ю to ч
Изобретение относится к оборудованию для шинной промышленности.
Известно устройство для соединения витков бортового кольца из стальной ленты соединительными скобами, содержащее станину с установленным на ней подвижным по вертикали основанием с формующими элементами 1 .
Недостатками станка являются установка соединительных скоб на бортовом кольце вручную, низкое качество соединения из-за отсутствия регулировки длины концов заготовки скобы.
Цель изобретения - повышение качества соединения и автоматизация процесса.
Поставленная цель достигается тем, что станок для соединения витков бортового кольца из стальной ленты, содержащий станину с установленными на ней опорой для кольца и узлом формирования замка скобы, выполненным в виде вертикально подвижного основания, несущего формующие элементы, снабжен установленными на станине механизмом подачи ленты, размещенными в общем корпусе механизмом отрезки ленты,, узлом формирования соединительной скобы и механизмом фиксации кольца, содержащим вертикально подвижные захваты и неподвижный упор, при этом узел формирования замка скобы снабжен закрепленным на подвижном основании поворотным диском с установленными на нем свободно вращающимися подпружиненными роликами, оси которых расположены под разными углами к торцу диска.
Узел формирования соединительной скобы выполнен в виде вертикально подвижного сменного пуансона с пазом и подпружиненным вкладышем, а также вертикально подпружиненного ножа, контактирующего с пуансоном.
