Изобретение относится к металлургии, конкретнее к установкам непрерывной разливки металлов с криволинейной технологической осью.
Известно устройство для непрерывной разливки металлов, включающее станину, приводные и неприводные ролики, а также гидроцилиндры и привод роликов. В устройстве установлены два ряда роликов - верхние и нижние. В верхнем и нижнем рядах приводные ролики чередуются через один-три с неприводными. Подушки подшипников верхних и нижних роликов помещены между стойками станины. Каждый верхний ролик перемещается по нормали к технологической оси и прижимается к слитку двумя гидроцилиндрами, штоки которых шарнирно соединены с подушками подшипников. Расстояние между роликами регулируется сменными прокладками, стойки станины в верхней части связаны продольными балками, расположенными с обеих сторон. Конструкция станины обеспечивает замену рабочих роликов поузловым методом.
Недостатком известного устройства является сложность конструкции, а также неудобство монтажа и демонтажа устройства. Это объясняется тем, что при демонтаже устройства производится поузловым методом. Кроме того, каждая пара приводных роликов не имеет возможности перемещаться вместе со слитком в поперечном к нему направлении в процессе правки слитка на криволинейном участке из-за крепления гидроцилиндров на верхних продольных балках. В этих условиях при монтаже отдельных пар роликов отсутствует необходимое свободное пространство для удобства перемещения роликов.
Отсутствие возможности перемещения пар приводных роликов вместе со слитком приводит к увеличению напряжений в роликах из-за нагрузок на ролик от слитка и крутящего момента от привода, действующих одновременно. В этом случае ролики выходят из строя вследствие поломки.
Наиболее близким по технической сущности является устройство для непрерывной разливки металлов, состоящее из станины, в которой установлены пять неприводных роликов, расположенных под слитком, подвижной рамы с четырьмя неприводными роликами, расположенными над слитком, четырех гидроцилиндров перемещения рамы, приводного ролика, расположенного между парами неприводных роликов в подвижной раме, и двух гидроцилиндров перемещения приводного ролика. Приводной ролик получает вращение от электродвигателя через планетарный редуктор и шпиндель.
Станина установлена на основание в виде опорных балок и закреплена клиновидными соединениями. Подвижная рама помещена в направляющие станины и связана сферическими шарнирами с гидроцилиндрами перемещения. Последние, в свою очередь, шарнирно закреплены в станине. На раме установлены гидроцилиндры перемещения приводного ролика, соединенные штоками с подушками подшипников. Такая конструкция обеспечивает перемещение рамы вместе со всеми верхними роликами и отдельное перемещение приводного ролика. Устройство устанавливается в зоне разгиба слитка.
Недостатком известного устройства является невозможность перемещения приводного и противолежащего холостого ролика вместе со слитком в поперечном к нему направлении. В этих условиях в роликах возникают значительные напряжения, обусловленные сопротивлением слитка изгибу, а также вследствие сообщения приводному ролику крутящего момента, необходимого для перемещения слитка. Это приводит к быстрому износу роликов, снижению их стойкости и выходу из строя.
Кроме того, вследствие отсутствия свободного пространства между рядом и последовательно стоящими устройствами вдоль технологической оси установки усложняется процесс смены устройств при их подъеме и опускании из установки. Это приводит к потере времени при монтаже и смене устройств.
Технический эффект при использовании изобретения заключается в повышении стойкости приводных роликов и уменьшении времени при монтаже устройств.
Указанный технический эффект достигается тем, что устройство содержит станину и раму, на которых смонтированы ряд верхних и нижних холостых роликов и приводные ролики, а также гидроцилиндры.
Приводные ролики установлены попарно по краям рамы и станины с холостыми роликами, при этом каждый из приводных роликов смонтирован на двух рычагах, оси вращения которых шарнирно укреплены на раме и станине, а рычаги шарнирно соединены соответственно со штоком и корпусом гидроцилиндров.
Повышение стойкости приводных роликов будет происходить вследствие уменьшения действующих в них напряжений из-за возможности их перемещения вместе со слитком и устранения воздействий на приводные ролики усилий изгиба и разгиба слитка на криволинейном участке технологической оси установки.
Уменьшение времени при монтаже устройств будет происходить вследствие создания возможности поворота рычагов вместе с приводными роликами вверх или вниз относительно рам с холостыми роликами после отсоединения гидроцилиндров и шпинделей приводов. В этих условиях уменьшаются габариты устройства по длине, что сокращает трудоемкость и время на монтаже и демонтаже устройств.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с отличительными признаками известных техническитх решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровнь".
