Изобретение относится к области переработки изношенных покрышек, содержащих металлический и текстильный корд, с целью получения резинового порошка, пригодного в дорожном строительстве в качестве компонента для асфальтобетона, а также для использования в качестве сырья при производстве регенерата, как добавки при изготовлении различных резиновых изделий.
Технологический процесс измельчения изношенных покрышек является многостадийным, и в линии, как правило, устанавливаются измельчители различного типа. В связи с этим множество известных способов переработки покрышек включают многоэтапную длинную технологическую цепочку операций, где на первом этапе получают промежуточный продукт, а затем в несколько стадий данный продукт доводят до состояния необходимого сырья. При этом всякая лишняя операция приводит к удорожанию конечного результата. Получаемое сырье становится нерентабельным.
Известны линия переработки изношенных шин и способ в соответствии с ней, представленные в описании изобретения к патенту России №2091226, кл. В 29 В 17/00,17/02, опубл.27.09.97.
Известный способ включает следующие технологические операции: разрезание шин на части, измельчение частей для получения исходного резинового порошка, его последующую магнитную сепарацию, затем тонкодисперсное доизмельчение порошка с последующим его разделением на три фракции - мелкую, среднюю и крупную, повторное тонкодисперсное доизмельчение порошка крупной фракции с последующим повторным разделением полученного порошка на три такие же фракции, причем порошок крупной фракции опять возвращают на повторное измельчение до тех пор, пока весь порошок не будет измельчен до частиц требуемого размера.
Известная линия содержит связанные между собой транспортерами дробилку для получения из шин или их частей исходного резинового порошка, циклон, магнитный сепаратор, три тонкодисперсных измельчителя, два вибросита, каждое из которых предназначено для разделения порошка на три фракции - мелкую среднюю и крупную, и два накопительных бункера для мелкой и средней фракций порошка, соединение с соответствующими выходами первого и второго вибросит, причем выход дробилки через циклон, магнитный сепаратор и промежуточный накопительный бункер соединен со входом последовательно соединенных первым и вторым тонкодисперсными измельчителями, выход которых соединен со входом первого вибросита, выходы обоих вибросит для крупной фракции резинового порошка соединены через соответствующий промежуточный бункер со входом третьего тонкодисперсного измельчителя, выход которого соединен со входом второго вибросита.
Недостатками данного технического решения являются сложность конструкции линии и трудоемкость способа, особенно в части предварительного измельчения покрышек.
Наиболее близким техническим решением к предлагаемому является линия переработки изношенных покрышек шин, которая включает машину для резки покрышек на куски, молотковую дробилку, тонкодисперсный измельчитель, устройства для удаления корда и классификатор для фракционирования кусков резины и крошки. Усовершенствованием данной линии является то, что на входе в молотковую дробилку установлен питатель для равномерной подачи материала в дробилку, обеспечивающий продолжительность механического воздействия молотков на материал, не превышающую время релаксации материала. (патент России №2140357, кл. В 29 В 17/00; 17/02, опубл. 27.10.99.)
В известном техническом решении процесс предварительного измельчения покрышек в виде рубки или разрезания их на куски и дальнейшего измельчения в молотковой дробилке занимает неоправданно много времени и очень энергоемок. Устройства в линии потребляют слишком много электроэнергии, их инструменты подвержены большому и быстрому износу. Кроме того, резина покрышек под воздействием ударных нагрузок и измельчения в молотилке нагревается, ее полимерные связи распадаются и она непригодна для дальнейшей регенерации, поэтому требует обязательного дальнейшего измельчения до тонкодисперсного порошка, чтобы быть пригодной в качестве добавок в различные смеси.
Технический результат заключается в сокращении энерго- и трудозатрат на предварительное измельчение, повышение производительности измельчения, упрощение конструкции и компоновки всей технологической линии.
