Изобретение относится к изготовлению широких сеток на многоэлектродных сварочных машинах.
Известен способ изготовления плоских арматурных каркасов (прототип), сущность которого состоит в одновременной сварке плоских арматурных каркасов в параллельных плоскостях способом осевого динамического сдавливания и сварки точек пересечения стержней каркасов з-образными (у аналогов цилиндрические и сварка в одной плоскости) в плане электродами, при обязательном смещении каркасов относительно друг друга в двух взаимно перпендикулярных направлениях плоскости, что необходимо для прохождения электродов между стержнями к точкам пересечения соседних каркасов.
Технический результат, достигаемый при реализации изобретения, заключается в изготовлении широких плоских сеток в любом числе параллельных плоскостей, без смещения сеток в них, и в улучшении качества сварки точек пересечения проводок плоских сеток, а также в улучшении режима работы пневмоприводов верхних электродов.
Сущность изобретения состоит в том, что продольные проволоки рядов параллельных плоскостей пропускаются друг под другом, а поперечники привариваются к их каждому ряду не осевым динамическим сжатием, а плавно сжатием и сваркой по радиусу за счет поворотных гребенок, между щеками которых проходят продольные проволоки параллельных плоскостей, на отрогах которых по единой оси центров шарнирно закреплены подпружиненные верхние электроды, которые при повороте гребенок по часовой или против часовой стрелки со статическим возрастанием сжимают точки пересечения проволок плоских сеток и в совокупности с нижними электродами обеспечивают их сварку в любом числе параллельных плоскостей с последующим статически убывающим сжатием за счет плавного отвода верхних электродов от точек пересечения, что в итоге улучшает качество их сварки и режим работы пневмоприводов верхних электродов из-за отсутствия их обратного холостого хода, т.е. отсутствия излишних переключений на подачу и сброс воздуха в них.
