементе 18. Ось вращения такого барабана перпендикулярна оси вращения ведомого элемента 18, а его наружная цилиндрическая поверхность может совпадать или не совпадать с общей осью вращения ведомого элемента 18 и непрерывного керна 3 на его рабочем участке.
Фрикционная связь между деталью 21 (барабаном) и непрерывным керном 3 может иметь различные исполнения. Керн 3 может один раз полностью огибать деталь 21 (см. фиг.6). В другом исполнении керн 3 может огибать частично наружную поверхность детали 21. В этом случае для обхватывания детали 21 керном 3 могут быть дополнительно применены два ролика, обеспечивающие прижатие керна 3 к части наружной поверхности детали 21 (не показано, так как является широко известным в технике решением).
Выполнение мотовила с фрикционной связью не является обязательным условием. В случае если мотовило предназначено для подачи к упору витков спирали одного типоразмера (шага между витками), деталь второй кинематической пары может быть выполнена, например, в виде зубчатого колеса или цевочного колеса (не показано).
Упор 4 может быть выполнен в виде пластины (см. фиг.4) толщиной не более 400 мкм. В этом случае рабочая грань пластины расположена под углом к непрерывному керну 3 с возможностью препятствования поступательному движению крайнего витка Б навиваемой спирали 1 совместно с керном 3 и препятствования вращению вокруг оси симметрии рабочего участка керна 3, по меньшей мере, одного витка А спирали 1, освобожденного от керна 3. Оптимальный угол между рабочей гранью упора 4 и рабочей частью керна 3 равен 90°.
Упор 5 может быть выполнен в виде детали с поперечным сечением незначительных размеров, например диаметром не более 400 мкм, по сравнению с ее длиной, например, из провода (или нити). В этом случае провод упора расположен под углом к непрерывному керну 3 с возможностью препятствования поступательному движению крайнего витка Б навиваемой спирали 1 совместно с керном 3 и препятствования вращению вокруг оси симметрии рабочего участка этого керна, по меньшей мере, одного витка спирали А, освобожденного от керна 3. При этом провод (нить) должен одним концом быть закреплен на станине 6. Другой его конец может быть соединен с грузом 24 (см. фиг.6) или пружиной (не показано) для натяжения провода упора 4. Оптимальный угол между проводом упора 5 и рабочей частью керна 3 равен 90°.
При выполнении упора в виде проволочной консоли (не показано) проволока упора должна иметь достаточную жесткость для обеспечения условий, необходимых для обеспечения снятия витков спирали 1 с непрерывного керна 3.
Механизм (см. фиг.6) перемещения керна 3 содержит шпиндель 25, ведомый элемент 26, выполненный в виде зубчатого колеса, катушку 27, направляющий ролик 28 и станину 6. Шпиндель 25 и ведомый элемент 26, жестко соединенные между собой, имеют общую ось вращения. Шпиндель 25 установлен на станине 6 с помощью подшипниковых опор 29 и 30.
Механизм перемещения керна 3 снабжен гитарой для установки сменных блоков зубчатых колес 31, 32, 33, 34, 35 и зубчатого колеса 36. Основание гитары выполнено в виде плит 37, 38, соединенных несколькими шпильками (не показаны). Блоки зубчатых колес 31, 32, 33, 34, 35, выполненные с одинаковыми размерами, состоят из зубчатого колеса и шестерни, соединенных между собой. Блоки зубчатых колес 32, 34 и зубчатое колесо 36 установлены на оси 39 с возможностью свободного вращения. Блоки зубчатых колес 31 и 33 установлены на оси 40 с возможностью свободного вращения. Блок зубчатых колес 35 установлен на оси 41 с возможностью свободного вращения. При этом входное звено 42, выполненное в виде шестерни (см. фиг.6), расположено соосно с осью вращения шпинделя 25 и закреплено на станине 6. Выходное звено 43, выполненное в виде конической шестерни, через коническое зубчатое колесо 44 соединено с катушкой 27. Зубчатое колесо 36 и выходное звено 43 жестко соединены с осью 39.
Плита 37 (деталь основания гитары), соединенная со шпинделем 25, образовала кинематическую вращательную пару со станиной 6.
Передаточное число гитары определяет шаг навиваемой спирали 1. Подбор нужного передаточного числа гитары осуществляется заменой ее сменных блоков зубчатых колес.