Поставленная техническая задача достигается тем, что линия для переработки изношенных покрышек включает режущие устройства, в которых первая режущая головка содержит на валу набор фрез, циклон, устройство для удаления металлического и устройство для удаления текстильного корда, выполненное в виде воздуховода с пневмосистемой, грохот с решетками для фракционирования резиновой крошки и устройство для сепарации металлического корда с транспортером.
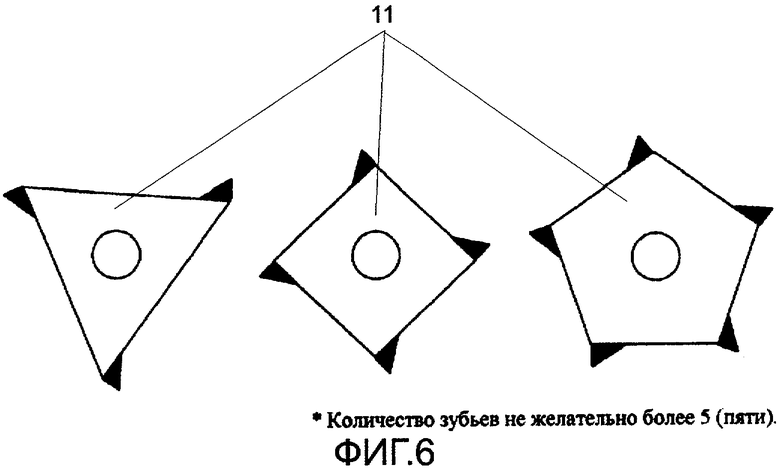
Согласно изобретению линия снабжена механизмом крепления покрышек и подачи их в зону резки. Над каждым режущим устройством расположены воздуховоды пневмоотсасывающего устройства. Устройство для сепарации металлического корда снабжено магнитным барабаном с гребенкой. Устройство для удаления текстильного корда расположено после транспортера устройства для сепарации металлического корда. Режущее устройство снабжено второй подрезающей головкой, выполненной в виде цилиндра с винтообразной режущей кромкой, расположенной по его образующей поверхности, причем первая и вторая режущие головки установлены с возможностью одновременного вращения в одном и том же направлении, встречном направлению вращения обрабатываемой покрышки, находящейся под давлением. Между фрезами первой режущей головки помещены шайбы, а каждая фреза выполнена с режущими выступами, число которых составляет от трех до пяти.
Технический результат достигается за счет следующих факторов. Резание упругого материала изношенных резиновых покрышек стало возможным после изготовления фрез для режущего устройства. Для того, чтобы материал не успевал проявлять свои упругие свойства и не «проваливался», зуб фрезы должен не просто резать, а резать с интервалом. Обычные дисковые фрезы с большим количеством зубьев в данном режущем устройстве создавали бы большее трение, следовательно, требовалось бы больше электроэнергии на преодоление этого трения. Примененные фрезы содержат от трех до пяти режущих выступа, наиболее предпочтительно четыре. Поэтому режущие выступы фрезы при ее вращении воздействуют на покрышку с интервалом, осуществляется как бы ударное резание, что позволяет преодолевать трение. Кроме того, обрабатываемая покрышка, расположенная на валу привода вращения в горизонтальном положении, подвержена давлению изнутри и сверху, что также предотвращает проявление упругих свойств материала.
Выполнение первой режущей головки позволяет во время обработки нарезать канавки в боковой поверхности покрышки. Выполнение второй подрезающей головки и компоновка обеих режущих головок во время их совместной работы позволяют срезать образовавшиеся после канавок выступы, так как направление среза второй подрезающей головки перпендикулярно направлению резания первой головки, хотя направление вращения обеих головок одинаково.
