Изобретение относится к переработке полимерных материалов в изделия, в частности к литьевым формам для изготовления изделий с отверстиями типа шайб, втулок и т. д.
Известна литьевая форма для изготовления аналогичных изделий, содержащих неподвижную плиту, матрицу, оформляющую наружную поверхность изделия и систему туннельных литников, литниковую втулку, подвижную плиту, опорную плиту со скосом, трубчатый выталкиватель, разделенный на две части, одна из которых снабжена винтовым пазом, взаимодействующим с пальцем, размещенным в одной из плит подвижной полуформы, крепежные и направляющие детали. Указанная форма сложна по конструкции, т. к. содержит детали со скошенными поверхностями, требующими обеспечения точных угловых размеров при изготовлении, недолговечна, т. к. при работе подверженные истиранию наклонные поверхности изнашиваются. Кроме того, использование ползунов с двумя скосами с возможностью перемещения единым массивом не дает возможности полностью использовать площадь плиты-матрицы для увеличения числа гнезд формы. Размещение гнезд по линии полной окружности или по вертикалям с боковых сторон исключается. Следует отметить также ненадежный способ отрыва туннельного питателя от изделия, т. к. при небольшом расстоянии между центральным литником и изделием питатель не оторвется от изделия, а просто изогнется. Для надежного же отрыва требуется значительно увеличить это расстояние между центральным литником и изделием, питатель не оторвется от изделия, а просто изогнется. Для надежного отрыва требуется значительно увеличить это расстояние между центральным литником и изделием, питатель не оторвется от изделия, а просто изогнется. Для надежного отрыва требуется значительно увеличить это расстояние, что приведет к увеличению габаритов формы, увеличению хода подвижной плиты, увеличению продолжительности цикла литья.
Целью изобретения является повышение ее долговечности, повышение надежности удаления изделия.
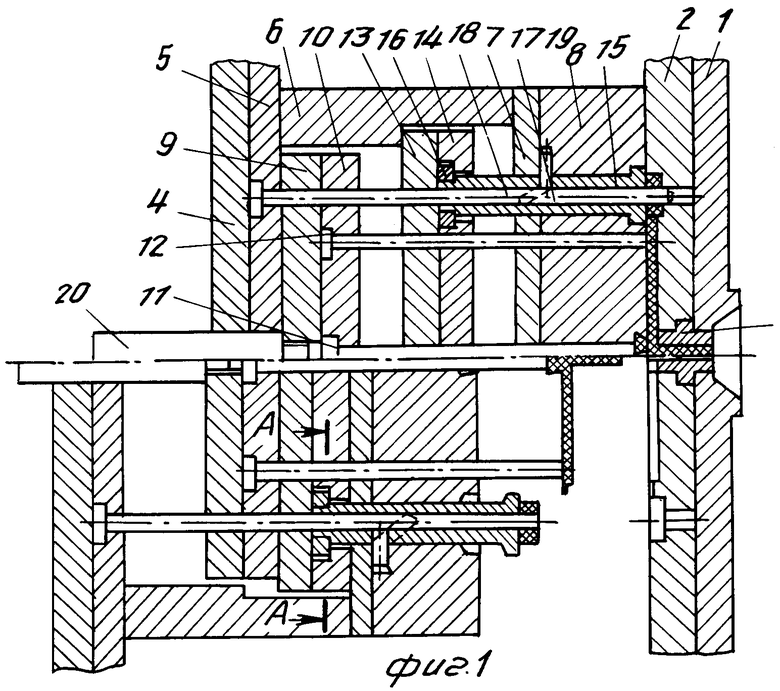
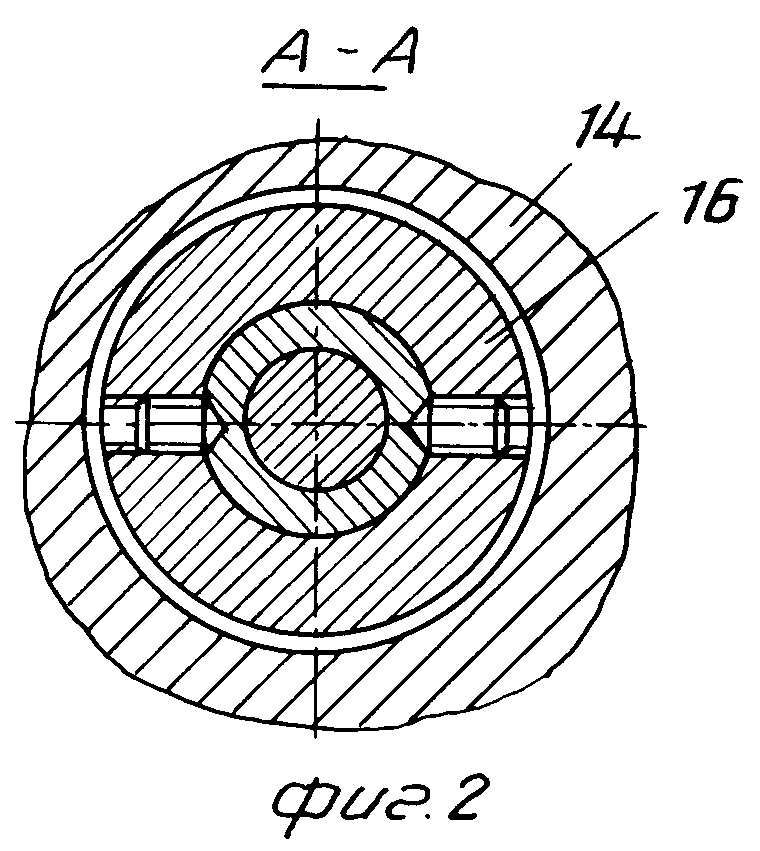
Указанная цель достигается тем, что форма снабжена выталкивателями литников и плитой выталкивания литников, причем плита выталкивания литников установлена с возможностью аксиального перемещения и жестко связана с хвостовиком. На фиг. 1 представлен продольный разрез формы; на фиг. 2 - разрез А-А на фиг. 1.