Трансмиссия состоит из первичного вала 45, промежуточного вала 46 и зубчатых колес 47, 48, 49, 50. Первичный вал 45 соединен с электродвигателем 51 через муфту 52, с промежуточным валом 46 через зубчатые колеса 47 и 48. Зубчатые колеса 48, 49, 50 параллельно соединены соответственно с ведомыми элементами (зубчатыми колесами) 9, 17, 26.
Непрерывный керн 3, намотанный на катушку 10, пропущен через направляющий ролик 13, центральное отверстие шпинделя 8, центральное отверстие ведомого элемента 17, центральное отверстие шпинделя 25 и через направляющий ролик 28. Свободный конец керна 3 закреплен на катушке 27. В качестве керна 3 может использоваться, например, металлическая проволока. Прямолинейный участок керна 3, расположенный между деталью 21 (барабан) и ведомым элементом 26, является рабочим участком. При этом ось вращения керна 3 совпадает с осями вращения шпинделя 8, ведомых элементов 9, 17, 26 и шпинделя 25. Исключением является часть прямолинейного участка керна 3, навитая на деталь 21 фрикционного мотовила (см. фиг.7). Проволока керна 3 как минимум частично огибает деталь 21 (барабан).
Узел приема 53 спирали 1, выполненный в виде трубки, закрепленной на станине 6, может быть, например, предназначен для подвода спирали 1 к отрезному устройству или для направления спирали 1 с плотно навитыми витками к сборному контейнеру (не показан).
Устройство работает следующим образом.
Свободный конец материала 2 закрепляется на непрерывном керне 3. Затем начинает работать электродвигатель 51, который с помощью трансмиссии передает вращение на шпиндель 8, ведомый элемент 18, шпиндель 25, основание гитары (плиты 37 и 38) с закрепленными на них деталями. Входное звено (шестерня) 43 гитары остается неподвижным. В результате, блоки зубчатых колес (в гитаре), вращаясь вокруг своих осей, заставляют вращаться выходное звено (коническая шестерня) 43, которое, в свою очередь, заставляет вращаться коническое зубчатое колесо 44, а вместе с ним и катушку 27. При этом проволока керна 3 вращается и поступательно перемещается, сматываясь с катушки 10 и одновременно наматываясь на катушку 27.
Одновременно с этим материал 2, у которого конец закреплен на непрерывном керне 3, сматывается с катушки 7 и навивается на керн 3. При этом спираль 1, изготовленная из материала 2, совершает вращательно-поступательное движение совместно с керном 3. После прохода спирали 1 совместно с проволокой керна 3 через деталь 21 и подходе ее к упору 4 (или к упору 5) электродвигатель 51 выключают. Керн 3 и спираль 1 прекращают движение. На свободном конце спирали 1 снимают с керна 3, по меньшей мере, один ее виток А. Вводят упор 4 (или упор 5) в соприкосновение с крайним витком Б спирали 1, расположенным на керне 3. Снова включают электродвигатель 51. Материал 2 навивается на керн 3 и витки спирали 1 вместе с керном 3 совершают вращательно-поступательное перемещение по направлению к упору 4 (или к упору 5). Упор 4 (или упор 5) ограничивает возможное перемещение витков спирали 1 совместно с керном 3, не позволяя витку Б двигаться дальше вместе с керном 3. Одновременно с этим упор 4 (или упор 5) препятствует вращению витка А вокруг оси симметрии рабочей части керна 3 и не препятствует его вращению вокруг собственной оси симметрии, расположенной под углом γ к оси симметрии рабочей части керна 3.
При воздействии упора 4 (или упора 5) на виток Б спирали 1 фрикционное мотовило не позволяет виткам спирали 1 смещаться в противоположную сторону от упора 4 (или упора 5), так как непрерывный керн 3 и спираль 1, навитые на деталь 21, образовали между собой и этой деталью фрикционную связь. В результате виток Б, соприкасающийся с упором 4 (или с упором 5), вращаясь вокруг оси симметрии керна 3, передает вращение на виток А этой же спирали, освобожденный от керна 3, ось симметрии которого расположена под углом γ к оси симметрии рабочей части керна 3. При вращении витка А вокруг оси своей симметрии происходит сход витка Б с керна 3 путем его "свинчивания", за ним последующего и так далее. Таким образом, при повторном возобновлении вращательно-поступательного движения керна 3 осуществляются бесперебойная навивка материала 2 на керн 3 и снятие с него витков винтовой спирали 1 при соприкосновении их с упором 4 (или с упором 5). Свободный конец винтовой спирали 1, снимаемой с непрерывного керна 3, вставляют в узел приема 53.
