Изобретение относится к электротехнике и касается способа изготовления высокоомных щеток электрических машин, а именно электрических машин с затрудненными условиями коммутации.
Известен способ изготовления высокоомных щеток электрических машин (Лившиц П. С. Справочник по щеткам электрических машин. М. Энергоатомиздат, 1983, с. 13, 14 кл. III, гр. B, с. 38), включающий смешение углеродистого наполнителя (графита) с термореактивным олигомером (обычно бакелитовым лаком), прессование.
Недостатком известного способа является сравнительно низкая надежность щеточно-коллекторного узла машин бытовой техники и электроинструмента, что проявляется в повышенной скорости износа щеток, изготовленных по этому способу. Удельное электрическое сопротивление щеток, изготовленных по данному способу, не превышает 150 мкОм•м.
Известен способ изготовления щеток электрических машин (заявка Японии N 58-26156, кл. H 01 R 39/26, 1983), включающий смешение углеродистого наполнителя (графита с зольностью менее 0,05) со связующим из синтетической смолы, измельчение полученной смеси, прессование и термообработку.
Недостатком данного способа является то, что изготовленные по нему щетки характеризуются низким удельным электрическим сопротивлением (80 100 мкОм• м) и, как следствие, неудовлетворительной коммутирующей способностью при работе на машинах с затрудненными условиями коммутации.
Известен также способ изготовления щеток электрических машин (авт. св. N 574799, кл. H 01 R 39/20 прототип), включающий смешение углеродистого наполнителя с термореактивным олигомером, измельчение и прессование.
Недостатком щеток, изготовленных по известному способу, является то, что, несмотря на сравнительно высокие значения удельного электрического сопротивления (до 400 мкОм•м), они не обеспечивают надежность работы щеточно-коллекторного узла в результате низкой износостойкости щеток.
Целью изобретения является повышение надежности работы щеточно-коллекторного узла электрических машин с затрудненными условиями коммутации за счет улучшения эксплуатационных характеристик щеток.
Поставленная цель достигается тем, что в известном способе изготовления щеток электрических машин, включающем смешение углеродистого наполнителя с термореактивным олигомером, измельчение, прессование, смешение углеродистого наполнителя с термореактивным олигомером проводят при 100 140oC, затем обработанный углеродистый наполнитель подвергают термообработке при 190 - 270oC, после чего полученную массу смешивают с термореактивным олигомером с последующим измельчением и прессованием.
Общими признаками предлагаемого технического решения с прототипом являются смешение углеродистого наполнителя с термореактивным олигомером, измельчение и прессование.
Отличительными признаками являются проведенные смешения углеродистого наполнителя с термореактивным олигомером при 100 140oC, после чего обработанный таким образом углеродистый наполнитель подвергают термообработке при 190 270oC, а затем полученную массу смешивают с термореактивным олигомером с последующим измельчением и прессованием.
Техническое решение является промышленно применимым. Щетки, изготовленные по предлагаемому способу, имеют более высокие, чем известные серийные марки, эксплуатационные характеристики и в настоящее время применяются для комплектации двигателей воздуховсасывающих агрегатов мощностью до 1,2 квт. Проведенные предварительные испытания показали их преимущества также и при работе на двигателях электроинструмента и ряда бытовых приборов.
Сущность изобретения заключается в следующем. Известно, что увеличение удельного электрического сопротивления щеток улучшает их коммутирующую способность, уменьшает износ щеток и улучшает состояние коллектора электрических машин с затрудненными условиями коммутации (электроинструмент, пылесосы и т. п. ). Добиться этой цели путем простого увеличения содержания в композиции нетокопроводящего связующего часто невозможно, так как это приводит к появлению трещин и вздутий при горячем прессовании и термообработке щеток.
В данном техническом решении предлагается проводить смешение углеродистого наполнителя с термореактивным олигомером при 100 140oC, при этом в данном интервале температур, благодаря максимальной пластичности композиции, создаются условия нанесения на поверхность углеродистого наполнителя равномерной полимерной пленки, которая в результате термообработки при 190 270oC фиксируется на поверхности углеродистого наполнителя, переходя в неплавкое и нерастворимое состояние.
Смешение полученной таким образом массы с термореактивным олигомером позволяет получить пресскомпозицию, в последующем перерабатываемую методом прессования в высокоомные щетки без трещин и вздутий.
В некоторых случаях, когда требуется существенно повысить удельное электрическое сопротивление щеток, проводят неоднократное повторение (не менее 2-х раз) цикла "смешение углеродистого наполнителя с термореактивным олигомером при 100 140oC термообработка при 190 270oc" перед последующим смешением полученной массы с термореактивным олигомером, что позволяет в широких пределах (400 20000 мкОм•м) изменять удельное электрическое сопротивление щеток.
