Изобретение относится к машиностроению для легкой промышленности и может быть использовано в других отраслях народного хозяйства для заточки винтовых ножей валковой конструкции.
Известны заточные устройства, в которых в качестве инструмента применяется шлифовальный круг типа ПП с осью вращения, расположенной параллельно оси ножевого вала. Периферийная поверхность такого круга шлифует торцовую поверхность ножей до устранения радиуса притупления режущей кромки. Круг совершает возвратно-поступательное движение вдоль образующей цилиндра ножевого вала и поперечное перемещение на заданную величину подачи. Такие заточные устройства наиболее распространены в отечественном и зарубежном машиностроении при создании строгальных и мездрильных машин для обработки натуральных кож.
Известные заточные устройства за счет дисбаланса шлифовального круга, вызывающего его радиальное биение, вносят искажения в правильность формы цилиндра ножевого вала при его заточке, что ведет к образованию на коже дефекта типа "лестница". Качественное строгание кож становится возможным при уменьшении скорости их подачи и, следовательно, снижении производительности операции.
При заточке известными устройствами новых высокостойких строгальных ножей из двухслойной стали по ТУ 1-01-7048-89 на их кромках образуются заусенцы, что не позволяет реализовать их потенциальные качественные возможности. Указанные факторы обуславливают низкие режущие свойства ножей, что требует непрерывной заточки, ведущей к резкому снижению их ресурса.
Целью изобретения является улучшение качества заточки, увеличение долговечности строгальных ножей и повышение производительности операции строгания кож.
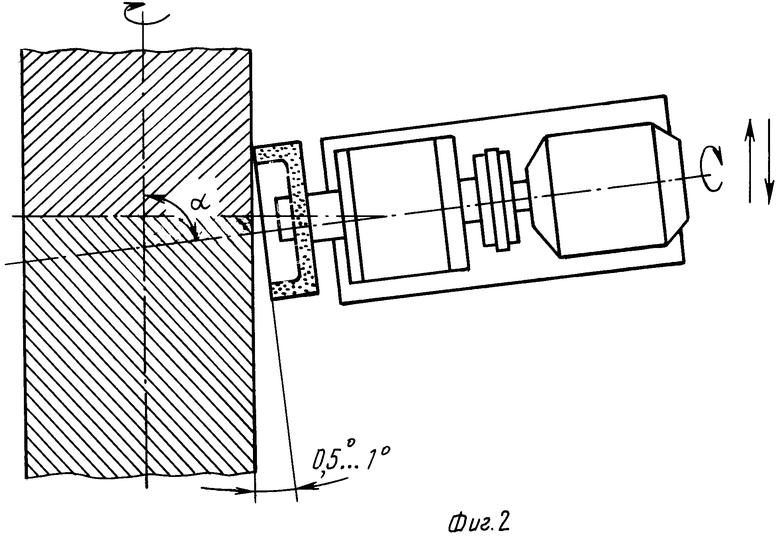
Поставленная цель достигается тем, что ось вращения шлифовального круга в заточном устройстве и ось вращения ножевого вала находятся в одной плоскости. Заточка ножей осуществляется торцовой частью шлифовального круга, что полностью устраняет влияние его радиального биения на качество обработки. Заточка производится в точке касания одной стороны шлифовального круга с ножом при встречном вращении. Ось вращения шлифовального круга расположена в одной плоскости с осью вращения ножевого вала под углом α 89-89,5o к последней, достаточным для вывода из сопряжения с ножами остальной его части, но не приводящее к появлению радиального биения. Устранение влияния износа абразивного инструмента на скорость резания достигается использованием шлифовального круга типа "Чашка цилиндрическая".
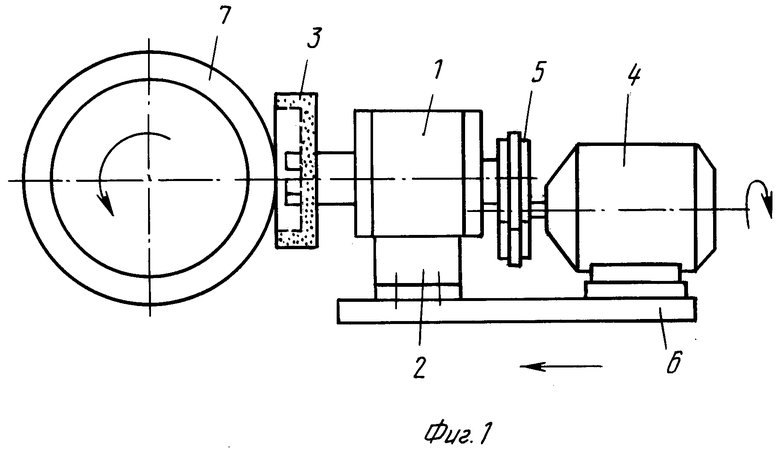
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг.2 - то же, вид сверху.
