Изобретение относится к машиностроению и может быть использовано для выполнения сборочных операций при закреплении токоведущего провода щеток электрических машин методом запрессовки.
Известен станок для закрепления токоведущего провода щеток электрических машин методом запрессовки, содержащий штамп, установленный на эксцентриковом прессе.
Известен станок для закрепления токоведущего провода щеток электрических машин методом запрессовки, содержащий пресс-форму, установленную на прессе. На этом станке токоведущий провод запрессовывается в процессе прессования, что исключает необходимость введения провода в отверстие щетки, так как он укладывается непосредственно в прессуемый материал. Это повышает производительность станка.
Известен также станок для закрепления токоведущего провода щеток электрических машин, содержащий станину, подающий суппорт с захватом для щетки, устройство для введения токоведущего провода в отверстие щетки с направляющей трубкой и пневмозажимом, устройство для запрессовки провода в тело щетки, устройство для резки токоведущего провод. У этого станка операции, связанные с введением токоведущего провода в тело щетки и резкой токоведущего провода, автоматизирован. Поэтому производительность станка высокая.
Недостатком этого станка является то, что его технологические возможности ограничены тем, что в качестве устройства для запрессовки токоведущего провода в тело щетки используется только конопаточная головка. Поэтому применение этого станка при запрессовке провода прессом невозможно.
Целью изобретения является расширение технологических возможностей станка.
Поставленная цель достигается тем, что в известном станке для закрепления провода щеток электрических машин, содержащем станину, подающий суппорт с захватом для щетки, устройство для введения токоведущего провода в отверстие щетки с направляющей трубкой и пневмозажимом, устройство для запрессовки провода в тело щетки, устройство для резки токоведущего провода, подающий суппорт с захватом для щетки выполнен поворотным с возможностью вертикального перемещения и соосного совмещения как с устройством для введения токоведущего провода в отверстие щетки, так и с дополнительно закрепленной на станине коническо-цилиндрической стыковочной штангой, укрепленной на станине с зазором, причем диаметр ее цилиндрической части равен диаметру отверстия в теле щетки, при этом устройство для введения токоведущего провода в отверстие щетки выполнено с возможностью вертикального перемещения и дополнительно содержит одетую на направляющую трубку подпружиненную стыковочную трубку, а захват для щетки выполнен в виде корпуса захвата со сквозным фигурным отверстием, на задней стенке которого установлен пневмозажим для фиксации щетки в захвате, причем на корпус захвата перед сквозным фигурным отверстием закреплены управляемые дополнительным пневмоцилиндром раскрывающиеся губки со стыковочным разрезным коническим отверстием и зажимом токоведущего провода в виде выступа в нижней части губок.
Общими признаками предлагаемого решения и прототипа является то, что станок содержит станину, подающий суппорт с захватом для щетки, устройство для введения токоведущего провода в отверстие щетки с направляющей трубкой и пневмозажимом, устройство для запрессовки провода в тело щетки, устройство для резки токоведущего провода.
Отличительными признаками является то, что подающий суппорт с захватом для щетки выполнен поворотным с возможностью вертикального перемещения и соосного совмещения как с устройством для введения токоведущего провода в отверстие щетки, так и с дополнительно закрепленной на станине коническо-цилиндрической штангой, укрепленной на станине с зазором, причем диаметр ее цилиндрической части равен диаметру отверстия в теле щетки, при этой устройство для введения токоведущего провода в отверстие щетки выполнено с возможностью вертикального перемещения и дополнительно содержит одетую на направляющую трубку подпружиненную стыковочную трубку, а захват для щетки выполнен в виде корпуса захвата со сквозным фигурным отверстием, на задней стенке которого установлен пневмозажим для фиксации щетки в захвате, причем на корпусе захвата перед сквозным фигурным отверстием закреплены управляемые дополнительным пневмоцилиндром раскрывающиеся губки со стыковочным разрезным коническим отверстием и зажимом токоведущего провода в виде выступа в нижней части губок.
В патентной и научно-технической литературе не обнаружены технические решения с предлагаемой совокупностью и взаимосвязью отличительных признаков.