Способ появляется фиг.1, 2 и 3.
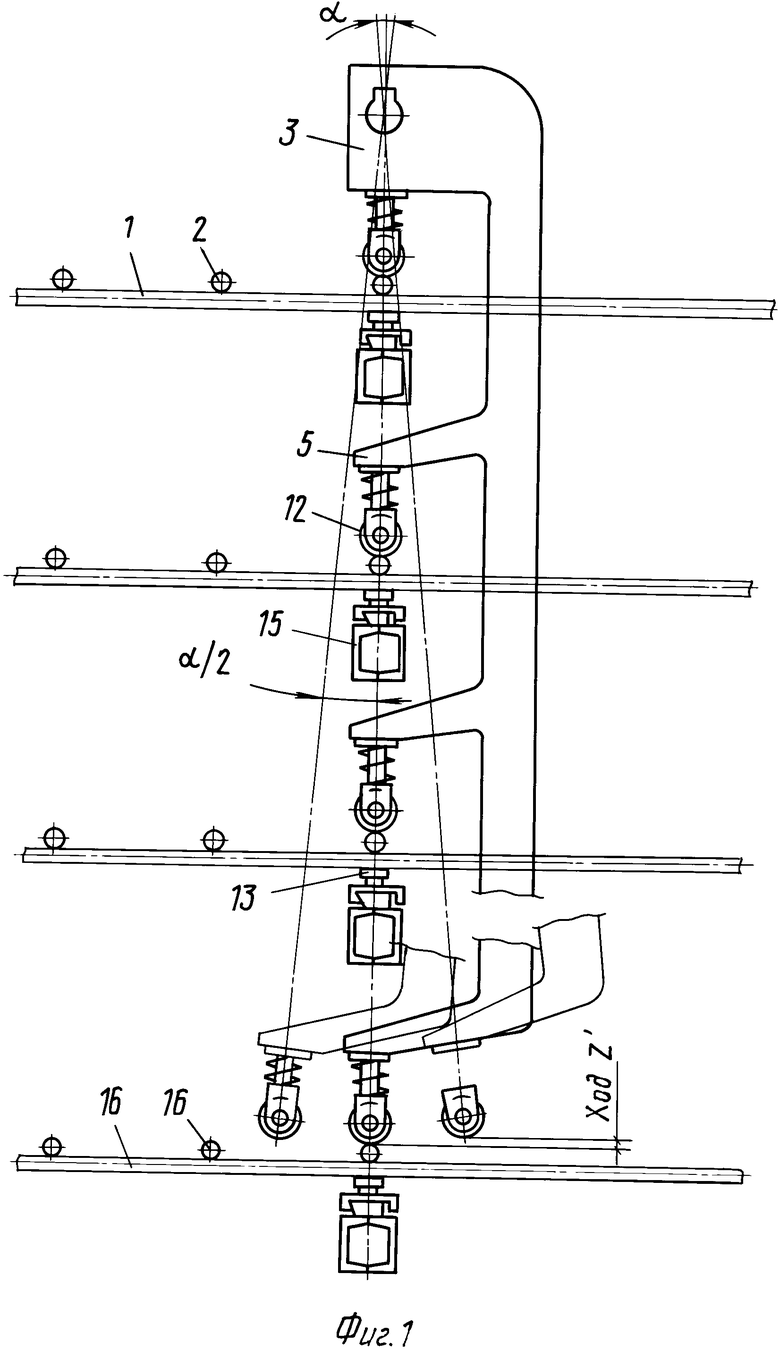
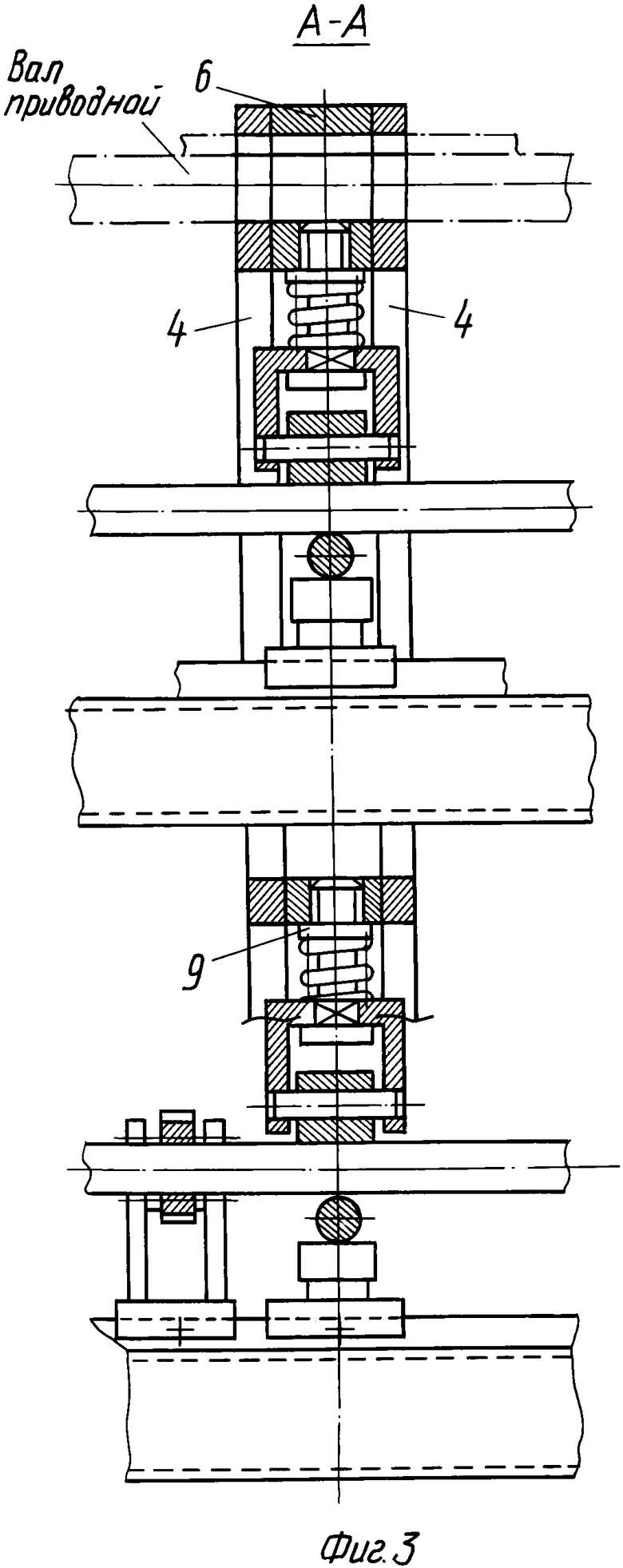
На фиг. 1 показан процесс изготовления, общий вид; на фиг.2 - фрагмент процесса в момент сварки; на фиг.3 - разрез А-А на фиг.2.
На фиг. 1, 2 и 3 показаны продольная 1 и поперечная 2 проволоки, поворотная гребенка 3, состоящая из двух щек 4 с отрогами 5, соединенных между собой жестко верхней бобышкой 6, имеющей со щеками 4 сквозное отверстие с шпоночным пазом для прохождения приводного вала, осуществляющего маятниковые повороты на уголα поворотных гребенок 3 за счет приводов, а также бобышками 7 между отрогов 5, число отрогов 5 соответствует числу параллельных плоскостей, в которых изготавливаются плоские сетки 16, внизу бобышек 6 и 7 имеются резьбовые отверстия под пальцы 8, на которых надеты шайбы 9 для регулировки сечений свариваемых проволок, пружина 10 для выбора разницы сечений проволок по ряду и для плавной обкатки поперечной проволоки 2 и вилка 11, имеющая от проворота для пальца 8 лысковое или прямоугольное отверстие, чему соответствует и часть длины пальца 8, внутри которого шарнирно закреплен верхний электрод 12; причем нижние электроды 13 перемещаются и крепятся на ласточкиных направляющих 14 параллельно расположенным поперечным ригелям 15 станины сварочной машины. При этом расстояние между ними по высоте обуславливается необходимым проходом отрогов 5 с верхними электродами 12 при маятниковых поворотах гребенок 3. Далее продольные проволоки 1 каждой параллельной плоскости проходят между щеками 4 гребенок 3 при поворотах последних.
Способ применяют в следующей последовательности.