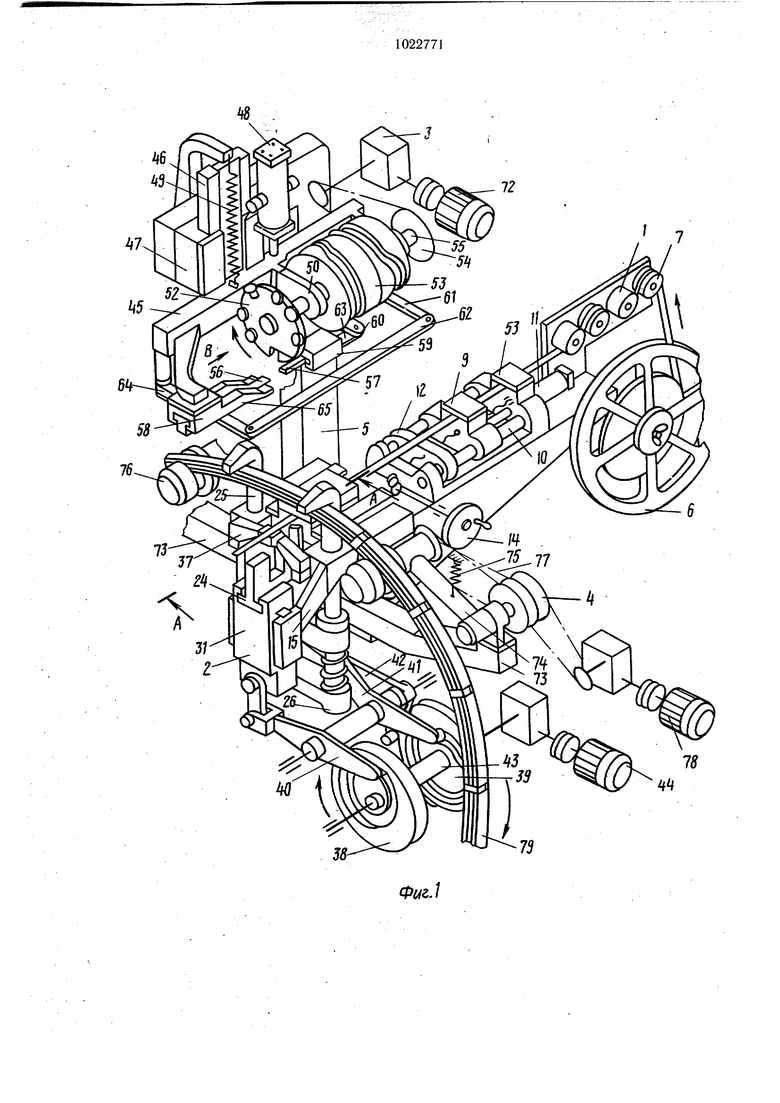
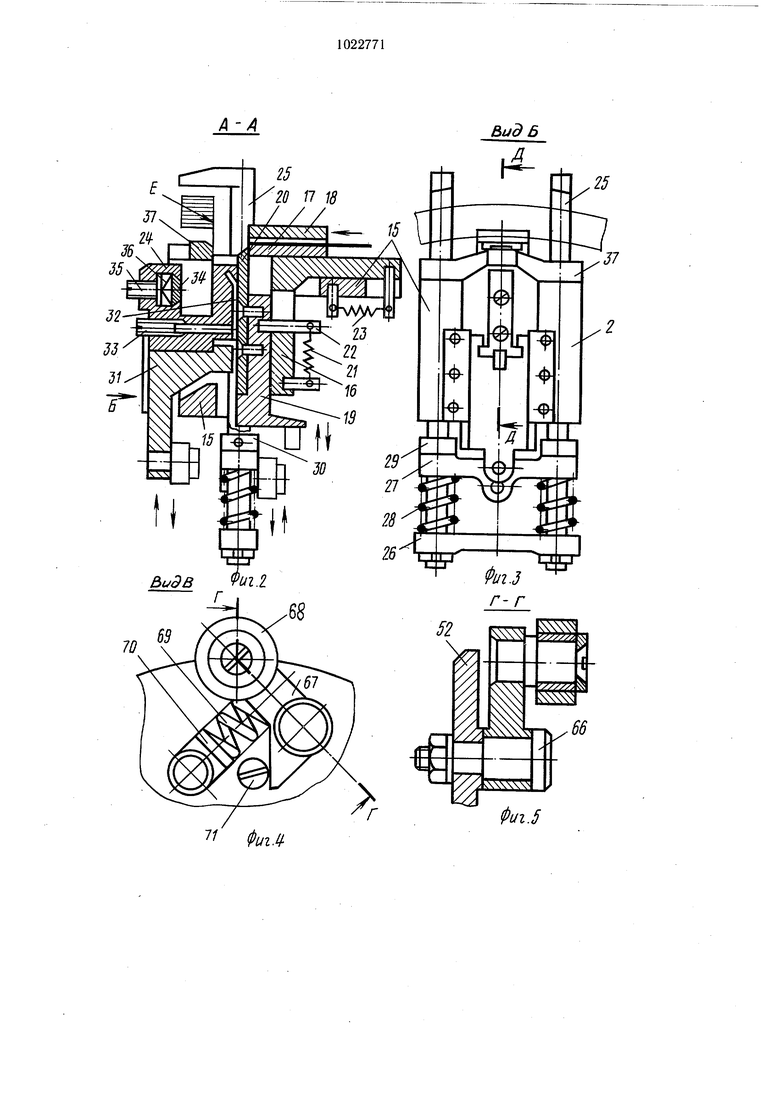
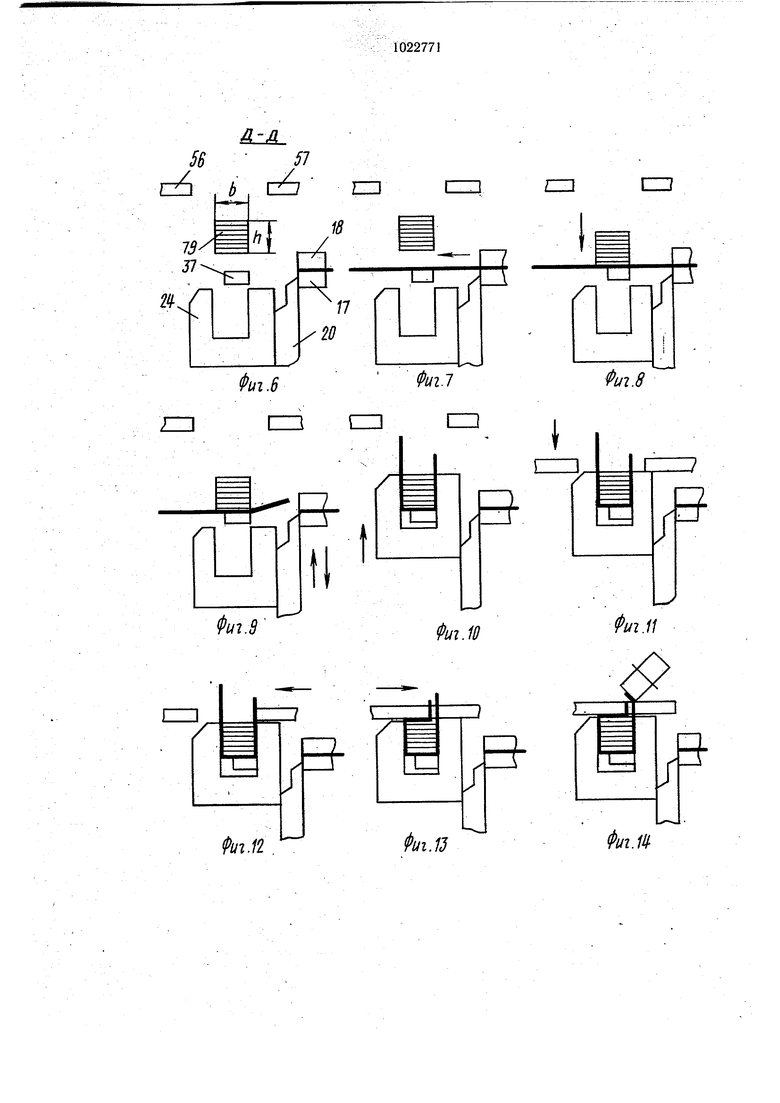
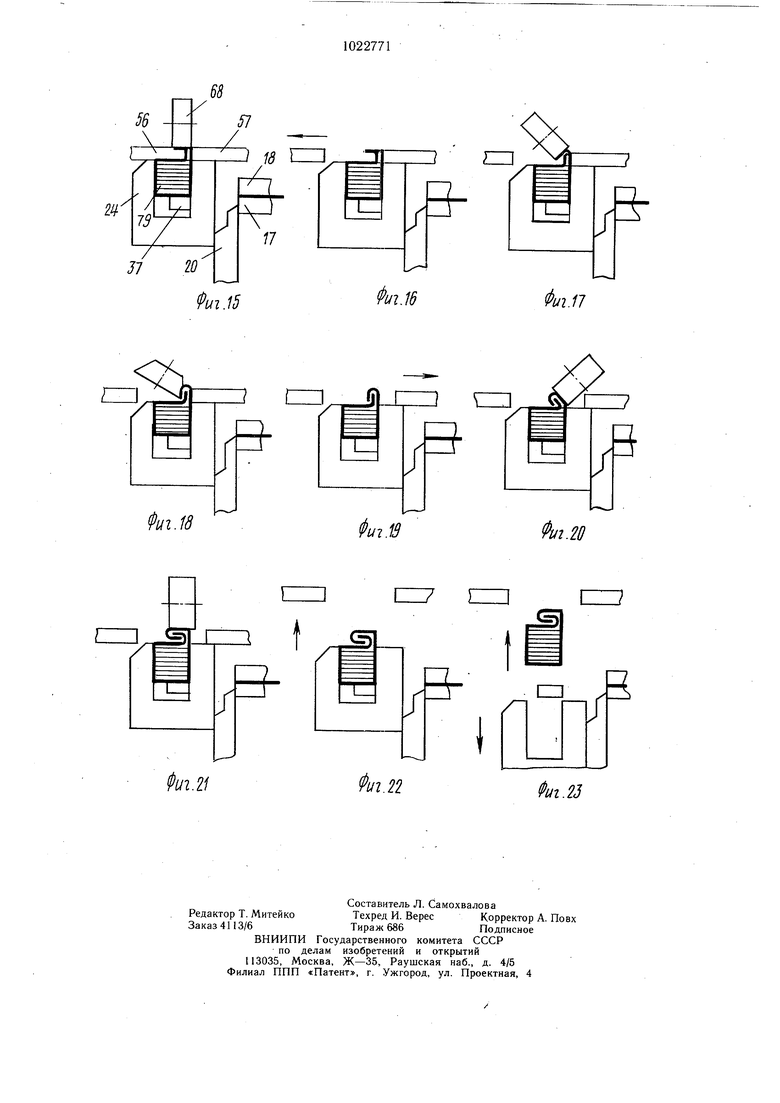
На фиг. 1 изображен станок для наложения скоб, исходное положение; на фиг. 2 сечение на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг.- 4 - вид по стрелке В на фиг. 1; на фиг. 5 - сечение Г-Г на фиг. 4; на фиг. б - разрез Д-Д на фиг. 3, исходное положение кольца и рабочих органов; на фиг. 7 - положение ленты после подачи; на фиг. 8, 9 и 10 - последовательность работы механизма резки и обжимки; на фиг. 11-22 - последовательность работы механизма формирования замка; на фиг. 23 - исходное положение.