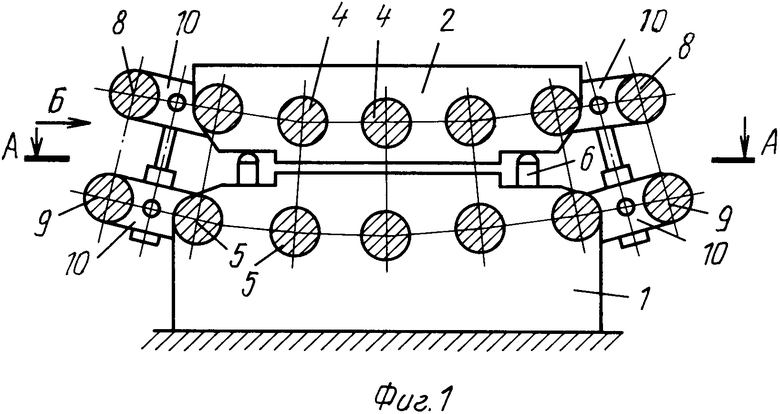
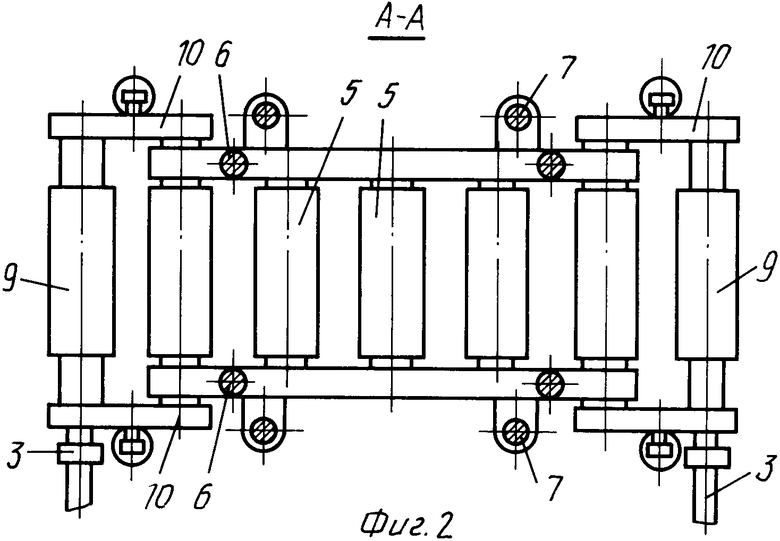
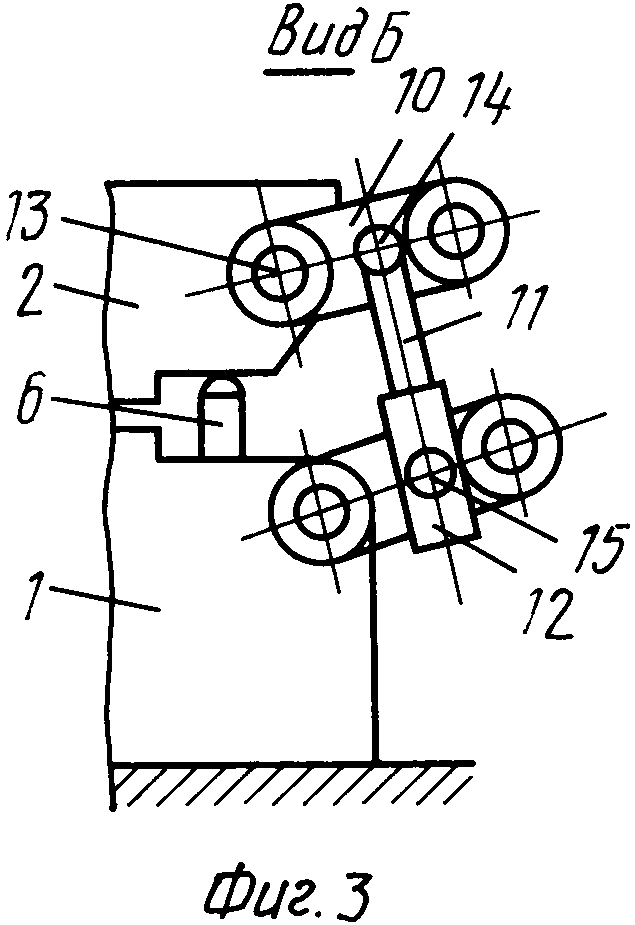
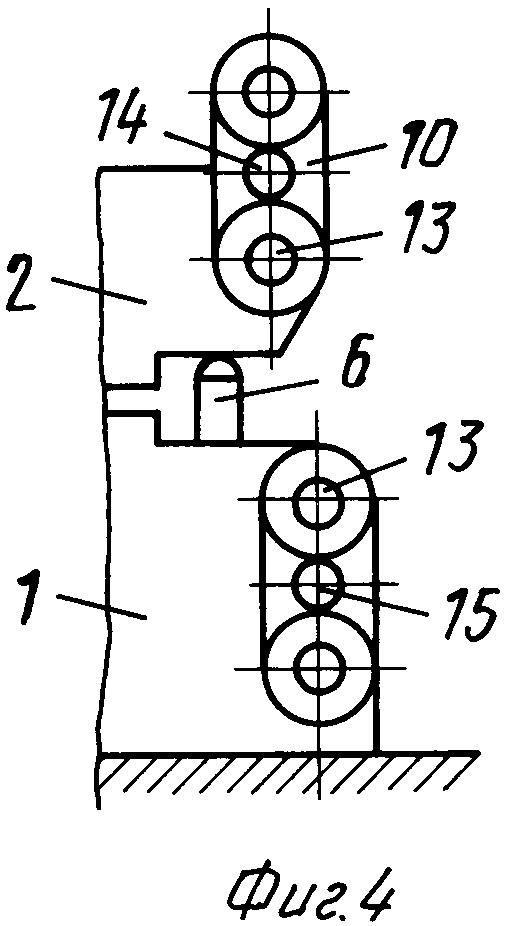
На фиг.1 показано устройство для непрерывной разливки металлов, продольный разрез; на фиг.2 - разрез А-А фиг.1; на фиг.3 - вид по стрелке Б на фиг. 1; на фиг.4 - устройство с демонтированными гидроцилиндрами на рычагах и приводными шпинделями.
