1
Изобретепие относится к сварке, в частности к установкам для контактной сварки, и может быть использовано для сварки сеток феимуш,ественно мелкоячеистых.
Известен автомат для коптактиой точечной сварки, содержанл,ий установленные на стаииие сварочное устройство, механизм подачи поперечной проволоки ц механизм шаговой подачи сетки.
Однако механизм подачи поперечной проволоки, выполнеппый в виде поворотной штанги, совершаюш,ей перемеш,ение из одного крайиего положения в другое при верхнем положении электродов, увеличивает время сварки и тем самым снижает производительность, а механизм шаговой подачи в виде шарнирно установленной рамы ухудшает качество сварки.
Целью изобретения является улучшение качества свариваемой сетки, повышение производительности.
Это достигается тем, что механизм подачи поперечных стержней под сварочные электроды выполнен в виде цепного транспортера, состояшего из пары параллельных бесконечных цепей, звенья которых снабжены выемками, расположенными на расстоянии, равном шагу сеток. Механизм шаговой подачи сетки выполнен в виде пары бесконечных параллельных приводных цепей и установленной над ними прижимной пары бесконечных параллельных цепей, снабженных траверсами, размещенными между приводной и прижимной парами цепей, перпендикулярно к их ветвям с возможностью перемеш,ения вместе с цепями по направляющим. Механизм подачи поперечных стержней под электроды и механизм шаговой подачи сеткп шарнирно соединены с общим приводом.
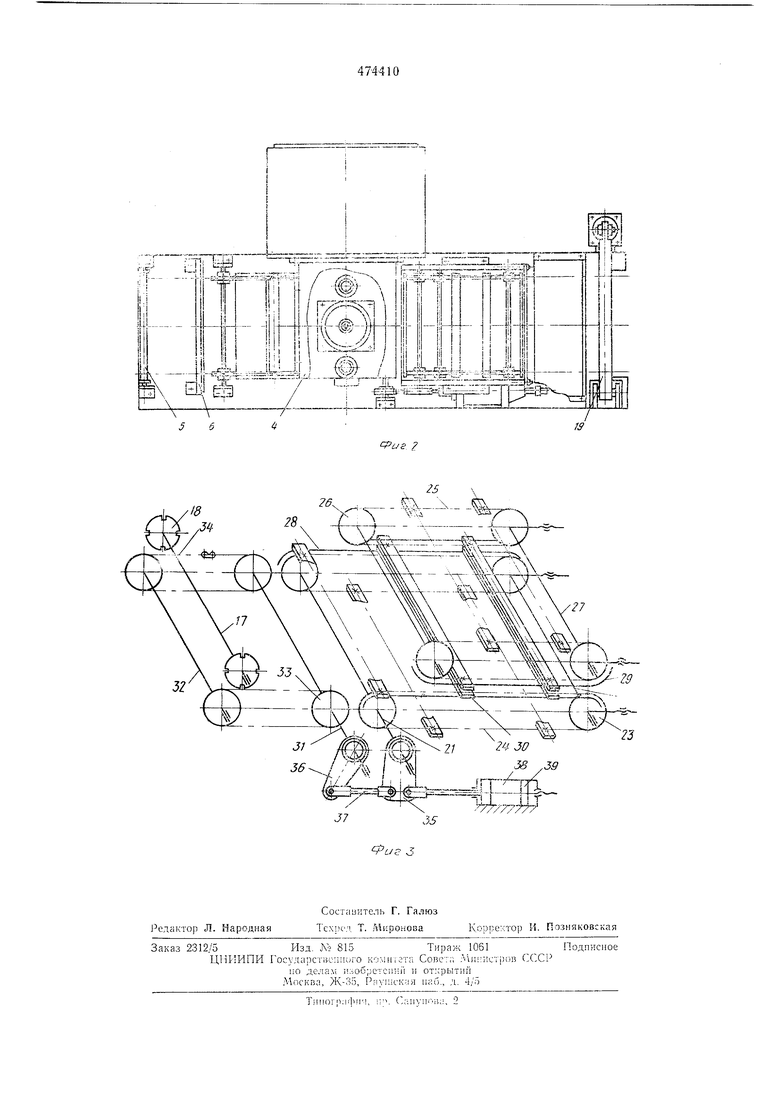
На фиг. 1 изображена предлагаемая установка для контактной сварки сеток, общий вид; иа фиг. 2 - то же, вид сверху; на фиг. 3 - механизм шаговой подачи сетки.
