Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов на установках с криволинейной технологической осью.
Известно устройство для непрерывной разливки металлов, включающее радиальный кристаллизатор, механизм возвратно-поступательного движения кристал- лизатора, радиальную роликовую секцию, прикрепленную к нижнему торцу кристаллизатора, далее расположенные стационарные радиальную роликовую секцию, криволинейную роликовую секцию для разгиба слитка из радиального положения в горизонтальное и горизонтальную роликовую секцию. В процессе разливки кристаллизатор совершает возвратно-поступатель- ное движение вместе с прикрепленной к нему радиальной роликовой секцией [1]
Недостатком известного устройства является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что точки приложения усилий от слитков в начале криволинейной роликовой секции находятся в процессе разливки на одинаковом расстоянии от мениска металла в кристаллизаторе. В этих условиях сосредоточения нагрузка от роликов в начале разгибной секции приводит к увеличению изгибных напряжений в оболочке слитка, что вызывает брак слитков по внутренним и наружным трещинам.
Кроме того, вследствие формирования слитка в радиальном положении из жидкой фазы всплывают не все неметаллические включения. Часть из них осаждаются на фронте кристаллизации по грани слитка, расположенной по малому радиусу технологической оси. Сказанное приводит к браку слитков по качеству макроструктуры.
Наиболее близким по технической сущности является устройство для непрерывной разливки металлов, включающее прямолинейный кристаллизатор, механизм возвратно-поступательного движения кристаллизатора, вертикальную прямолинейную роликовую секцию, прикрепленную к нижнему торцу кристаллизатора, далее расположенные криволинейную изгибную роликовую секцию, радиальную роликовую секцию, криволинейную разгибную роликовую секцию и горизонтальную роликовую секцию, ролики, установленные в корпусах подшипников, а также рамы, на которых смонтированы корпуса подшипников.
Слиток сначала формируется в кристаллизаторе, затем в прямолинейной роликовой секции, далее в изгибной роликовой секции подвергается деформации изгиба из прямолинейного положения в радиальное, далее формируется в радиальной роликовой секции, затем в разгибной роликовой секции подвергается деформации разгиба из радиального положения в прямолинейное горизонтальное положение и, наконец, на горизонтальном участке технологической оси разливки.
В процессе непрерывной разливки все ролики прямолинейной вертикальной секции совершают возвратно-поступательное движение вместе с кристаллизатором [2]
Недостатком известного устройства является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что точки приложения усилий от роликов на слиток в начале криволинейной разгибной роликовой секции находятся в процессе разливки на одинаковом расстоянии от мениска металла в кристаллизаторе. В этих условиях сосредоточенная нагрузка от роликов в начале разгибной секции приводит к увеличению изгибных напряжений в оболочке слитка сверх допустимых значений, что вызывает брак слитков по внутренним и наружным трещинам.
Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков.
Указанный технический эффект достигается тем, что устройство для непрерывной разливки металлов включает прямолинейный кристаллизатор, механизм возвратно-поступательного движения кристаллиза- тора, вертикальную прямолинейную роликовую секцию прикрепленную к нижнему торцу кристаллизатора, далее расположенные криволинейную изгибную роликовую секцию, радиальную роликовую секцию, криволинейную разгибную роликовую секцию и горизонтальную роликовую секцию, ролики, установленные в корпусах подшипников, а также рамы, на которых смонтированы корпуса подшипников.
Одна пара роликов в радиальной секции и часть начальных роликов криволинейной разгибной секции снабжены парными катками на осях вращения, а в рамах радиальной и криволинейной разгибной секций выполнены С-образные направляющие, в которых установлены катки с возможностью продольного перемещения в них, при этом оси катков соседних корпусов подшипников попарно соединены между собой шарнирными тягами, причем одна из тяг со стороны торцев подвижных роликов снабжена рычагом, соединенным с приводом возвратно-поступательного движения подвижных роликов вдоль секций, причем расстояние, на котором расположены подвижные ролики в криволинейной разгибной секции составляет 0,25-0,5 ее длины.