Станок для соединения витков бортовых колец, из, стальной ленты содержит механизм подачи ленты 1, механизм резки и обжима 2, механизм формирования замка 3, механизм поворота кольца 4, которые расположены на станине 5.
Механизм подачи ленты 1, установленный на выступе станины, содержит устройство 6 для установки рулона с металличес кой лентой, правильное устройство 7, неподвижный пневмозажим 8 и подвижный пневмозажим 9, установленный на направляющих 10 с возможностью перемещения от .пневмоцилиндра 11. Подвижный пневмозажим 9 имеет подвижный упор 12, регулируемый винтом 13 от маховичка 14.
Механизм резки и обжимки содержит фигурный корпус 15, на котором установлена каретка 16 с закрепленными на ней основанием 17, режущей планкой 18 и ползуном 19, который установлен с возможностью перемещения по вертикали. На ползуне 19 установлен нож 20, примыкающий
к торцам основания 17 и режущей планке 18. Ползун 19 в исходном положении поджат; пружиной 21 к нижней части паза каретки 16 до упора в него штифта 22.
Каретка 16 в исходном положении поджата пружиной 23 до упора ножа в задний
торец пуансона 24.
На корпусе 15 установлены с возможностью перемещения по вертикали захваты 25, связанные поперечиной 26 и несущие подвижную поперечину 27 с проушиной,
прижатую пружинами 28 к кольцам 29, зафиксированным штифтами 30 на захватах 25. На корпусе15 имеется ползун 31, установленный с возможностью перемещения по вертикали, на котором закреплен пуансон 24, имеющий несколько разновидностей в
зависимости от размеров кольца.
Пуансон 24 имеет упор 32, выполненный в виде плоской пружины, регулируемой винтом 33, и вкладыш 34, регулируемый винтом 35 через пружину 36.
На корпусе 15 имеется неподвижный
упор 37.
Ползун 19 с ножом 20, поперечина 27 с захватами 25 и ползун 31 с пуансоном 24 приводятся в движение от кулачков 38 и 39 через фигурные рычаги 40, 41 и 42.
Кулачки 38 и 39 расположены на валу 43, который может вращаться от привода 44. Рычаг 42 приводится в действие с помощью выступа на цилиндрической поверхности кулачка 39.,
Механизм формирования замка 3 состоит из подвижного основания 45, на котором закреплена направляющая 46. Направляющая 46 установлена в обойме 47, связанной со станиной 5 станка. Основание 45 установлено с возможностью перемещения по вертикали от пневмоцилиндра 48 и возвратной пружины 49. На основании 45 в подшипниках 50 установлен вал 51 с закрепленным на нем диском 52, кулачками 53 и 54 и звездочкой 55.