Установка для контактной сварки сеток содержит расположенные на станине 1 сварочное устройство, механизм 2 подачи поперечной проволоки и механизм 3 шаговой подачи сетки.
На станине, выполненной с хоботом 4, установлен приемный ролик 5, предназначенный для направления продольных проволок, сматывающихся с бухт (на чертеже не показаны), и расположенный перед гребенкой 6, шаг которой равен шагу продольных проволок сетки и расположенной перед механизмом 3 шаговой подачи сетки. механнзмом 3 подачи поперечной проволоки и сварочным устройством установлен кронщтейн 7, на ко0 тором закреплены направляющие 8, предназначенные для ориентации поперечной проволоки при ее подаче под сварку.
Сварочное устройство содержит верхние электроды 9 с пневмоприводом 10 сварочного давления, устаповлепном в хоботе 4 станины 1, и нижние электроды 11, установленные на траверсе 12, смонтированной с возможностью перемещения по вертикали в опорах 13, соединенные шинами 14 с трансформаторами 15.
Механизм 2 нодачи поперечной пр01юлоки закреплен на хоботе 4 станины 1 и содержит бункер 16, во внутренней полости которого установлены щеки (на чертеже не показаны), образующие сетки капала для прохода проволоки, а в пижией части в подшипниках (на чертеже не показаны)-вал 17, на концах которого находятся барабаны 18, на наружной новерхности каждого из которых вынолнены выемки, расположенные одна от друго на расстоянии, равиом шагу сетки.
Л еханизм 3 шаговой нодачи сетки содержит устаиовленный между нижними электродами 11 и механизмом 19 рубки, вынолпснным в виде ножниц, корпус 20, где расположены параллельно нриводиой вал 21 и вал 22, на каждом из которых у концов насажены звездочки 23, обхваченные цепями 24, плоскости которых параллельны между собой и перпендикулярны к валам 21 и 22.
Над цепями 24 и параллельио им расположеиы прижимные цени 25, обхватывающие звездочки 26, насаженные на концы устаповлеппых в корпусе 20 параллельпых валов 27, один из которых соединен с валом 21 зубчатой передачей (на чертеже не показана).
На корпусе 20 между цепями 24 и прижимпыми цепями 25 и параллельно каждой из них установлены неподвижные нижние направляющие 28, над каждой из которых установлена с возможностью перемещения но вертикали и параллельпо eii верхняя н;1нравляющая 29. На верхних и нижних ветвях ценей 24 и прижимных цепей 25 закреп;1еиы соответственно верхние и нижние траверсы 30, расположеииые нараллельно одна над друго11 и параллельно валам 21, 22 и 27.
Рабочая поверхность каждой траверсы 30 выполнена из эластичного материала, например резины. Верхние и нижиие траверсы 30 предназначены для зажима сетки при ее перемещепии между верхними 29 и нижни.ми направляющими 28. Параллельно приводному валу 21 под механизмом 2 подачи поиеречноГ проволоки на станине 1 установлены в нодшипниках (на чертеже не показаны) ириводпой вал 31 и вал 32, параллельные между собой. На каждом из этих валов у концов насажепы звездочки 33, обхваченные цеиями 34, плоскости которых параллельны между собой и перпендикулярны к валам 31 и 32.
На звеньях цепей 34 выполнены выемки, расположенные одна от другой на расстоянии, равном шагу сетки. Цепи 34 предназначены для подачи ноперечио проволоки к сварочному ycTpoiiCTBy.
На концах нриводаых валов 21 и 31 установлены соответст сн ;о o6iOHHBie муфты 35 и
36, щарнирно соединенные тягой 37. Обгонная муфта 35 расположена снарул-си корпуса 20 и щарнирно соединена со штоком норшня пневмоцилиндра 38, внутри которого установлен подвижный упор 39, предназначенный
;1ля переналадки .механизма 3 шаговой подачи сетки.
Работа предлагаемой автоматической установки для контактно сварки сеток осуществляется следу ощи: 1 образом.