Таким образом, предлагаемое техническое решение обладает новизной и существенными отличиями.
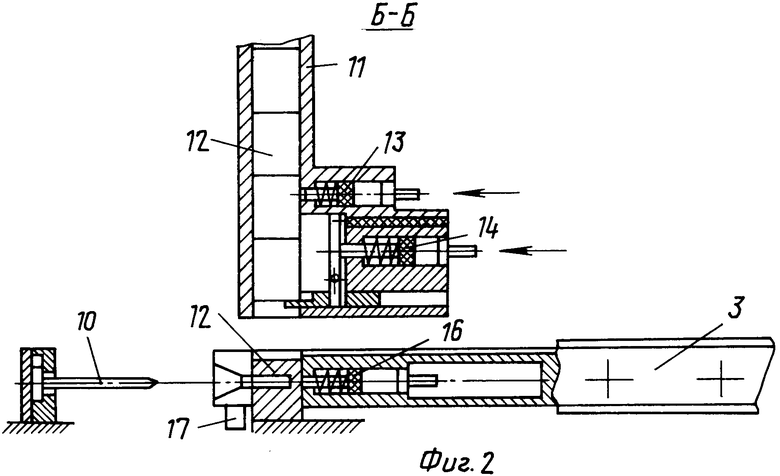
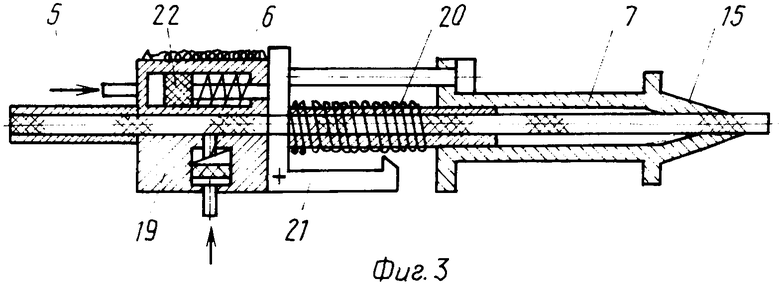
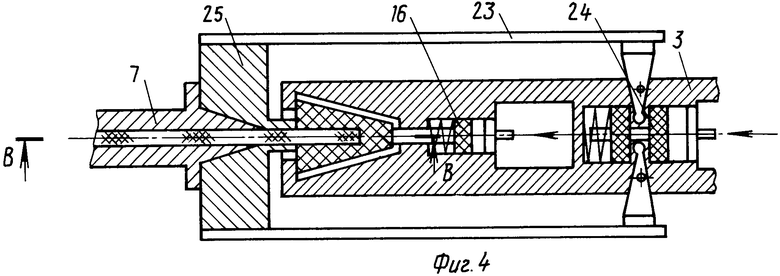
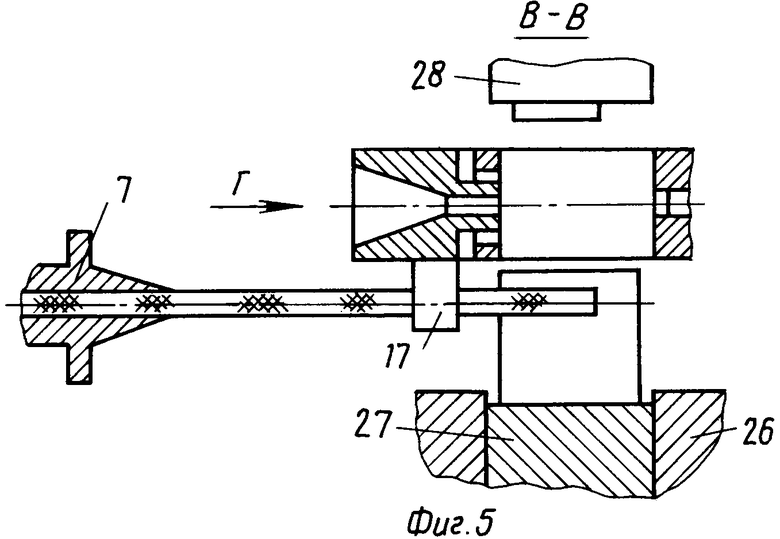
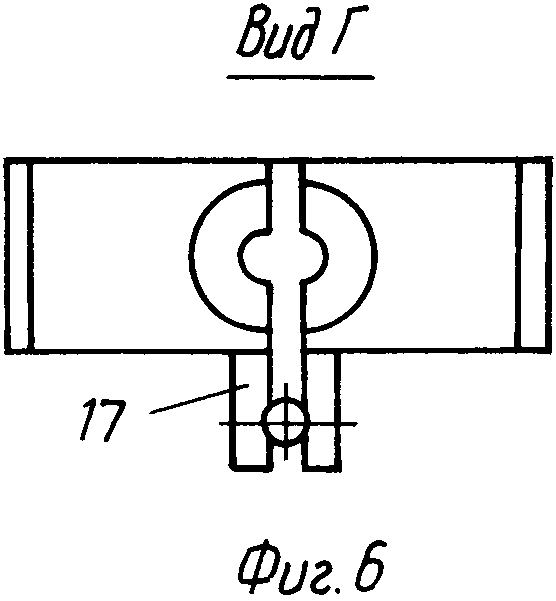
На фиг. 1 представлена общая компановка станка для закрепления токоведущего провода щеток электрических машин; на фиг.2 - разрез Б-Б на фиг.1; на фиг.3 - конструкция устройства для введения токоведущего провода в отверстие щетки; на фиг.4 - конструкция поворотного подающего суппорта с захватом для щетки; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - вид по стрелке Г на фиг.5.
Станок для закрепления токоведущего провода щеток электрических машин состоит из станины пресса 1, поворотного с возможностью вертикального перемещения подающего суппорта 2 с захватом 3, устройства для введения токоведущего провода в тело щетки 4 с направляющей трубкой 5, пневмозажимом 6 и дополнительной подпружиненной стыковочной трубкой 7, устройства для запрессовки провода в тело щетки 8, устройства для резки токоведущего провода 9, закрепленной на станине 1 стыковочной штанги 10, подающей