Это дает возможность обрабатывать покрышку каких угодно размеров целиком до остатка бортового кольца, получая сразу же на стадии предварительного измельчения резиновую крошку в смеси с измельченным металлическим и текстильным кордом. Уже одно такое режущее устройство дает значительную экономию электроэнергии и трудозатрат, следовательно, повышает производительность при обработке одной покрышки. Таких режущих устройств в линии может быть установлено несколько в зависимости от заданной производительности самой линии, что стало возможным благодаря механизму крепления и подачи покрышек в зону резки. Полученную после резки смесь забирают посредством пневмоотсасывающего устройства, которое одновременно охлаждает материал покрышек. Смесь подают по воздуховоду в циклон, оттуда на транспортер, содержащий магнитный барабана с гребенкой и постоянным магнитом, посредством чего отделяют измельченные частицы металлокорда, при этом такой транспортер выполняет сразу две функции: транспортировки смеси резиновой крошки, полученной после всех режущих устройств к месту очередной обработки, и сепарации металлокорда из нее.
Поскольку в режущем устройстве текстильный корд измельчается в пух, это позволяет выдувать его направленным потоком воздуха (либо всасывающим, либо набегающим) по воздуховоду, установленному после транспортера, а резиновая крошка просто ссыпается с транспортера в грохот с решетами для фракционирования и отправляется на дальнейшую утилизацию. После режущего устройства получают 85% резиновой крошки размером от 0,02 мм до 3мм и лишь 15% крошки размером свыше. В таком состоянии она уже пригодна в качестве добавки в асфальтобетонную смесь, используемую, например, при изготовлении дорожного покрытия. При необходимости дальнейшего измельчения крупных фракций крошки до резинового порошка, используемого в других целях, линия оснащена дополнительно роторным измельчителем, а также устройством для измельчения бортовых колец.
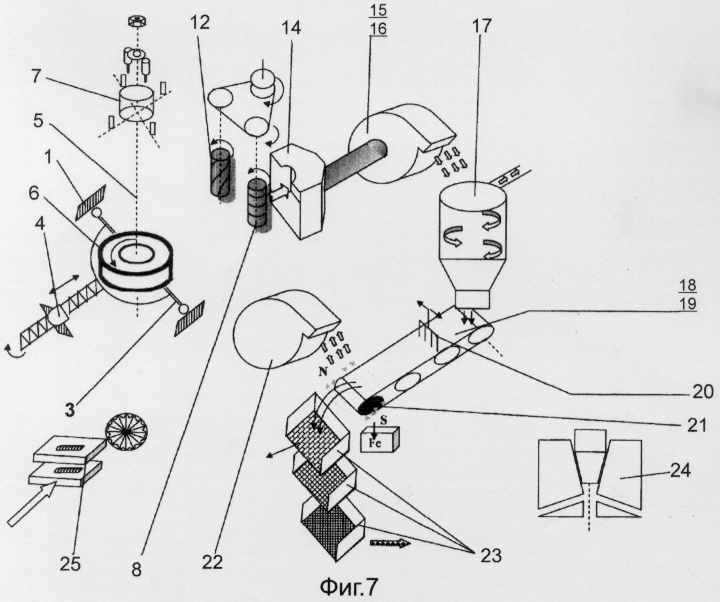
На фиг.1 изображена линия переработки изношенных покрышек (вид сверху). На фиг.2 - то же, вид сбоку. На фиг.3 - механизм подачи покрышки в зону резки. На фиг.4 - первая режущая головка с фрезами особой конфигурации. На фиг.5 - вторая подрезающая головка с винтообразной режущей кромкой. На фиг.6 - варианты конфигураций фрез первой режущей головки. На фиг.7 - линия переработки изношенных покрышек в аксонометрии.