Предварительно с.матыва ОН,иеся с бухт (на чертеже е показань) продольные проволоки через прием ый ролик 5 и гребенку 6, разделяющую проволоки а заданный щаг, заправляют между верх1 ими и нижними траверсами 30, а затем иеремещают направля ощие 29 и закре ЛЯ от их в нижнем оложении. При этол верхние аправляющие 29 зажи.мают траверсы 30 сов. с заправле ыми ними родоль 1Ь ми проволоками. После этого устанавливают упор 39 в п евмо 1илиндре 38 на щаг сетки.
Нри срабатывании н евмоцили дра 38 обго 1 1ые муфты 35 и 36 поворачивают соответственно приводные валы 21 и 31, которые посредством звездоче. 23 и 33 перемеща от па шаг сетки цепи 24, 25 и цени 34. Нри 1еремеще ии ,епей 25 совмест ю с ими 28 И иаправля ощил 29
перемещаются соответстве И о нижние и верх ие траверсы 30 с зажатыми .между ними г родоль ыл И 1роволока.мн. Нри этом зубчатая нередача (ia чертеже не ) передает вра, валу 27 в 1а равлен -И, ротивополож юм }5раще11И о ва.ча 21.
Нредварителы о зажа Ь1е траверсами 30 продоль)е прово.юки, смат з аю циеся с бухт (а чертеже показа 1 з), 1осту 1ают ia приемный ролик 5, который направляет их на
ребе ку 6, разделя ощую 1родольнь е роволоки ia заданны шаг сетки, и на механизм 2 подачи поперечной проволоки. Нри этом загруже 1ая в 16 мерная проволока, пройдя через образуемый щеками
(на чертеже ie показа Ь) канал, поступает а враща 0 Ц 1еся бараба Ь 18. Нослед ие своими в 5 емками захвать ва от проволоки и а пени 1)4 меха 1изма 3 нодач сеткн, которые своими вые. захватыва от их, разделя от а задан ЫЙ щаг сетки и через нанравляю ;ие 8, ориентиру ощие 1роволоки с зада1 ным шагом отиоситель о подаваемых с заданным шагом продольных проволок, подают поперечные
проволоки на электроды 11, на которые одновреме 0 продольные проволоки.
Нри срабатывании 1 1евмопривода 10 сварочного давления верхние электроды 9 энускаются. Нри этом сварочные
трансформаторы 15, и сварочный ток по шинам 14 подается к нижним электродам 11. После чего осущестЕзляется приварка ноперечных проволок к продольным проволокам.
Затем сваренная сетка перемеш,ается траверсами 30 и подается в механизм 19 рубки, ножницы которого осуществляют рубку сетки на заданную длину. При обратном ходе пневмоцилиндра 38 механизма 3 шаговой подачи сетки обгонные муфты 35 и 36 проскальзывают на валах 21 и 31.
П ip е д м е т изобретения
Установка для контактной сварки сеток, содержащая установленные на станине сварочное устройство, : ;: газин для нонеречных стержней, механизм нодачи поперечных стержней под сварочные электроды и механизм шаговой подачи сеток, отличающаяся тем.
что, с целью HOBbimciiiiH производительности, механизм подачп по 1сречпых стерл ней под сварочные электроды выполпен в виде пепного транспортера, состоящего из нары нараллельных приводных бесконечных цепей, звенья которых снабжены выемками, расположенными на расстоянии, равном шагу сетки, а механизм шаговой нодачи сетки выполнен в виде пары бесконечных параллельных
приводных цепей и установленной над ними прижимной пары бесконечных параллельных цепей, снабжепных траверсами, размещенными между приводной и прижимной нарами цепей перпендикулярно к их ветвям с возможностью перемещения вместе с цепямп по нанравляющим, причем механизм подачи поперечных стержней под электроды и NiexaHH3M шаговой подачи сетки шарнирно соединены общим приводом.


| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ СЕТОК | 1967 |
|
SU193641A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Устройство для подачи продольных стержней | 1975 |
|
SU553028A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Машина для контактной сварки сеток | 1982 |
|
SU1109286A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| Автоматическая линия для сварки сеток | 1974 |
|
SU555953A1 |
| Автоматическая линия для сварки плоских сеток | 1990 |
|
SU1756066A1 |
| УСТРОЙСТВО для ПОДАЧИ ПОПЕРЕЧНЫХ СТЕРЖНЕЙ ПРИ КОНТАКТНОЙ СВАРКЕ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU293666A1 |