кассеты 11 с заготовками щеток 12, верхнего 13 и нижнего 1 пневмозажимов привода кассеты, катушки с токоведущим проводом 15, пневмозажима 16, фиксирующего щетку в захвате 3, зажима провода 17 в виде выступа в нижней части захвата 3, приемный бункер для готовых щеток 18.
Устройство для введения токоведущего провода в отверстие щетки, состоит из корпуса 19, пневмозажима 6 для фиксации провода 15 относительно корпуса 19, направляющей трубки 5 для токоведущего провода 15, подпружиненной стыковочной трубки 7, пружины 20, защелки 21 и пневмозажима 22, управляющего защелкой 21.
Подающий поворотный суппорт с захватом для щеток, состоит из корпуса захвата для щеток 3, укрепленных на этом корпусе с возможностью поворота удлинителей 23, управляемых дополнительным пневмоцилиндром 2, раскрывающихся губок 25 со стыковочным разрезным коническим отверстием, захвата для щетки 3 со сквозным отверстием для предварительной ориентации щетки 12 в захвате 2 и пневмозажимом 16 для фиксации щетки путем прижатия ее к передней стенке фигурного отверстия, зажима провода 17. На фиг.3 показаны также матрица пресса 26 с выталкивателем 27, а также пуансон пресса 28.
Станок работает следующим образом.