Улучшение качества непрерывнолитых слитков будет происходить вследствие рассредоточения нагрузок от роликов на слиток в начале участка его разгиба из радиального положения в криволинейное. В этих условиях изгибные напряжения в оболочке слитка становятся меньше допустимых значений, что снижает брак слитков по внутренним и наружным трещинам.
Диапазон расстояния расположения подвижных роликов в криволинейной разгибной секции в пределах 0,25-0,5 ее длины объясняется закономерностями деформации разгиба слитка из радиального положения в криволинейное. При меньших значениях не будут снижаться изгибные напряжения менее допустимых пределов. При больших значениях необходимые усилия возвратно-поступательного перемещения подвижных роликов будут превосходить допустимые значения.
Указанный диапазон устанавливается в обратно пропорциональной зависимости от величины постоянного значения радиуса кривизны радиальной роликовой секции.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого устройства с признаками известных технических решений. На основании этого делается вывод о соответствии предлагаемого технического решения критерию "изобретательский уровень".
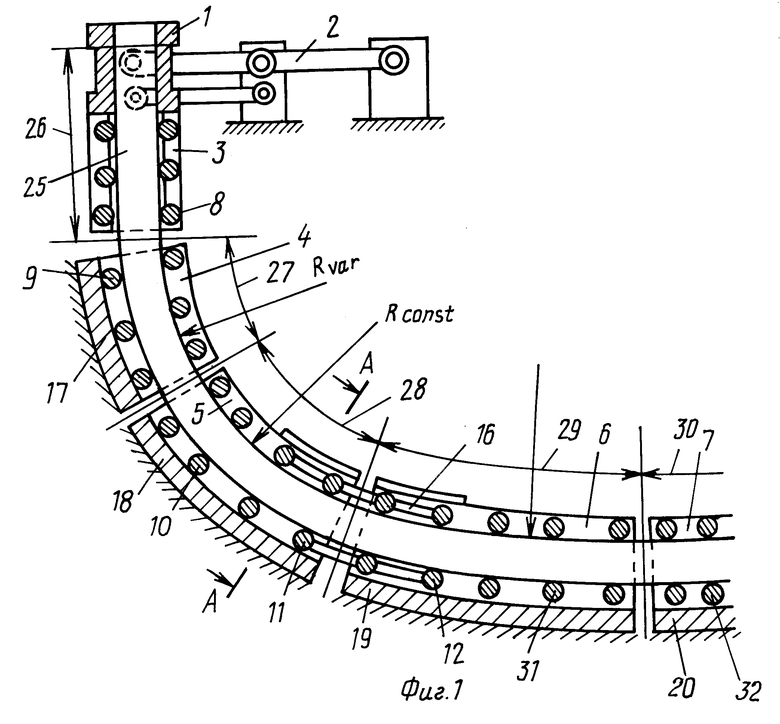
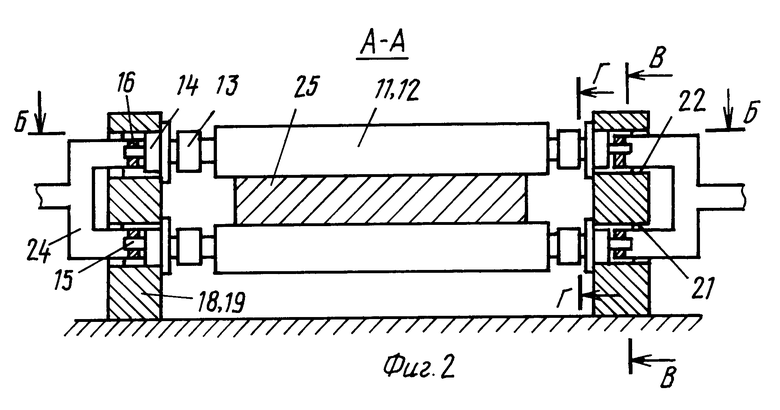
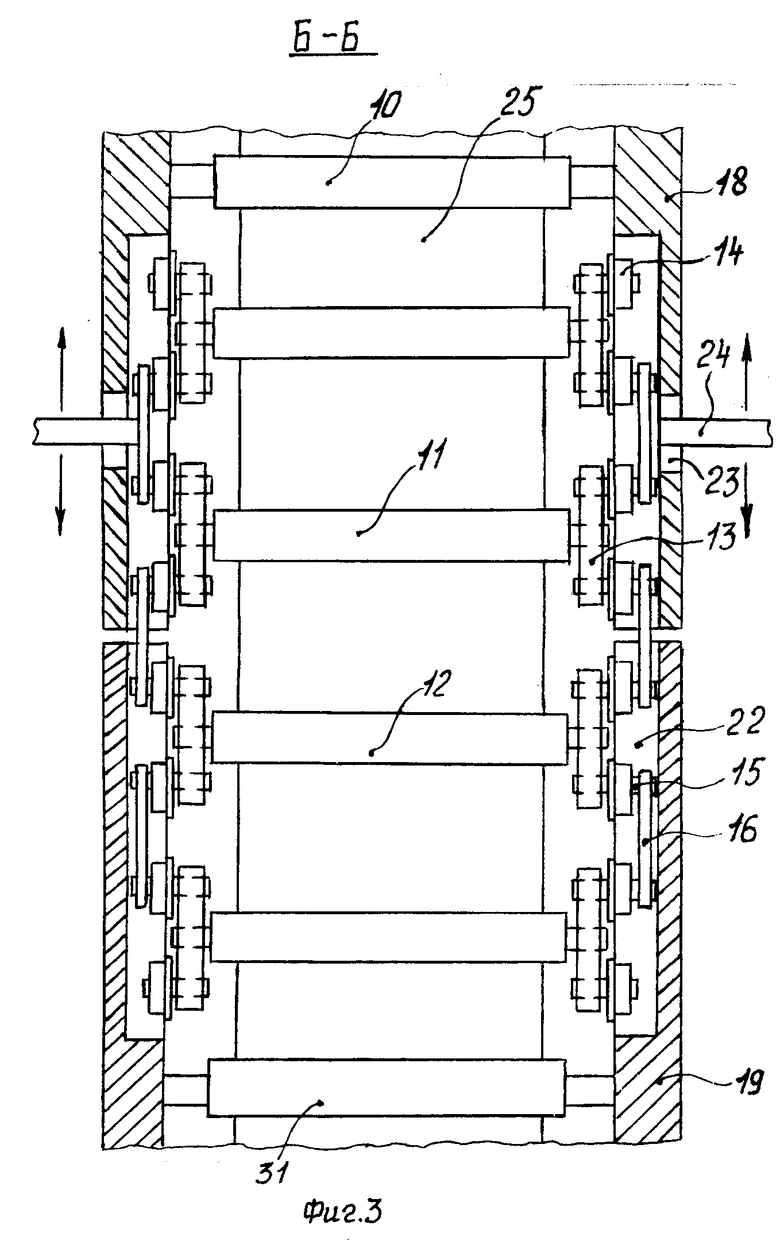
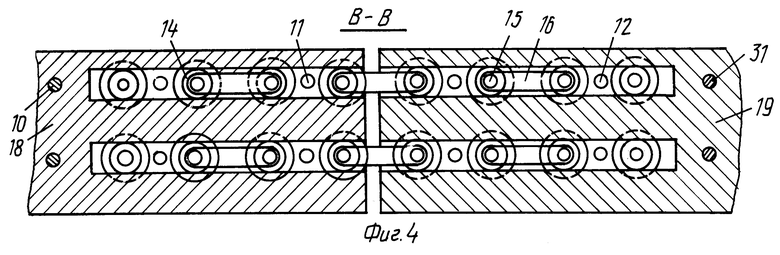
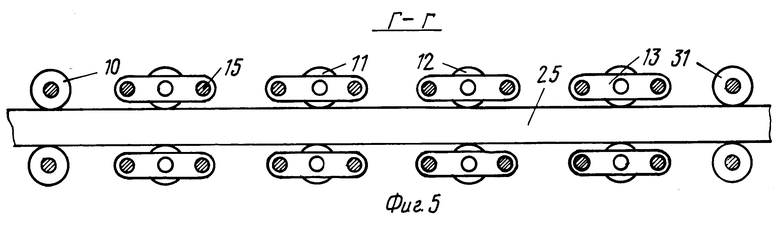
На фиг. 1 изображено устройство для разливки металлов, продольный разрез; на фиг. 2 то же, разрез А-А на фиг. 1; на фиг. 3 то же, разрез Б-Б на фиг. 2; на фиг. 4 то же, разрез В-В на фиг. 2; на фиг. 5 то же, разрез Г-Г на фиг. 2.