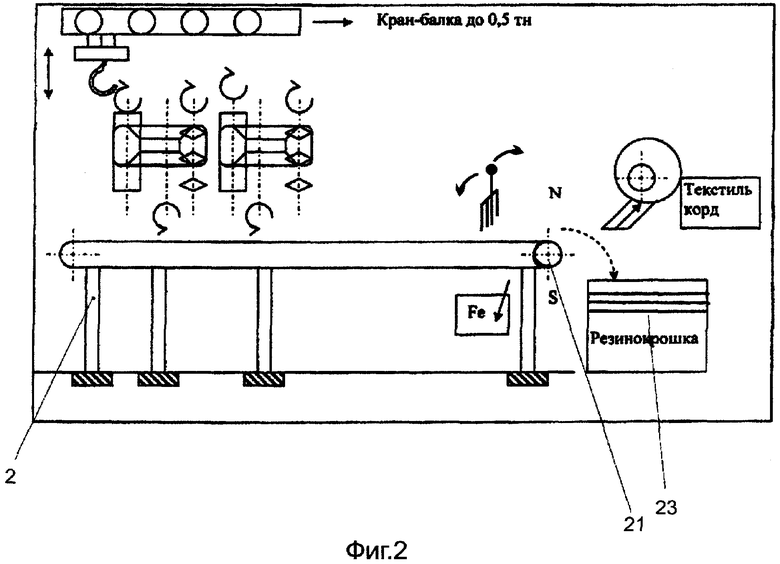
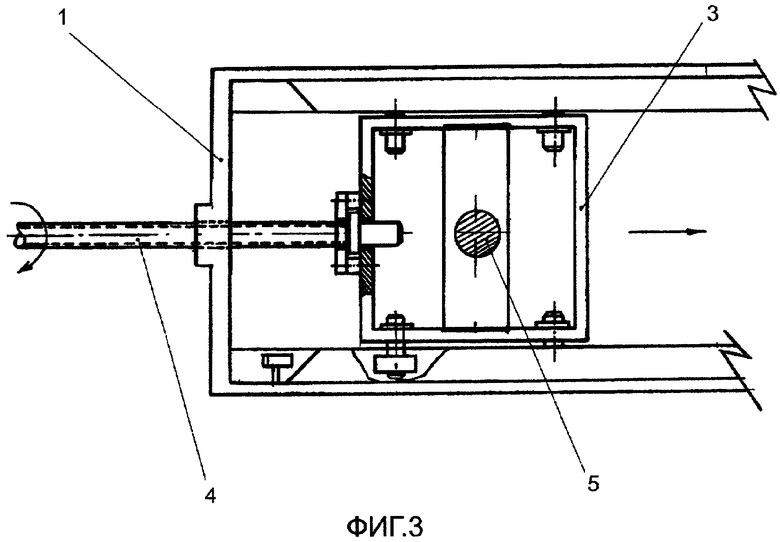
Линия для переработки изношенных покрышек включает станину 1, установленную на определенной высоте на стойках 2. На станине 1 закреплены направляющие для кареток 3 и механизм 4 подачи кареток 3, представляющий собой винтовую пару с ручным или механизированным приводом. Каждая каретка 3 имеет вертикально расположенный вал 5 для размещения и привода вращения покрышки 6, четырехкулачковый механизм 7 для закрепления обрабатываемой покрышки изнутри, а также гидравлический прижим для оказания давления на покрышку 6 сверху. Механизм 7 расположен также на валу 5 привода вращения покрышки 6. Устройства 3,4, 7 образуют механизм крепления и подачи покрышки к режущим устройствам. В линии на одной станине может быть установлено несколько режущих устройств в зависимости от заданной производительности.