На основании 45 имеются также боковые толкатели 56 и 57, установленные в направляющих 58 и 59. Толкатели 56 и 57 установлены с возможностью перемещения по заданному циклу от кулачков 53 и 54 через шатуны 60 и 61 с пальцами, взаимодействующими с пазами кулачков 53 и 54, тяги 62 и 63 и рычаг 64. Направляющая 58 имеет упоры 65, которые взаимодействуют с бортовым кольцом из стальной ленты и служат для останова механизма формирования замка в нужном положении. На диске 52 шарнирно установлены на осях 56 подпружиненные рычаги 67 со свободновращающимися роликами 68, рычаги 67 соединены с пружиной 69, усилие которой регулируется клиньями 70. Величина вылета роликов 68 регулируется эксцентриковыми упорами 71. Вал 51 соединен с приводом 72. Механизм поворота кольца 4 состоит из двух шарнирно закрепленных на поперечине 73 рычагов 74, прижатых к верхним упорам (не показаны) пружинами 75. На концах рычагов 74 имеются фигурные обрезиненные ролики 76, приводимые цепью 77 от привода 78. Станок работает следующим образом. Кольцо 79 вручную или манипулятором устанавливается в пазы сменных подпружиненных роликов 76. Кронштейны захватов 25 при этом находятся над кольцом и немного не доходят до поверхности кольца любой обрабатываемой высоты h. Задний торец кольца любой обрабатываемой ширины в всегда совмещается с базовой плоскостью Е. На ней же находится замок и задняя стенка паза сменного пуансона 24. Включается станок. При этом сначала срабатывает механизм подачи ленты, подавая пневмозажимом 9 конец ленты на нужную величину, задаваемую положением упора 12, в зазор между верхней поверхностью упора 37 и нижней поверхностью кольца (для наглядности, передний конец ленты показан в выдвинутом вперед положении). Далее по циклу начинает работать механизм резки и обжимки. Распределительный вал 43 поворачивается сначала на 210°. При этом захваты 25 опускают кольцо вместе с подпружиненными роликами 76 до упора кольца в выступающую поверхность упора 37. При этом поданный передний конец стальной ленты надежно зажимается между упором и кольцом. . Привод захватов производится от кулачка 39 через рычаг 41 за поперечину 27. После упора кольца в верхнюю поверхность упора 37 поперечина продолжает на небольшое расстояние перемещаться вниз, сжимая пружины 28. Таким образом кольцо и конец стальной ленты .оказываются надежно зафиксированными перед дальнейшими операциями. Наличие свободного хода поперечины 27 обеспечивает универсальность механизма резки и обжимки при зажиме колец различной высоты сечения h. После зажима конца ленты подвижный пневмозажим 9 выключается и подается в исходное положение. Неподвижный зажим 8 при этом, выключается, чтобы избежать сдвига ленты назад. После опускания захвата 25 следует отрезка скобы. Это производится ножом 20, который проводится от выступа на образующей кулачка 39, через рычаг 42, упирающийся концом в выступ ползуна 19, при продолжении поворота вала 43 на 210°. Нож после отрезки сразу же возвращается пружиной 21 в исходное полох ение. После отрезки заготовки следует движение ползуна 31 с пуансоном 24 вверх. Ползун приводится кулачком 38 через рычаг 40. При этом заготовка скобы огибает сечение кольца с двух сторон. Пуансон 24 для повышения плотности обжимки имеет подпружиненный вкладыш 34 (фиг. 2). Поворот вала 43 на 210° закончен. Далее по циклу производится опускание пневмоцилиндром 48 механизма формирования замка 3 до упора выступов-упоров 65 в поверхность зажатого захватами кольца, на которой упоры 65 не показаны. Таким обоазом механизм формирования замка при любой высоте h обрабатываемого кольца останавливается на уровне его поверхности. Пружина 49 у.меньшает давление пневмоцилиндра на упоры во избежание их поломки. После этого включается проворот вала 51 на 360°. При этом сначала начинает работать боковой толкатель 57, который подводится к базовой поверхности , упираясь в короткий конец заготовки скобы. Далее боковой тачкатель 56, выдвигаясь вправо, формирует по торцу толкателя 57 длинный конец заготовки скобы. Таким образом, концы заготовки оказываются зажатыми между торцами боковых толкателей, после чего при дальнейшем вращении диска 52 производится окончательное формирование замка подпружиненными роликами 68. Сначала следует отгиб кромки правого конца заготовки на 45° далее еще на 45° Угол бокового толкателя 56 облегчает процесс гибки. После этого толкатель 56 выводится влево, так как он мешает проведению дальнейших операций. Далее следует гибка на 45° цилиндрическим роликом и гибка на следующие 45° коническим роликом. Конический ролик подпрессовывает образовавшийся замок на торце правого бокового толкателя, который затем выводится вправо, чтобы не мешать выполнению дальнейших операций (фиг. 19).
Далее производится гибка образовавшегося замка на 45° и гибка на оставшиеся 45° с подпрессовкой.
Механизм формирования замка возвратной пружиной 49 выводится из рабочей зоны вверх.
