Изобретение касается сварки плоских сеток на различных многоточечных сварочных машинах.
В качестве аналогов использованы сварочные многоточечные машины, состоящие из пульта управления, пневмоприводов с траверсами, сварочный машины, пневмо- ножниц, сбрасывателя плоских сеток, контейнера их приемки и прочего вспомогательного оборудования.
Известна поточная линия с машиной АТМС 14 х 75 - 7 для изготовления арматурных сеток, содержащая механизм подачи продольных проволок с пневмоприводами, сварочную машину с электродами и пневмоприводами, сварочные трансформаторы,
пульт управления, устройство для отрезки поперечной проволоки с правильно-приемным устройством, сбрасыватель сеток с кон- тэйнером и другое вспомогательное оборудование.
Недостаток линии состоит в проскальзывании проволоки при подаче ее через шариковые цанги или валки.
Цель изобретения состоит в повышении качества сеток путем более точной и равномерной подачи продольных проволок.
Сущность изобретения состоит в том, что устройство для подачи продольных про- волок выполнено в виде связанных между собой посредством шарнирных серег верхней траверсы, связанной с приводом, и нижся о о
CN
о.
ней траверсы с закрепленной на ней направляющей фильерой, траверсы выполнены с пазами и снабжены подпружиненными зубчатыми губками, установленными в пазах траверс.
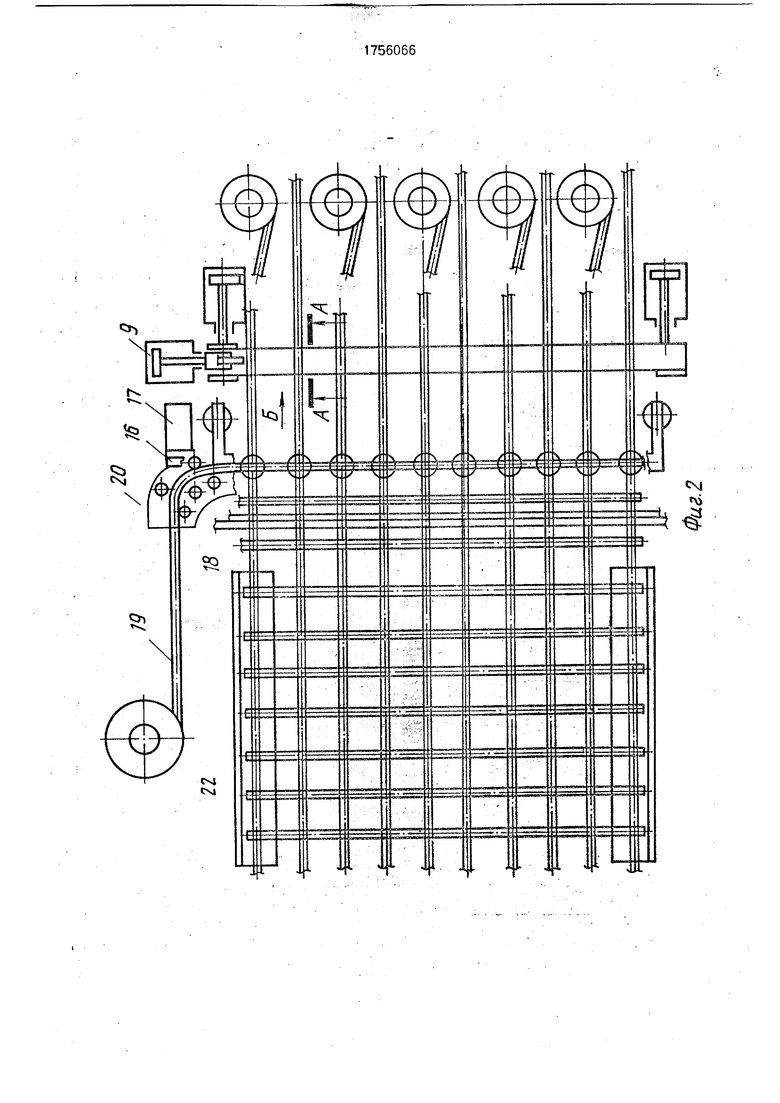
На фиг. 1 представлена предлагаемая линия; на фиг, 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид по стрелке Б на фиг, 2.