Согласно шагов между продольными проволоками 1 изготовляемой сетки 16 выставляются и закрепляются на ласточкиных направляющих 14 нижние электроды 13 каждой параллельной плоскости, образуя между собой по вертикали единые оси, по которым выставляются и закрепляются поворотные гребенки 3, поворачиваемые на машине пневмоприводами из крайних конечных положений соответственно по часовой или против часовой стрелки на некоторый угол α, величина которого определяется тем, чтобы щеки 4 гребенок 3 лишь доходили до параллельных поперечных ригелей 15, т.е. уголα определяется геометрической конфигурацией гребенок 3, ее взаимосвязью по соприкасанию с поперечными ригелями 3 и с элементами подсоединения верхних электродов 12, проходящих вместе с отрогами 5 гребенок 3 внутри поперечных ригелей 15 при поворотах гребенок 3 для осуществления технологического процесса сварки точек пересечения проволок 1 и 2 сеток 16.
После части этого подготовительного периода в каждой параллельной плоскости между щек 4 поворотных гребенок 3 пропускаются и выставляются над нижними электродами 13 продольные проволоки 1, т.е. в предложенном способе они по вертикали располагаются друг под другом без смещения, что в совокупности с предложенным способом сварки точек пересечения и обеспечивает изготовление широких плоских сеток в любом числе параллельных плоскостей.
Аналогично по оси каждого ряда нижних электродов 13 с помощью известных приемно-направляющих фильер над продольными проволоками 1 перпендикулярно к ним пропускаются и выставляются с необходимым технологическим припуском, определяемым типом и размерами изготовляемых сеток 16, поперечные проволоки 2, что вместе с ранее проделанной операцией образуют над нижними электродами 13, каждой параллельной плоскости точки пересечения проволок 1 и 2 широких плоских сеток 16.
После проведенного заключительного подготовительного периода предложенный способ может быть настроен на автоматический режим работы, состоящий в подаче проволок 1 и 2 с их отрезкой и в маятниковых поворотных гребенок 3 пневмоприводами.
При повороте по часовой стрелке (или против) поворотной гребенки 3 шарнирно закрепленные в строгах 5 подпружиненные верхние электроды 12 начинают плавную обкатку поперечной проволоки 2, статически постепенно увеличивая ее прижатие к продольным проволокам 1 и к нижним электродам 13, в совокупности с которыми производят сварку полученных ранее точек пересечения проволок 1 и 2, после чего также плавно статически постепенно убавляя сжатие этих точек пересечения, верхние электроды 12 отводятся от них, заменяя динамическое сжатие, сварку и отвод статическим режимом отмеченных технологических операций, что улучшает качество сварки точек пересечения проволок 1 и 2.
Продольные стержни 1 после этого подаются на шаг сетки 16, производится очередная подача поперечников 2 и гребенка 3 ходом против часовой стрелки возвращается в исходное положение, производя вышеописанный цикл сварки точек пересечения проволок 1 и 2 сеток 16. Таким образом в предложенном способе отсутствует холостой возвратный ход верхних электродов 12, что улучшит режим работы их пневмоприводов, в которых не будет лишних переключений на подачу и стpавливание воздуха.
Цикл работы по предложенному способу повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009817C1 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1801071A3 |
| Автоматическая линия для сварки плоских сеток | 1991 |
|
SU1799309A3 |
| Машина для контактной многоточечной сварки | 1991 |
|
SU1797541A3 |
| Автоматическая линия для сварки плоских сеток | 1990 |
|
SU1756066A1 |
| ПНЕВМОНОЖНИЦЫ ДЛЯ ОТРЕЗКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ И ПЛОСКИХ ПАРАЛЛЕЛЬНЫХ СЕТОК | 1991 |
|
RU2010684C1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| ПРЕСС ШЕРЕМЕЕВА ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1991 |
|
RU2008211C1 |
| КИРПИЧ ДЛЯ БЕЗРАСТВОРНОЙ КЛАДКИ КБКШ | 1991 |
|
RU2012748C1 |

Использование: в сварочном производстве. Сущность изобретения: способ состоит из операций подачи продольных и поперечных рядов проволок между электродами сварочной машины, сжатия и сварки точек пересечения проволок электродами сварочной машины. Продольные и поперечные ряды проволок подают в нескольких параллельных плоскостях. Сжатие точек пересечения проволок осуществляют сначала плавнонарастающим, а затем плавноубывающим усилием сжатия. 3 ил.
СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК В НЕСКОЛЬКИХ ПАРАЛЛЕЛЬНЫХ ПЛОСКОСТЯХ, состоящий из операций подачи продольных и поперечных рядов проволок между электродами сварочной машины, сжатия и сварки точек пересечения проволок электродами сварочной машины, отличающийся тем, что продольные и поперечные ряды проволок подают в нескольких параллельных плоскостях, а сжатие точек пересечения проволок осуществляют сначала плавно нарастающим, а затем - плавно убывающим усилием сжатия.
| БЕТА-ТЕРАПЕВТИЧЕСКИЙ АППАРАТ | 1966 |
|
SU213206A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