В исходном положении поворотный суппорт 2 с захватом для щетки 3 установлен соосно стыковочной штанге 10, заготовка щетки 12 с отверстием для токоведущего провода помещена в захват для щетки 3. Подающий суппорт 2 перемещается вперед и происходит совместное одевание на стыковочную штангу 10 захвата для щетки 3 и заготовки щетки 12, после чего заготовка фиксируется относительно захвата 3 пневмозажимом 16. Эта операция необходима для того, чтобы обеспечить соосное положение стыковочного конуса захвата для щетки 3 и отверстия в заготовке щетки 12. В этом случае допустимые по технологии изготовления заготовок щеток небольшие отклонения в расположении отверстия относительно тела щетки не скажутся на надежность работы станка. Стыковочная штанга 10 укреплена на станине с зазором с возможностью самоустановки за счет заходного конуса, при этом диаметр ее цилиндрической части равен диаметру отверстия в теле щетки. После фиксации щетки захват 3 отводится назад, суппорт 2 поворачивается и доставляет щетку на позицию сборки, расположенную над пресс-формой устройства для запрессовки провода в теле щетки 8. Затем ход вперед делает устройство для введения токоведущего провода в тело щетки 4, сматывает с катушки токоведущий провод 15 и вводит его в отверстие в щетки. Далее происходит одновременное разжатие захвата для щетки 3, освобождение щетки пневмозажимом 16 и опускание устройства для введения токоведущего провода в тело щетки 4. Заготовка щетки с вставленным проводом опускается и входит в пресс-форму. Следует сжатие захвата для щетки 3 и фиксация токоведущего провода 15 смыкающимися выступами 17 в нижней части захвата 3. В этом положении устройство для введения токоведущего провода в отверстие щетки 4 делает ход назад, при этом пневмозажим 6 выключается. Величина этого хода определяет длину отрезаемого токоведущего провода щетки. Перед резкой токоведущий провод вставлен в отверстие щетки, зафиксирован, устройство для выведения токоведущего провода в отверстие щетки 4 отведено назад. Устройство для резки токоведущего провода 9 перемещается вперед и отрезает провод. Это устройство смещено относительно центра пресс-формы на расстояние, что обеспечивает отрезку провода нужной длины. После этого захват 3 разжимается и происходит запрессовка токоведущего провода в заготовку щетки, что сопровождается вертикальным смещением щетки. После запрессовки щетка вновь попадает в захват для щетки 3 и после его срабатывания фиксируется зажимом в виде выступа 17 в нижней части губок 25. Подающий суппорт 2 делает ход вверх, вынимая щетку из пресс-формы, затем поворачивается и опускается в исходное состояние. Через некоторую выдержку времени после начала поворота захват для щетки 3 разжимается и готовая щетка попадает в приемный бункер 18.
После того как захват щетки 3 занял исходное положение, начинает работать привод кассеты 11. Первым включается верхний пневмозажим 13, удерживающий весь столб щеток. Потом включается нижний пневмозажим 14 с убирающейся шторкой и нижняя заготовка щетки падает в захват для щетки 3. Первым отключается нижний пневмозажим 14, шторка перекрывает канал перемещения щеток вниз, а затем отключает верхний пневмозажим 14. Весь столб щеток смещается вниз и первая щетка упирается в шторку. Кассета 11 приходит в исходное положение.
Устройство для введения токоведущего провода в отверстие щетки работает следующим образом.
В исходном положении пружина 20 разжата, провод 15 немного выступает за конец стыковочной трубки 7. При движении корпуса 19 вперед совместно с устройством для введения токоведущего провода в отверстие щетки 4 включается пневмозажим 6. Стыковочная трубка 7 входит в коническое стыковочное отверстие захвата для щетки 3, упирается в него, и трубка 5 с зафиксированным относительно нее проводом 15 перемещается внутри стыковочной трубки 7, осуществляя ввод провода в тело щетки. Глубина введения провода определяется величиной хода вперед. Одновременно провод сматывается с катушки. После того как провод в отверстие введен, захват 3 раскрывается, и устройство для введения токоведущего провода в отверстие щетки 4 вместе с щеткой спускается вниз. Это необходимо для фиксации провода в щетке, чтобы исключить возможность его выпадания из щетки при отводе устройства для введения токоведущего провода в отверстие щетки 4 назад. Фиксация провода в щетке производится путем повторного закрытия захвата 3, после чего устройство для введения токоведущего провода в отверстие щетки 4 отходит назад. Этот ход назад определяет длину токоведущего провода щетки. Затем включается пневмозажим 6 и производится резка токоведущего провода. В момент резки провод оказывается зафиксированным зажимами с двух сторон и его смещение исключается. После резки провода устройство для введения токоведущего провода в отверстие щетки 4 находится в исходом положении, при этом конец провода может выступать за стыковочную трубку 7 или перекрываться ею, для чего требуется специальный механизм для ее дополнительного отвода на момент резки токоведущего провода и последующего освобождения для перекрытия проводов. В качестве этого механизма используется фиксирующая защелка 21 с пневмозажимом 22 для ее освобождения после резки токоведущего провода. После того, как провод в отверстие щетки введен, защелка 21 фиксирует стыковочную трубку 7 в сжатом состоянии, а после резки токоведущего провода включается пневмозажим 22 и освобождает защелку. Конец провода оказывается утопленным в стыковочной трубке 7. Это может быть полезным в том случае, когда после резки провод сильно демпфируется и для хорошего введения его нужно выпрямить.