Устройство для непрерывной разливки металлов состоит из кристаллизатора 1, механизма возвратно-поступательного движения кристаллизатора 2, вертикальной прямолинейной роликовой секции 3, криволинейной изгибной роликовой секции 4, радиальной роликовой секции 5, криволинейной разгибной роликовой секции 6, прямолинейной горизонтальной роликовой секции 7, роликов 8, 9, 10, 11, 12, корпусов подшипников 13, катков 14 с осями 15, шарнирных тяг 16, рам 17, 18, 19 и 20, направляющих 21 и 22, прорезей 23, рычагов 24. Позицией 25 обозначен непрерывнолитой слиток, 26 вертикальный, 27 изгибный, 28 радиальный, 29 разгибный, 30 горизонтальный участки технологической оси, 31 и 32 ролики, R радиус участков технологической оси, стрелками указаны направления возвратно-поступательного движения роликов.
Устройство для непрерывной разливки металлов работает следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор 1 подают сталь марки 3сп, из которого вытягивают слиток 25. Слиток 25 вытягивают и направляют при помощи приводных и холостых роликов 8, 9, 10, 11, 12, 31 и 32. Слиток 25 сначала формируется на прямолинейном вертикальном участке 26 технологической оси, затем на участке 27 изгиба слитка 25 из прямолинейного вертикального положения в радиальное, далее на радиальном участке 28, затем на участке 29 разгиба слитка 25 из радиального положения в прямолинейное горизонтальное и на горизонтальном участке 30.
К кристаллизатору 1 прикреплена к его нижнему торцу вертикальная прямолинейная роликовая секция 3. Далее последовательно расположены криволинейная изгибная роликовая секция 4, радиальная роликовая секция 5, криволинейная разгибная роликовая секция 6 и горизонтальная роликовая секция 7. Кристаллизатору 1 вместе с роликовой секцией 3 сообщается возвратно-поступательное движение при помощи механизма 2. Ролики 11 и 12 установлены в корпусах подшипниках качения 13. Роликовые секции установлены на рамах 17, 18, 19 и 20.
Одна пара роликов 11 радиальной секции 5 и часть начальных роликов криволинейной разгибной секции 6 снабжены парными катками 14 на осях вращения 15, а в рамах 18 и 19 соответственно радиальной и разгибной секций выполнены С-образные направляющие 21 и 22, в которых установлены катки 14 с возможностью продольного перемещения в них. Оси 15 катков 15 соседних корпусов 13 подшипников роликов 11 и 12 попарно соединены между собой шарнирными тягами 16. Одна из тяг 16 со стороны торцев роликов 11 радиальной секции 5 снабжена рычагом 24, проходящем через прорези 23, соединенным с приводом возвратно-поступательного движения подвижных роликов вдоль секций 5 и 6, например, гидроцилиндров, которые на чертежах не показаны.
Расстояние, на котором расположены подвижные ролики 12 в криволинейной разгибной секции 6 составляет 0,25-0,5 ее длины.