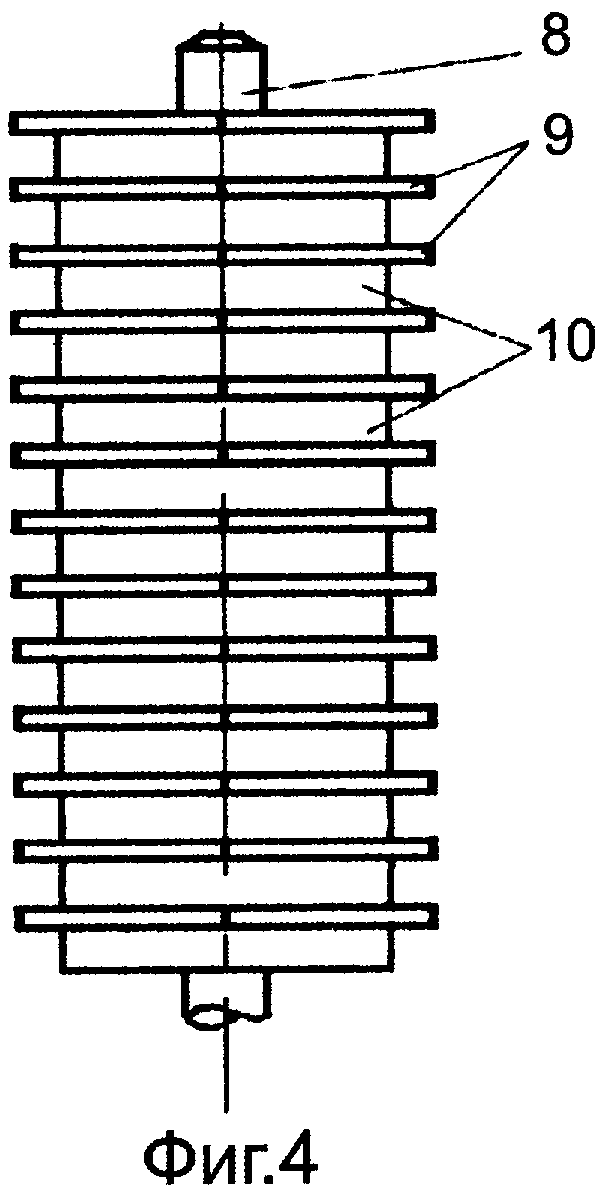
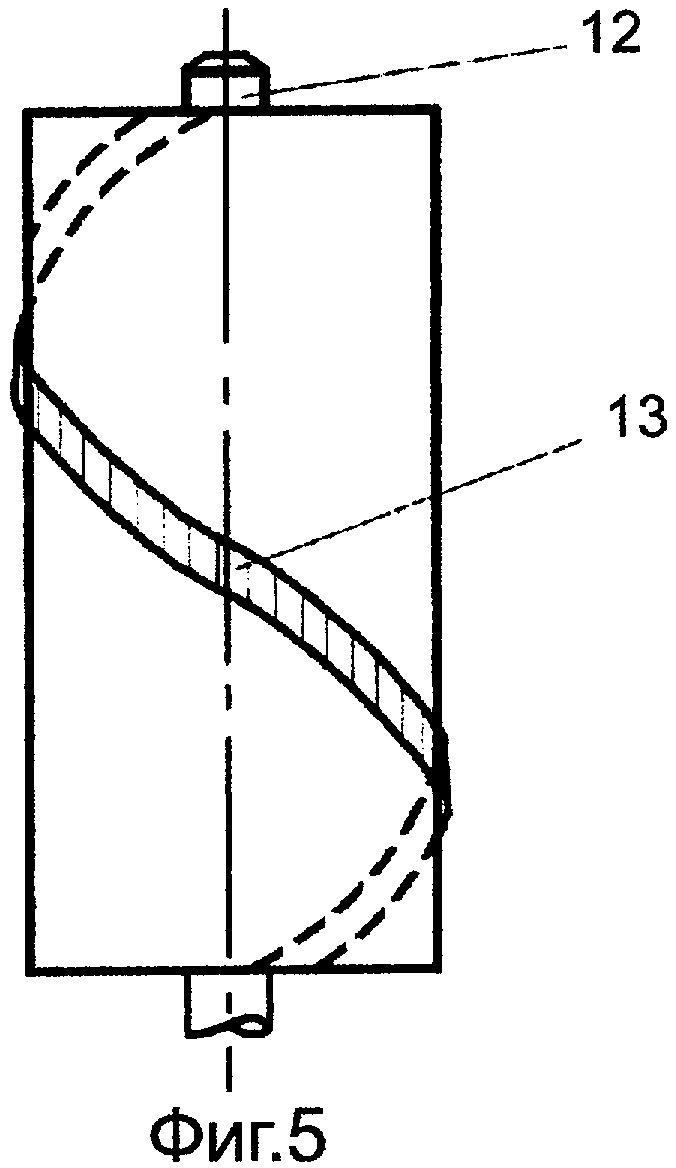
Каждое режущее устройство содержит первую режущую головку 8. На ее вертикально расположенном валу вращения размещены фрезы 9 и шайбы 10 между ними. Каждая фреза 9 имеет четыре режущих выступа 11.Вторая подрезающая головка 12 выполнена в виде цилиндра с вертикально расположенным валом вращения и с винтообразной режущей кромкой 13, расположенной по образующей поверхности цилиндра.