Автоматическая линия для сварки плоских сеток состоит из бухт с проволокой, приводов 1 с траверсой 2 для подачи продольной проволоки 3, в свою очередь состоящей из двух зажимных траверс: нижней 4 с зубцами на поверхности и прикрепленными на ласточкином хвосте быстро перемещаемых направляющих фильер 5, а также верхней б, в пазу которой установлены подпружиненные зубчатые губки 7, каждая из которых зажимает не более двух проволок, образующих при помощи шарнирно-за- крепленных на траверсах 4 и б серег 8 па- раллелограммное зажимное устройство, работающее от привода 9, а также состоит из сварочной многоточечной машины 10, состоящей из корпуса 11, нижних электродов 12, верхних подпружиненных электродов 13, закрепленных на общем поворотном хоботе 14, работающем от пневмоприводов 15, сварочных трансформаторов 16, пульта управления 17, отрезного устройства 18 поперечной проволоки 19, правильно-подающего устройства 20. параллелограммного устройства 21 для сбрасывания сеток 22 в контейнер 23, а для отрезки сеток служат пневмоножницы 24.
Автоматическая линия для сварки плоских сеток после настройки узлов и распределения проволоки по ним работает следующим образом, Командой с пульта управления 17 включается пневмопривод 9 и верхняя прижимная траверса б за счет серег 8 зубчатыми губками 7 прижимает к зубцам нижней траверсы 4 продольные проволоки 3 и вся траверса 2 пневмоприводом 1 подается на шаг, затем включается правильно- подающее устройство 20 и по счетчику оборотов подается поперечная проволока 19 необходимой длины,, после чего включается
пневмопривод 15 и электроды 12 и 13 осуществляют приварку поперечной проволоки 19 к продольным проволокам 3, в это время пневмопривод 9 отводит верхнюю траверсу б вверх и пневмопривод 1 возвращает об0 щую траверсу 2 на место, а также в это время производится отрезка поперечной проволоки 19 отрезным устройством 18, после чего электроды 13 пневмоприводом 15 отводятся вверх. После определенного числа этих циклов, зависящих от длины сетки
5 22, перемещаемой при своем образовании по приемным уголкам сбрасывателя 21, подается команда пневмоножницами 24 отрезки сетки 22 и она после отрезки сбрасывателем 21 сбрасывается в контейнер 23.
0 Цикл работы повторяется и в случае окончания проволоки в бухтах, последние заменяются новыми.
Формула изобретения Автоматическая линия для сварки пло5 ских сеток, содержащая механизм подачи продольных проволок с пневмоприводом, сварочную машину с электродами и пневмоприводами, сварочные трансформаторы, пульт управления, устройство для отрезки
0 поперечной проволоки с правильно-приемным устройством, сбрасыватель сеток с контейнером, отличающаяся тем, что, с целью повышения качества сеток путем более тонкой и равномерной подачи продоль5 ных проволок, устройство для подачи продольных проволок выполнено в виде связанных между собой посредством шарнирных серег верхней траверсы, связанной с приводом, и нижней траверсы с закреп0 ленной на ней направляющей фильерой для проволоки, траверсы выполнены с пазами и снабжены подпружиненными зубчатыми губками, установленными в пазах траверс.


Использование: при контактной сварке плоских сеток на различных многоточечных сварочных машинах. Сущность изобретения: содержит механизм подачи продольных проволок с пневмоприводом, сварочную машину с электродами и пневмоприводами, сварочными трансформаторами, пультом управления. Кроме того, линия снабжена устройством отрезки поперечной проволоки с правильно-приемным устройством и сбрасывателем сеток с контейнером. Устройство для подачи продольных проволок выполнено в виде связанных между собой посредством шарнирных серег верхней траверсы и нижней траверсы. Верхняя траверса связана с приводом, на нижней траверсе закреплены направляющие фильтры. Траверсы выполнены с пазами и снабжены подпружиненными зубчатыми губками в пазах траверс. 4 ил.
23
Планка репось стержня яоз J
Фиг.З
Вид 5
| Константопуло К | |||
| С | |||
| Механическое оборудование заводов железобетонных изделий | |||
| - М.: Стройиздат, 1982, с | |||
| Полу генеративная топка для сжигания влажного торфа | 1921 |
|
SU368A1 |
| С., Феломеев А | |||
| А | |||
| Арматурные работы | |||
| - М.: Высшая школа, 1968 | |||
| с | |||
| Прибор для подогрева воздуха отработавшими газам и двигателя | 1921 |
|
SU320A1 |
| Носенко Н | |||
| Е | |||
| Механизация арматурных работ | |||
| - М.: Стройиздат, 1989, вып., с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