Кривая деформация слитка 25 на участках изгиба 27 и разгиба 29 может быть выполнена различной, например, по клотойде с переменным радиусом кривизны Rvo.r. Направляющие 21 и 22 повторяют кривую деформации слитка 25. При перекатывании по ним катков 14 ролики 11 и 12 обеспечивают необходимую кривую деформации слитка 25.
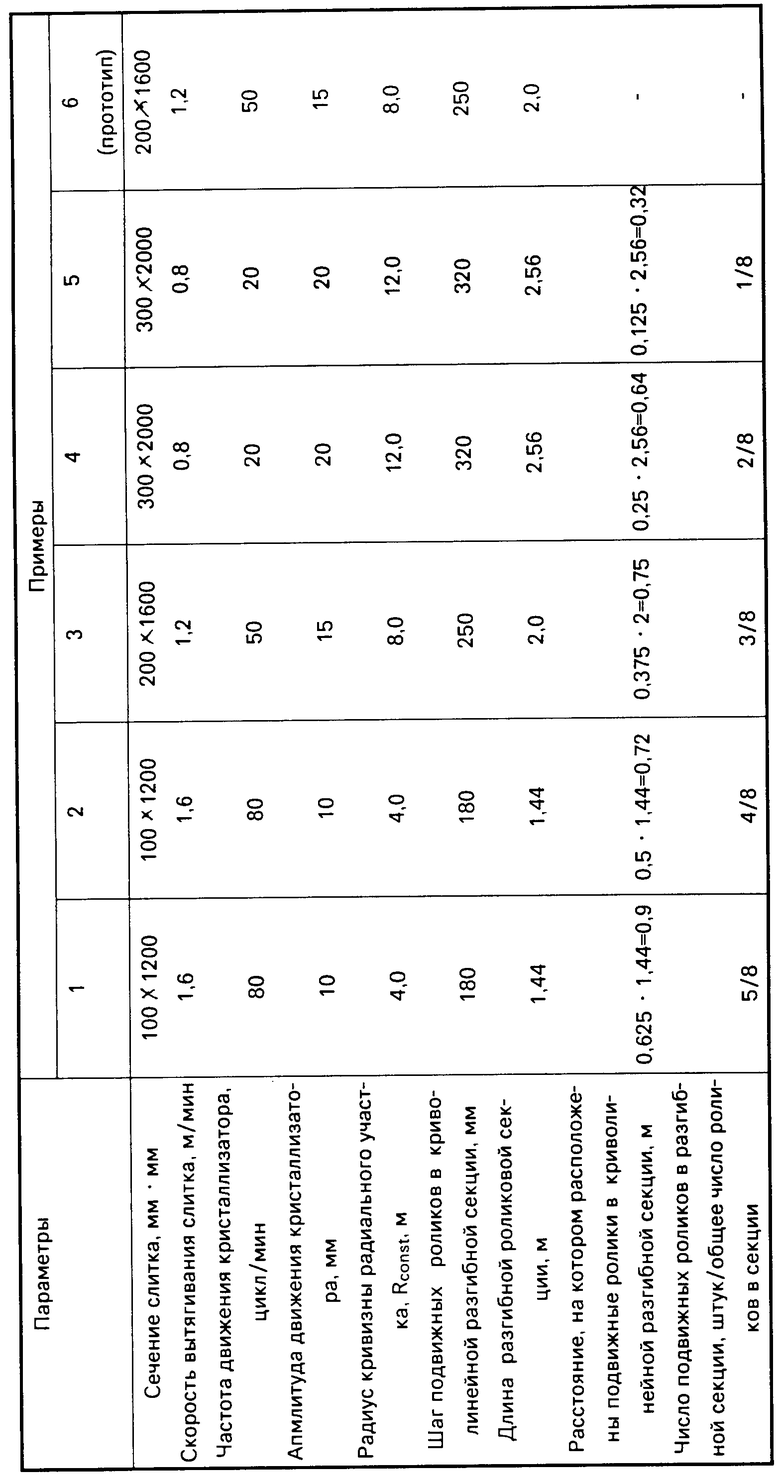
В таблице приведены примеры работы устройства для непрерывной разливки металлов с различными технологическими параметрами.