Использование данной группы изобретений позволило получить способ, реализуемый с помощью устройства, в которое входит механизм и приспособление (варианты), обеспечивающие достижение новой поставленной задачи, а именно:
- совмещение спирализации материала на непрерывный керн с бесперебойным сходом с него готовой винтовой спирали (достижение качественно новой основной технической характеристики способа, устройства и приспособления);
- повышение надежности снятия винтовой спирали с непрерывного керна (достижение улучшения основной технической характеристики приспособления);
- повышение точности изготовления шага винтовой спирали (достижение улучшения основной технической характеристики механизма).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки спирали | 1980 |
|
SU925492A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Станок для навивки спирали | 1985 |
|
SU1273205A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЕЙ | 1990 |
|
RU2030021C1 |
| Устройство для навивки спиралей | 1975 |
|
SU543449A1 |
| Автомат навивки капиллярных труб | 1988 |
|
SU1590178A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении винтовых спиралей. Способ включает закрепление материала на керне, сообщение ему вращательно-поступательного движения, навивку винтовой спирали на керн и снятие витков спирали с керна с помощью упора. Вначале вручную пропускают непрерывный керн через мотовило, при подходе крайнего витка на свободном конце спирали к упору прекращают движение керна с навитой на него спиралью, вручную снимают с керна, по меньшей мере, один крайний виток, затем вводят упор в соприкосновение с расположенным на керне крайним витком спирали так, чтобы он препятствовал перемещению этого витка спирали совместно с керном. Упор размещают для препятствия вращению снятого с керна витка спирали вокруг оси симметрии рабочего участка керна. Затем осуществляют беспрерывное снятие витков спирали с керна возобновлением его вращательно-поступательного движения. Устройство содержит смонтированные на станине по ходу техпроцесса механизм смотки керна, катушку с навиваемым материалом, механизм перемещения непрерывного керна, мотовило и упор. Мотовило выполнено с возможностью ограничения проскальзывания витков спирали относительно керна, а упор - с возможностью ограничения перемещения крайнего витка на свободном конце спирали совместно с керном и вращения снятого с него витка спирали вокруг оси симметрии его рабочего участка. Повышается точность и надежность изготовления винтовой спирали. 4 н. и 8 з.п. ф-лы, 7 ил.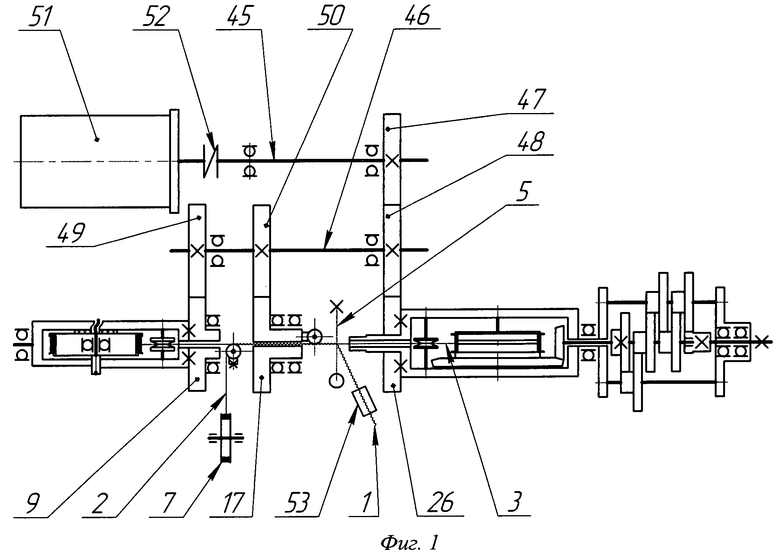
1. Способ изготовления винтовых спиралей, включающий закрепление материала на непрерывном керне, сообщение вращательно-поступательного движения непрерывному керну, навивку винтовой спирали на непрерывный керн, снятие витков спирали с непрерывного керна с помощью упора, отличающийся тем, что вначале вручную пропускают непрерывный керн через мотовило, при подходе крайнего витка на свободном конце спирали к упору прекращают движение непрерывного керна с навитой на него спиралью, вручную снимают с керна, по меньшей мере, один крайний виток, затем вводят упор в соприкосновение с расположенным на непрерывном керне крайним витком спирали таким образом, чтобы он препятствовал перемещению этого витка спирали совместно с керном, при этом размещают упор так, чтобы он препятствовал вращению снятого с непрерывного керна витка спирали вокруг оси симметрии рабочего участка керна, после чего осуществляют беспрерывное снятие витков спирали с непрерывного керна возобновлением его вращательно-поступательного движения.