Заточное устройство содержит шпиндель 1, смонтированный на стойке 2. На шпинделе 1 закреплен цилиндрический чашечный круг 3. Привод круга осуществляется посредством электродвигателя 4 через шкивную передачу 5. Заточное устройство закреплено на суппорте строгальной машины 6, оборудованном механизмами продольного перемещения и поперечной подачи. Ось вращения шлифовального круга 3 расположена под углом 89-89,5o к оси вращения ножевого вала 7 и находится в одной с ним плоскости.
Предлагаемое устройство работает следующим образом.
При включении двигателя 4 шлифовальный круг 3 приходит в соприкосновение с ножевым валом 7, производя его заточку. Шлифовальный круг 3 выполнен в виде цилиндрической чаши. Заточное устройство позволяет осуществить шлифование ножей одной стороной чашечного круга, имеющей встречное к ножевому валу вращение. Скорость вращения круга 35 м/с, ножевого вала 20 м/с; поперечная подача 0,02 мм/двойной ход.
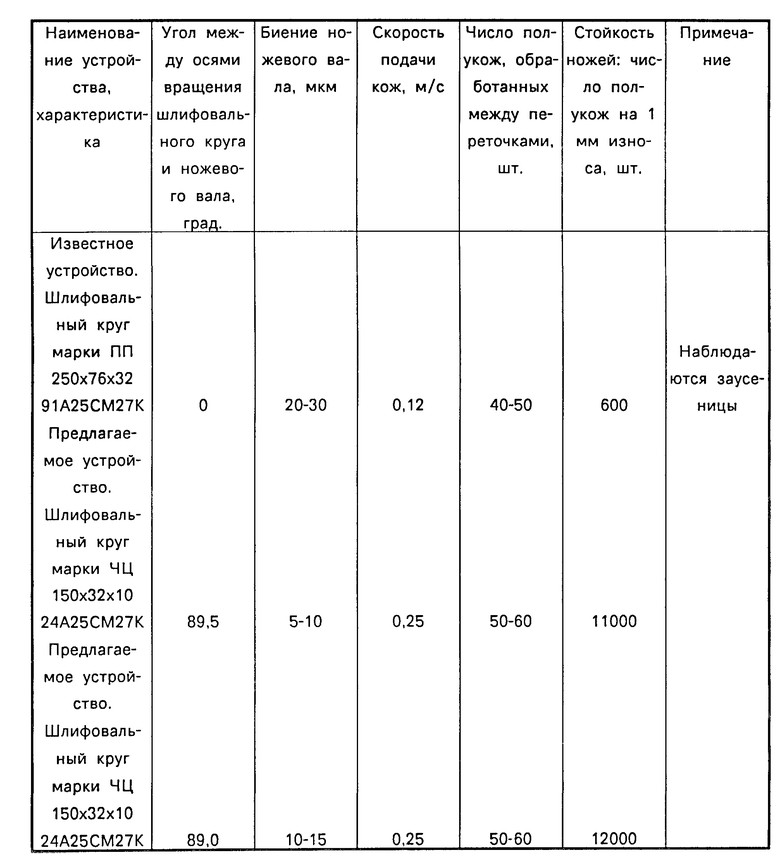
В таблице приведены результаты испытаний: величины биения ножевого вала, производительность операций строгания (скорость подачи кож) и стойкость ножей (число полукож, обработанных между переточками и число полукож на 1 мм износа ножей), полученных при испытании известного и предлагаемого устройств.
Как видно из таблицы, применение предлагаемого устройства позволяет в 1,5-2 раза уменьшить биение ножевого вала после заточки, вдвое увеличить производительность процесса строгания (до 0,25 м/с) при сохранении качества кож и вдвое увеличить долговечность строгальных ножей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных ножей строгальных кожевенных машин | 1982 |
|
SU1152966A1 |
| КРУГЛАЯ СТРОГАЛЬНАЯ ПИЛА ДЛЯ ЧИСТОВОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 1997 |
|
RU2124983C1 |
| Ручная строгальная машина | 1981 |
|
SU1020230A1 |
| Способ изготовления спиральных ножейКОжЕВЕННыХ МАшиН | 1979 |
|
SU840154A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| ГИДРАВЛИЧЕСКАЯ ПРОХОДНАЯ СТРОГАЛЬИАЯ МАШИНА | 1964 |
|
SU164922A1 |
| Устройство для заточки резцовой головки | 1980 |
|
SU948284A3 |
| НОЖЕВОЙ ВАЛ-ФРЕЗА ОДНО- И ДВУХРЕЗЦОВЫЙ ДЛЯ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ И СПОСОБ ФОРМИРОВАНИЯ И ЗАТОЧКИ РЕЖУЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2228838C2 |
| Универсальный деревообрабатывающий станок | 1987 |
|
SU1468753A1 |
Использование: в машиностроении. Сущность изобретения: устройство содержит закрепленный на станине ножевого вала шлифовальный круг с механизмом его вращения и продольного перемещения и поперечный подачи. Ось вращения шлифовального круга расположена в одной плоскости с осью вращения ножевого вала под углом 89-89,5° к последней. Шлифовальный круг выполнен в виде цилиндрической чашки. 1 з.п.ф-лы, 2 ил., 1 табл.
| Электропаяльник с автоматической подачей трубчатого припоя | 1955 |
|
SU105951A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