Устройство для непрерывной разливки металлов состоит из станины 1, рамы 2, шпинделей 3, холостых верхних 4 и нижних 5 роликов, упоров 6, стяжных болтов 7, приводных верхних 8 и нижних 9 роликов, рычагов 10, гидроцилиндров со штоками 11 и корпусов 12, шарниров 13, 14 и 15.
Устройство для непрерывной разливки металлов работает следующим образом.
В процессе непрерывной разливки в кристаллизатор подается сталь марки 3 сп и вытягивается из него слиток (не показан) сечением 200х1200 мм со скоростью 1,0 м/мин. Технологическая установка непрерывной разливки стали выполнена с криволинейной технологической осью с базовым радиусом 10 м и постепенным разгибом слитка из радиального положения в горизонтальное. В зоне разгиба слитка установлено устройство, показанное на чертеже. Такие устройства последовательно расположены вдоль зоны разгиба слитка.
Верхние холостые ролики 4 смонтированы в подшипниках качения на раме 2. Нижние холостые ролики 5 смонтированы в подшипниках качения на станине 1. Рама 2 притянута стяжными болтами 7 к регулируемым по высоте упорам 6, установленным на основании 1.
Верхние 8 и нижние 9 приводные ролики установлены попарно по краям рамы 2 и станины 1 с холостыми роликами соответственно 4 и 5. Каждый из приводных роликов 8 и 9 смонтирован в подшипниках качения на двух соответствующих рычагах 10. Рычаги 10 при помощи шарниров 13 смонтированы с возможностью вращения соответственно на станине 1 и раме 2. В общем случае оси шарниров 13 могут совпадать с осями вращения крайних холостых роликов 4 и 5. рычаги 10 попарно соединены при помощи шарниров 14 и 15 соответственно со штоком 11 и корпусом 12 гидроцилиндров. Приводные ролики 8 и 9 приводятся во вращение при помощи шпинделей 3, соединенных с электроприводами.
В процессе непрерывной разливки ролики 8 и 9 имеют возможность перемещаться вместе со слитком в процессе его разгиба. При этом на приводные ролики 8 и 9 не действуют усилия от деформации разгиба слитка, что уменьшает нагрузку на них и повышает их стойкость.
При демонтаже устройства шпиндели 3 отсоединяются от приводных роликов 8 и 9, а штоки 11 и корпуса 12 снимаются с рычагов 10 (фиг.4). В этих условиях рычаги 10 развертываются в вертикальное положение вместе с приводными роликами 8 и 9. Благодаря этому габариты устройства уменьшаются, что снижает трудоемкость и уменьшает время демонтажа устройства. При этом появляется возможность монтажа устройства без использования специальных направляющих при помощи одного подъемного крана.
Применение предлагаемого устройства позволяет повысить стойкость приводных роликов на 6% и уменьшить время на монтаж устройства на 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044595C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032493C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038915C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2021874C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037374C1 |
| ТЕЛЕЖКА ДЛЯ ПРОМЕЖУТОЧНОГО КОВША ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛА | 1992 |
|
RU2033297C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| Установка для подачи полосы на размотку | 1990 |
|
SU1799651A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1992 |
|
RU2033300C1 |
Использование: в металлургической промышленности для непрерывной разливки металлов с криволинейной технологической осью. Сущность: для повышения стойкости приводных роликов и для уменьшения времени при монтаже устройства приводные ролики установлены попарно по краям рамы и станины с холостыми роликами, при этом каждый из приводных роликов смонтирован на двух рычагах, оси вращения которых шарнирно укреплены на раме и станине, а рычаги шарнирно соединены со штоком и корпусом гидроцилиндров. 4 ил.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, включающее станину и раму, на которых смонтированы ряд верхних и ряд нижних холостых и приводных роликов, а также гидроцилиндры со штоками, отличающееся тем, что приводные ролики установлены попарно по краям рамы и станины с холостыми роликами, при этом каждый из приводных роликов смонтирован на двух рычагах, оси вращения которых шарнирно укреплены на раме и станине, а рычаги шарнирно соединены соответственно со штоком и корпусом гидроцилиндров.
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| М.: Металлургия, 1988, т.2, с.226-227, рис.1у-21. |