2. Устройство для навивки винтовой спирали на непрерывный керн, содержащее смонтированные на станине по ходу технологического процесса механизм смотки непрерывного керна, катушку с навиваемым материалом и механизм перемещения непрерывного керна, отличающееся тем, что оно снабжено мотовилом и упором, которые смонтированы на станине по ходу технологического процесса, при этом мотовило выполнено с возможностью ограничения проскальзывания витков спирали относительно непрерывного керна, а упор - с возможностью ограничения перемещения крайнего витка на свободном конце спирали совместно с непрерывным керном и вращения снятого с него витка спирали вокруг оси симметрии его рабочего участка.
3. Устройство по п.2, отличающееся тем, что катушка с навиваемым материалом снабжена отклоняющим роликом, расположенным на рабочем участке непрерывного керна между механизмом смотки непрерывного керна и мотовилом.
4. Устройство по п.2, отличающееся тем, что оно снабжено узлом приема винтовой спирали, расположенным между упором и механизмом перемещения непрерывного керна.
5. Устройство по п.2, отличающееся тем, что оно снабжено трансмиссией, выполненной с возможностью передачи вращения от двигателя к ведомому элементу механизма смотки непрерывного керна, к ведомому элементу мотовило и к ведомому элементу механизма перемещения непрерывного керна.
6. Механизм перемещения непрерывного керна, содержащий шпиндель, ведомый элемент, катушку и станину, отличающийся тем, что он дополнительно снабжен гитарой, основание которой соединено со шпинделем с образованием кинематической вращательной пары со станиной, при этом входное звено редуктора, соосное с осью вращения шпинделя, жестко закреплено на станине, а выходное звено гитары соединено с катушкой.
7. Приспособление для снятия витков спирали с непрерывного керна, содержащее упор, отличающееся тем, что оно снабжено мотовилом, выполненным, по меньшей мере, в виде двух кинематических вращательных пар, расположенных перед упором, при этом во второй паре деталь, смонтированная на ведомом элементе первой пары с возможностью вращения, полностью или частично обхватывается непрерывным керном, оси вращения обеих пар перпендикулярны относительно друг друга, причем ось вращения ведомого элемента первой пары совпадает с осью симметрии непрерывного керна, рабочий участок упора, расположенный под углом к непрерывному керну, выполнен с возможностью препятствования перемещению крайнего витка на свободном конце спирали, навитой на непрерывный керн, и вращению снятого с керна, по меньшей мере, одного витка спирали вокруг оси симметрии рабочего участка непрерывного керна.
8. Приспособление по п.7, отличающееся тем, что деталь второй кинематической пары выполнена в виде тела вращения и закреплена на ведомом элементе первой пары с возможностью образования фрикционной связи с непрерывным керном.
9. Приспособление по п.7, отличающееся тем, что деталь второй кинематической пары выполнена, например, в виде цевочного колеса или зубчатого колеса.
10. Приспособление по п.7, отличающееся тем, что упор выполнен в виде детали с поперечным сечением диаметром не более 400 мкм.
11. Приспособление по п.7, отличающееся тем, что упор выполнен в виде пластины, например, толщиной не более 400 мкм.
12. Приспособление по п.7, отличающееся тем, что угол между рабочими частями упора и непрерывного керна выполнен 90°.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН с МАЛЫМ ВНУТРЕННИМ ДИАЛ1ЕТРОМ | 0 |
|
SU218801A1 |
| Устройство для навивки спирали | 1980 |
|
SU925492A1 |
| GB 803542 A, 29.10.1958 | |||
| Устройство для навивки проволочных спиралей | 1975 |
|
SU639634A1 |
| Устройство для изготовления спиральных тел накала с тире для электрических ламп | 1990 |
|
SU1725292A1 |
| БЕСКОНТАКТНАЯ СИНХРОННАЯ МАШИНА | 0 |
|
SU233069A1 |
| Задающее устройство системы тиристорного управления электроприводом постоянного тока | 1974 |
|
SU541255A1 |