Захват для щетки 3 работает следующим образом. В исходном состоянии губки 25, закрепленные на удлинителях 23, сжаты и щетка 12 из подающей кассеты 11, установленной над захватом для щетки 3, попадает в фигурное сквозное отверстие этого захвата, удерживаясь снизу упорной площадкой. Включается пневмозажим 16 и производит предварительную фиксацию щетки в захвате 3. Затем захват 3 перемещается вперед и происходит совместное надевание на стыковочную штангу 10 захвата для щетки 3 и самой щетки. В этот момент пневмозажим 16 отключается, отверстие в щетке располагается соосно со стыковочным коническим отверстием в губках 25 и включением пневмозажима 16 это положение щетки фиксируется. Захват 3 отходит назад, штанга 10 вынимается, и щетка подается на позицию сборки. Устройство для введения токоведущего провода в тело щетки 4 выдвигается вперед, в это время пневмозажим 6 включен и, следовательно, токоведущий провод неподвижен относительно корпуса 19. Поэтому при движении стыковочной штанги 7 происходит введение токоведущего провода в отверстие щетки через стыковочное коническое отверстие в захвате для щетки 3. Когда провод введен, то включается пневмоцилиндр 24 и губки захвата 3 разжимаются, устройство для введения токоведущего провода в отверстие щетки 4 опускается вместе со щеткой вниз, при этом провод проходит через образующуюся щель между губками 25. Щетка входит в отверстие матрицы 26 пресса и упирается в выталкиватель 27. Выключается пневмоцилиндр 24 и зажимом 17 провод фиксируется, после чего отключается пневмозажим 6, устройство для введения токоведущего провода в тело щетки 4 отходит назад, вновь включается пневмозажим 6 и производится резка провода. Пневмоцилиндр 24 включается, освобождая щетку, и затем пуансон 28 проходит сквозь фигурное отверстие захвата 3 и производит запрессовку провода. Выталкиватель пресса 27 поднимает щетку и вновь токоведущий провод оказывается между зажимами 17. Хотя после запрессовки щетка несколько уменьшает свою высоту и токоведущий провод будет расположен ниже, чем до запрессовки, однако это смещение компенсируется протяженностью зажима 17. Далее отключается пневмоцилиндр 24, зажим 17 зажимает провод. Затем захват для щетки 3 перемещается вверх, вытаскивая щетку за провод из пресс-формы, и поворотом захвата 3 удаляет ее из рабочей зоны пресса. Через некоторое время после начала поворота пневмоцилиндр 24 включает, щетка освобождается и падает в приемный бункер 18. После завершения поворота пневмоцилиндр 24 отключается и захват для щетки 3 занимает исходное положение. При поступлении следующей щетки из подающей кассеты цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2037231C1 |
| ТОКОСЪЕМНОЕ УСТРОЙСТВО | 1992 |
|
RU2037243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1996 |
|
RU2097886C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНОПАТОЧНОГО ПОРОШКА ДЛЯ КРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА К ТЕЛУ ЩЕТКИ | 1998 |
|
RU2150163C1 |
| Конопаточный станок для закрепления провода в электрощетках | 1984 |
|
SU1239780A2 |
| Станок для соединения витков бортового кольца из стальной ленты | 1981 |
|
SU1022771A1 |
| Щетка для электрической машины | 1989 |
|