Над каждым режущим устройством расположен кожух 14 пневмоотсасывающего устройства 15 с воздуховодом 16, соединенным с циклоном 17. Пневмоотсасывающее устройство 15 предназначено для забора из зоны резки смеси резиновой крошки с измельченным металлическим и текстильным кордом. Выход циклона 17 расположен над транспортером 18, который содержит транспортерную ленту 19, закрепленную на ней с возможностью колебательного движения гребенку 20 для перемешивания смеси резиновой крошки и магнитный барабан 21 из постоянного магнита, что в целом представляет собой устройство для магнитной сепарации металлического корда. После транспортера 18 установлена пневмосистема с воздуховодом 22 для удаления текстильного корда. За транспортером 18 расположен грохот 23 с решетами для фракционирования резиновой крошки. Линия включает также роторный измельчитель 24 и устройство для измельчения бортовых колец 25.
Работа линии восуществляется следующим образом.
Изношенные покрышки 6 подают кран-балкой и устанавливают на валах 5 привода вращения, расположенных на каждой каретке 3. С помощью гидравлического прижима и четырехкулачкового механизма 7 покрышки 6 жестко закрепляют и сдавливают изнутри и сверху, после чего приводят во вращение вместе с механизмами крепления. Каретки 3 с вращающимися покрышками 6 подают по направляющим в зону резки с помощью механизма подачи 4.
Затем приводят во вращение одновременно режущие головки 8 и 12. Посредством режущей головки в боковой поверхности покрышки 6 прорезают канавки, а с помощью подрезающей головки 12 срезают образовавшиеся выступы, при втором обороте головка 8 углубляет канавки и так до конца, пока не останутся бортовые кольца, которые отправляют на измельчение в соответствующее устройство 25.
В результате совместной работы режущих головок 8 и 12 получают смесь резиновой крошки с измельченным металлическим и текстильным кордом. Смесь от каждого режущего устройства забирают посредством пневмоотсасывающего устройства 15 с воздуховодом 16 и подают в циклон 17. При выходе из циклона с помощью фильтра производят очистку отходящего воздуха, а смесь резиновой крошки, металлокорда и текстилькорда собирают и подают на транспортер 18. В процессе транспортировки смесь перемешивают гребенкой 20.