Производится поворот распределительного вала 43 механизма резки и обжимки на оставшиеся 150° до завершения полного оборота. При этом сначала уходит вниз пуансон 24, а затем поднимаются захваты 25.
Подпружинен1 ые ролики 76 пружинами 75 вместе с кольцом 79 поднимаются. Кольцо таким образом приходит в исходное положение.
Включается механизм поворота кольца. Ролики 76, вращаясь приводом 78 на заданный угол, поворачивают висящее на них кольцо на величину шага скоб, 100-120 мм.
Все приводы управляются конечными выключателями (не показаны). Далее цикл повторяется.
При работе станка выполняется ряд регулировок.
Длины концов заготовки, влияющие на качество замка, регулируются во время работы станка следующим образом.
Длина переднего конца заготовки регулируется по лимбу маховиком 14, который перемещает подвижный упор 12.
Длина заднего конца заготовки регулируется винтом 33, отжимающим пружину 32, в которую упирается каретка 16 с ножом. Таким образом, линия реза перемещается вдоль ленты на наружную величину. Грубая установка линии реза производится при установке пуансона. Каждый пуансон имеет свою толщину задней стенки, которая и устанавливает каретку 16 с ножом в нужное положение.
Так как замок находится возле базовой плоскости Е, то возможна обработка колец
с большим диапазоном ширин в с минимумом переналадок.
Сменяется только пуансон, регулируется длина переднего конца заготовки и производится точная регулировка заднего конца заготовки.
При обработке колец с различной высотой h никаких регулировок не требуется, так как механизм формирования замка следящими упорами 65 авто.матически устанавливается в нужное положение. При обработке колец различной ширины в необходимо менять ролики 76, которые выполнены быстросменными.
Ролики имеют пазы различной ширины, соответствующие ширине в обрабатываемых
колец. Задняя стенка паза роликов совпадает с базовой плоскостью Е.
Станок для соединения витков бортовых колец из стальной ленты позволяет надежно соединять витки колец, что улучщает качество покрышек. Станок дает возможность
автоматизировать процесс изготовления бортового кольца, а также увеличить производительность.
Фиг./ bud 6 фиг.5
&::Л.
56 57
I / I
П 11 1EZ1
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ СКОБ И СКРЕПЛЕНИЯ ИМИ ЭЛЕМЕНТОВ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, НАПРИМЕР ПРУЖИН И РАМОК ПРУЖИННЫХ МАТРАСОВ | 2001 |
|
RU2199414C1 |
| Автомат для сборки хомута из ленты | 1972 |
|
SU562358A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| Станок для закрепления стыков бортового кольца | 1984 |
|
SU1227298A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| БИБЛИОТЕКА IЛ. И. Фалалеев | 1972 |
|
SU349456A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
1. СТАНОК ДЛЯ СОЕДИНЕНИЯ ВИТКОВ БОРТОВОГО КОЛЬЦА ИЗ СТАЛЬНОЙ ЛЕНТЫ, содержащий станину с установленными на ней опорой для кольца и узлом формирования замка скобы, выполненным в виде вертикально подвижного основания, несущего форму1бщие элементы, отличающийся тем, что, с целью повышения качества соединения и автоматизации процесса, станок снабжен установленными на станине механизмом подачи ленты, размещенными в общем корпусе механизмом отрезки ленты, узлом формирования соединительной скобы и механизмом фиксации кольца, содержащим вертикально подвижные захваты и неподвижный упор, при этом узел формирования замка скобы снабжен закрепленным на подвижном основании поворотным диском с установленными на нем свободно вращающимися подпружиненными роликами, оси которых расположены под разными углами к торцу диска. 2. Станок по п. 2, отличающийся тем, что узел формирования соединительной скобы выполнен в виде вертика.тьно подвижного сменного пуансона с пазом и подпружиненным вкладышем, а также вертикально подпружиненного ножа, контактируюС щего с пуансоном.
иг..7
СП CZ3ЕИ
пз
.
..
//z.f/
.//
иг.12
Й/г./
г./J
wz./
Фиг,16
Фиг.17
CZZ
Фи2.13
Фиг.20
/
te.2/
Й/г.
.J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для соединения витков бортового кольца из стальной ленты | 1977 |
|
SU716688A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