SU1705931A1 |
| Конопаточный порошок для крепления токоведущего провода к щетке электрических машин | 1980 |
|
SU909734A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОСЪЕМНИКОВ | 1990 |
|
RU1809725C |
| СОСТАВ ДЛЯ ПРОПИТКИ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2176119C1 |
Использование: изобретение относится к машиностроению и может быть использовано для автоматизации сборочных процессов при изготовлении щеток электрических машин. Сущность изобретения: подающий суппорт 2 с захватом для щетки 3 выполнен поворотным с возможностью вертикального перемещения и соосного совмещения как с устройством для введения токоведущего провода в отверстие щетки 4, так и с дополнительно закрепленной на станине 1 коническо-цилиндрической стыковочной штангой 10, закрепленной на станине 1 с зазором, причем диаметр ее цилиндрической части равен диаметру отверстия в теле щетки. Устройство для введения токоведущего провода в отверстие щетки 4 выполнено с возможностью вертикального перемещения и дополнительно содержит надетую на направляющую трубу подпружиненную стыковочную трубу 7. Захват для щетки 3 выполнен в виде корпуса захвата со сквозным фигурным отверстием, на задней стенке которого установлен пневмозажим для фиксации щетки в пневмозажиме, причем на корпусе захвата 3 перед сквозным фигурным отверстием закреплены управляемые дополнительным пневмоцилиндром раскрывающиеся губки со стыковочным разрезным коническим отверстием и зажимом токоведущего провода в виде выступа в нижней части губок. 6 ил.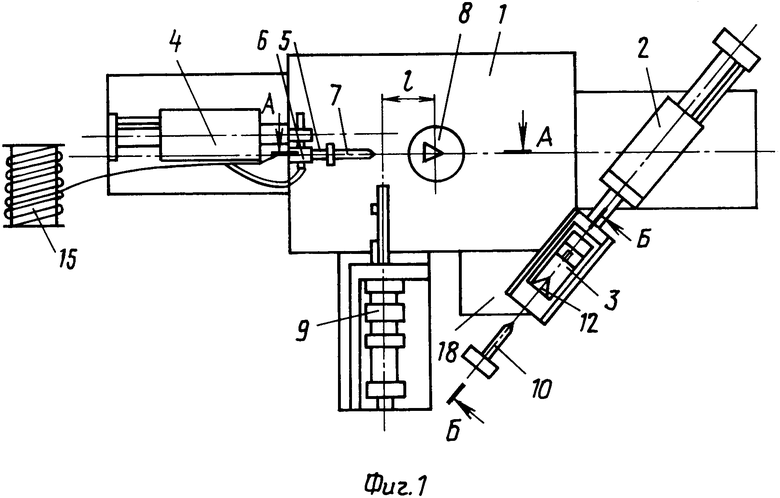
СТАНОК ДЛЯ ЗАКРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА В ЩЕТКАХ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН, содержащий станину, подающий суппорт с захватом для щетки, устройство для введения токоведущего провода в отверстие щетки, содержащее направляющую трубку и пневмозажим, устройство для запрессовки провода в тело щетки, устройство для резки токоведущего провода, отличающийся тем, что, с целью расширения технологических возможностей, подающий суппорт выполнен поворотным с возможностью вертикального перемещения и соосного совмещения как с устройством для введения токоведущего провода в отверстие щетки, так и с дополнительно введенной и закрепленной на станине, конически-цилиндрической стыковочной штангой, укрепленной на станине с зазором, причем диаметр ее цилиндрической части равен диаметру отверстия в теле щетки, при этом устройство для введения токоведущего провода в отверстие щетки выполнено с возможностью вертикального перемещения и дополнительно содержит подпружиненную стыковочную трубку, надетую на направляющую трубку, а захват для щетки выполнен в виде корпуса со сквозным фигурным отверстием, на задней стенке которого установлен пневмозажим для фиксации щетки в захвате, причем на корпусе захвата перед сквозным фигурным отверстием закреплены управляемые дополнительным пневмоцилиндром раскрывающиеся губки со стыковочным разрезным коническим отверстием и зажимом токоведущего провода в виде выступа в нижней части губок.
| Конопаточный станок для закрепления провода в электрощетках | 1977 |
|
SU729709A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