Литьевая форма содержит неподвижную плиту 1, жестко скрепленную с матрицей 2, оформляющей наружную поверхность изделия и систему туннельных литников с установленной в ней литниковой втулкой 3. Подвижная часть формы содержит подвижную плиту 4, жестко связанную с подкладной плитой 5, стойкой 6, плитой 7 и плитой выталкивателя 8. В образовавшейся полости подвижной части формы установлены плита выталкивания литников 9 с подвижной плитой 10, жестко скрепленные между собой и содержащие выталкиватель 11 центрального литника и выталкиватель 12 литников, а также плита 13 выталкивания изделия с подкладной плитой 14, жестко скрепленные между собой. В расточке плиты выталкивателей 8 размещен выталкиватель 15, который своей торцовой плоскостью примыкает к матрице 2, образуя полость для формования изделия, а другой конец которого закреплен между плитами 13 и 14 с возможностью вращения вокруг оси, для чего торец выталкивателя снабжен проточкой, на которой винтами закреплено кольцо 16, установленное с зазором в плите 14. На стыке плит 7 и 8 в гнезде установлен штифт 17, взаимодействующий с винтовым пазом 18, предусмотренным на поверхности выталкивателя 15. Формующий знак 19 жестко закреплен между плитами 4 и 5, а хвостовик 20 прикреплен к плите 9. Кроме указанного, форма содержит крепежные и направляющие детали.
Литьевая форма работает следующим образом.
После впрыска расплава и технологической выдержки движением плиты 4 влево осуществляется разъем формы. При этом изделие извлекается из матрицы, центральный литник за счет поднутрения в плите 8 извлекается из литниковой втулки, а питатели - из каналов плиты 2. Когда плита 4 отойдет влево настолько, чтобы зазор между плитами 2 и 8 стал достаточным для сброса изделия и литниковой системы, выталкиватель литьевой машины воздействует на хвостовик 20, который приводит в движение плиты 9 и 10, сдвигая вправо выталкиватель центрального литника 11 и выыталкиватель литников 12. При этом выталкиватель 11 вырывает центральный литник из поднутрения плиты 8, а выталкиватель 12 отрывает питатель от изделия, т. к. изделие еще прочно связано с формующим знаком 19, не оторвавшись от плоскости плиты 8. Когда при движении хвостовика вправо плита 10 подойдет вплотную к плите 13, начнется их совместное движение вправо. При этом выталкиватель 15 столкнет изделие со знака 19, несколько провернувшись за счет взаимодействия штифта с винтовым пазом 18 выталкивателя 15. Такой поворот в сочетании с осевым сталкиванием предотвращает залипание изделия на выталкивателе.
После удаления изделия и литниковой системы из формы производится смыкание формы. При этом роль контротолкателей для плит 9 и 10 выполняют выталкиватели 12, а для плит 13 и 14 выталкиватель 15. Уступ для плиты 13 на стойке 6 исключает передачу усилия от выталкивателя 15 на гнездо в плите 8, предохраняя его от износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ НА МАШИНАХ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 1991 |
|
RU2030247C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРЕСС-ОСТАТКА ОТ ЦЕНТРАЛЬНОГО ЛИТНИКА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2043851C1 |
Использование: при переработке полимерных материалов в изделия с отверстиями типа шайб, втулок. Сущность изобретения: форма содержит неподвижную плиту с плитой матриц, подвижную плиту, формующий знак, плиту выталкивания изделий с установленными с возможностью поворота вокруг оси трубчатыми выталкивателями. Форма снабжена выталкивателями литников и плитой выталкивания литников, причем плита выталкивания литников установлена с возможностью аксиального перемещения и жестко связана с хвостовиком. 2 ил.
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ, содержащая неподвижную плиту с плитой матриц, подвижную плиту, формующий знак, плиту выталкивания изделий с установленными с возможностью поворота вокруг оси трубчатыми выталкивателями, отличающаяся тем, что она снабжена выталкивателями литников и плитой выталкивания литников, причем плита выталкивания литников установлена с возможностью аксиального перемещения и жестко связана с хвостовиком.