При сходе с транспортера 18 металлический корд, удерживаемый постоянным магнитом барабана 21, падает под действием силы тяжести в специальный бункер, установленный под транспортером 18, и отправляется далее на брикетирование. Одновременно направленным потоком воздуха выдувают или отсасывают измельченный текстильный корд и отправляют по воздуховоду пневмосистемы 22 в специальный бункер для текстилькорда; резиновая крошка по инерции движения ссыпается на грохот 23, где с помощью решет производится ее разделение на следующие фракции: порошок размером 0,02 мм - около 5%; крошка до 1 мм - 30%; крошка до 3 мм - 50%, остальная - 15%. Резиновую крошку крупнее 3 мм подают в роторный измельчитель 24, а затем по пневмотранспорту через циклон - опять на грохот 23. Также поступают с резиновой крошкой, полученной при измельчении бортовых колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ СМЕШАННЫХ ОТХОДОВ | 2005 |
|
RU2279934C1 |
| ЛИНИЯ УТИЛИЗАЦИИ ИЗНОШЕННЫХ ШИН | 2000 |
|
RU2172243C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2194616C1 |
| Способ утилизации отходов в виде измельченного металлокорда от механической переработки автопокрышек и устройство для его осуществления | 2019 |
|
RU2715125C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ШИН | 1997 |
|
RU2140357C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН В РЕЗИНОВЫЙ ПОРОШОК И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2465133C2 |
| БЕЗВОДНЫЙ СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ И СТРОИТЕЛЬНОГО МУСОРА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2000 |
|
RU2176566C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1998 |
|
RU2145541C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2014 |
|
RU2570433C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
Изобретение относится к области переработки изношенных покрышек с металлическим и текстильным кордом для получения резинового порошка, который может использоваться в дорожном строительстве и как добавка при изготовлении различных резиновых изделий. Линия для переработки изношенных покрышек содержит режущие устройства, в которых первая режущая головка содержит на валу набор фрез, циклон, устройство для удаления металлического корда и устройство для удаления текстильного корда, выполненное в виде воздуховода с пневмосистемой, грохот с решетами для фракционирования резиновой крошки и устройство для сепарации металлического корда с транспортером. Линия снабжена механизмом крепления покрышек и подачи их в зону резки. Над каждым режущим устройством расположены воздуховоды пневмоотсасывающего устройства. Устройство для сепарации металлического корда снабжено магнитным барабаном с гребенкой. Устройство для удаления текстильного корда расположено после транспортера устройства для сепарации металлического корда. Режущее устройство снабжено второй подрезающей головкой, выполненной в виде цилиндра с винтообразной режущей кромкой, расположенной по его образующей поверхности. Первая и вторая режущие головки установлены с возможностью одновременного вращения в одном и том же направлении, встречном направлению вращения обрабатываемой покрышки, находящейся под давлением. Линия имеет высокую производительность и простую компоновку, позволяет сократить энерго- и трудозатраты на предварительное измельчение изношенных шин. 2 з.п. ф-лы, 7 ил.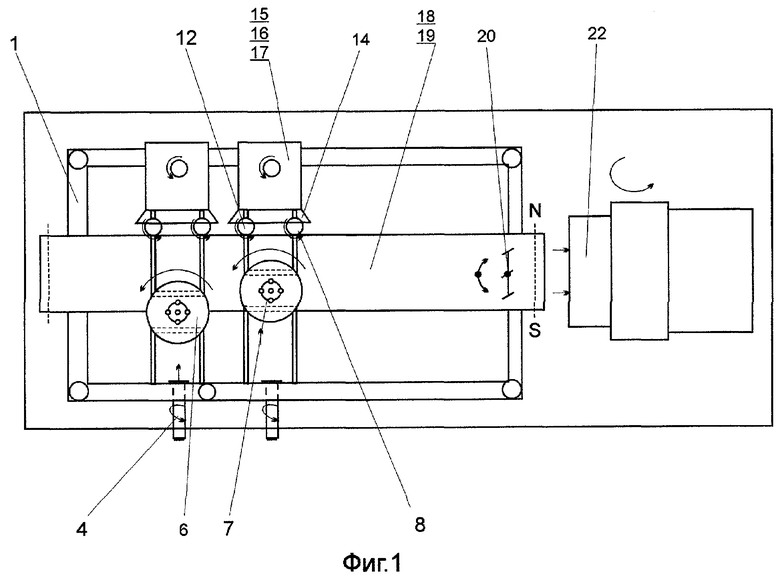
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1998 |
|
RU2145541C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2043924C1 |
| Установка для измельчения покрышек | 1986 |
|
SU1388294A1 |
| Машина для измельчения покрышек | 1983 |
|
SU1177161A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1991 |
|
RU2015891C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ШИН | 1997 |
|
RU2140357C1 |
| US 4179074 A, 18.12.1979 | |||
| DE 4213213 A, 28.10.1993. | |||