В первом примере вследствие большого числа роликов в разгибной секции, совершающих возвратно-поступательное движение, увеличиваются усилия на приводе возвратно-поступательного движения сверх допустимых значений.
В пятом примере вследствие малого количества подвижных роликов в разгибной секции в слитке не снижаются изгибные напряжения менее допустимых значений, что вызывает брак слитков по внутренним и наружным трещинам.
В шестом примере, прототипе, вследствие отсутствия подвижных роликов в радиальной и изгибной секциях не происходит рассредоточение нагрузок от роликов на слиток в процессе разливки. В этих условиях в слитках возникают внутренние и наружные трещины.
В примерах 2-4 вследствие наличия возвратно-поступательного движения оптимального количества роликов в изгибной секции происходит рассредоточение нагрузок на слиток от роликов, что приводит к снижению изгибных напряжений в слитках менее допустимых значений.
Применение предлагаемого устройства приводит к снижению брака слитков по внутренним и наружным трещинам на 0,9% Экономический эффект подсчитан в сравнении с базовым объектом, за который принято устройство для непрерывной разливки металлов, применяемое на Череповецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044595C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038915C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033303C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА МАШИНЕ КРИВОЛИНЕЙНОГО ТИПА | 1992 |
|
RU2027540C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2037374C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2032492C1 |
| Установка непрерывной разливки металлов | 1981 |
|
SU996074A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2032491C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2043832C1 |
Сущность изобретения: устройство для непрерывной разливки металлов включает прямолинейный кристаллизатор, механизм возвратно-поступательного движения кристаллизатора, вертикальную прямолинейную роликовую секцию, прикрепленную к нижнему торцу кристаллизатора, далее расположенные криволинейную изгибную роликовую секцию, радиальную роликовую секцию, криволинейную разгибную роликовую секцию и горизонтальную роликовую секцию и ролики, установленные в корпусах подшипников. Одна пара роликов в радиальной секции и часть начальных роликов криволинейной разгибной секции снабжены парными катками на осях вращения, в рамах радиальной и криволинейной разгибной секций выполнены С-образные направляющие, в которых установлены катки с возможностью продольного перемещения в них. Оси катков соседних корпусов подшипников попарно соединены между собой шарнирными тягами. Одна из тяг со стороны торцев подвижных роликов снабжена рычагом, соединенным с приводом возвратно-поступательного движения подвижных роликов вдоль секций. 5 ил., 1 табл.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, содержащее прямолинейный кристаллизатор, механизм возвратно-поступательного движения кристаллизатора, прикрепленную к нижнему торцу кристаллизатора вертикальную прямолинейную роликовую секцию, расположенные под ней последовательно криволинейную разгибную и горизонтальную роликовые секции, установленные в корпусах подшипников ролики, рамы, на которых смонтированы корпуса подшипников, отличающееся тем, что одна пара роликов в радиальной секции и часть первых роликов криволинейной разгибной секции выполнены с парными катками на осях вращения, в рамах радиальной и криволинейной разгибной секций выполнены С-образные направляющие, а парные катки установлены с возможностью продольного перемещения в них, при этом оси катков соседних корпусов подшипников попарно соединены между собой шарнирными тягами, одна из тяг со стороны торцов роликов имеет рычаг, соединенный с приводом возвратно-поступательного движения подвижных роликов вдоль секций, а расстояние, на котором расположены подвижные ролики в криволинейной разгибной секции, составляет 0,25 0,5 ее длины.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Непрерывная разливка стали | |||
| Материалы Международной конференции, Лондон, 1977, пер | |||
| с англ., М.: Металлургия, 1982, с.131, рис.5. | |||