Пример 1. 40 кг (77 мас.) графита завальевского марки ЭУЗМ с зольностью 0,5 просеивают через сетку 025, загружают в смеситель типа ЗЛ-100. В работающий смеситель заливают 12 кг (23 мас.) 50 водного раствора меламиноформальдегидного олигомера смолы марки МС-Р100-С, ТУ 6-05-1867-79, включают обогрев и ведут перемешивание при нагревании до 100oC в течение 2 2,5 ч, затем обогрев отключают и массу охлаждают в смесителе до комнатной температуры. Предварительно обработанный олигомером графит выгружают из смесителя, загружают в сушильный шкаф типа СНОЛ-3,5 на металлических поддонах и подвергают термообработке при 220oC в течение 5 ч, охлаждают и просеивают через сетку 0,25. 48 кг (80 мас.) полученного порошка загружают в смеситель типа ЗЛ-100, в работающий смеситель заливают 12 кг (20 мас.) 50 водного раствора меламиноформальдегидного олигомера МС-Р100-С, включают обогрев и проводят смешение в течение 2 2,5 ч при повышении температуры до 95 100oC. Смесь выгружают из смесителя, охлаждают, просеивают через сетку 0,25. Из полученного таким образом пресспорошка прессуют заготовки размером 6,5 х 10 х 32 мм при следующих условиях: удельное давление прессования 500 кг/см2, температура 100 120oC, время выдержки под давлением составляет 20 с. Заготовки подвергают стабилизации в термошкафу при 200±10oC в течение 3 ч. Из полученных заготовок были изготовлены щетки размером 6,5 х 10 х 30 мм.
Пример 2. 3 кг (57,7 мас.) графита завальевского марки ЭУЗМ с зольностью 0,5 ГОСТ 10274-79, просеянного через сетку 025, и 1 кг (19,3 мас.) графита искусственного на основе кокса по ТУ 48-20-54-84, просеянного через сетку 025, загружают в смеситель типа ЗЛ-10, перемешивают при комнатной температуре в течение 30±5 мин. в работающий смеситель заливают 1,2 кг (23 мас.) фенолоформальдегидного олигомера бакелитового лака по ГОСТ 901-78, включают обогрев и ведут перемешивание при нагревании до 120oC в течение 2,0 2,5 ч, затем обогрев отключают и массу охлаждают в смесителе до комнатной температуры.
Предварительно обработанную бакелитовым лаком смесь углеродистых порошков подвергают термообработке в сушильном шкафу при 270oC в течение 4 ч.
4,8 кг (80 мас.) полученного порошка загружают в смеситель типа ЗЛ-10, в работающий смеситель заливают 1,2 кг (20 мас.) бакелитового лака. Последующая переработка осуществляется аналогично примеру 1.
Пример 3. 1 кг (20,8 мас.) графита марки ЭУТ-1 по ГОСТ 10274-79, просеянного через сетку 025, и 3 кг (62,5 мас.) электрографита по ТУ ФЭО. 045.903, просеянного через сетку 025, загружают в смеситель типа ЗЛ-10, перемешивают в течение 20±5 мин, в работающий смеситель загружают 0,8 кг (16,7 мас. ) анилинофенолформальдегидного олигомера смолы марки СФ342А по ГОСТ 18694-80 и перемешивают в течение 20±5 мин. Массу выгружают и перерабатывают суховальцевым способом, дважды вальцуя на вальцах типа ПД-630 при 140oC. Вальцованную массу измельчают на дробилке типа ДМ 300 и просеивают через сито 0,25.
Предварительно обработанную олигомером при вальцевании смесь углеродистых порошков подвергают термообработке в сушильном шкафу при 190oC в течение 6 ч, охлаждают и просеивают через сито 025.
4 кг (83,3 мас.) полученного порошка и 0,8 кг (16,7 мас.) анилинофенолоформальдегидного олигомера смолы марки СФ342А смешивают, вальцуют и измельчают выше изложенным способом. Последующую переработку проводят аналогично примеру 1.
Примеры 4 7. По технологии примера 1 были изготовлены щетки электрических машин с запредельными значениями температурных технологических параметров.
Прототип. 1,5 кг (30 мас.) графита марки ЭУТ-2 по ОСТ 10274-79, просеянного через сетку 025, 2,8 кг (56 мас.) электрографита по ТУ ФЭО.054.903, просеянного через сетку 045, смешивают на холоду с 0,7 кг (14 мас.) анилинофенолоформальдегидного олигомера смолы СФЗ42А по ГОСТ 18694-80 в течение 30±5 мин в смесителе типа ЗЛ-10. Затем смесь дважды вальцуют на вальцах типа ПД-630 при 120 140oC, измельчают на дробилке типа ДМ-300 до прохода через сито 025. Пресспорошок прессуют при удельном давлении прессования 1000 кг/см2, температуре 180 190oC, времени выдержки под давлением 3 мин в виде блоков размером 10 х 62 х 80 мм. Из блоков затем были изготовлены щетки размеров 6,5 х 10 х 30 мм.
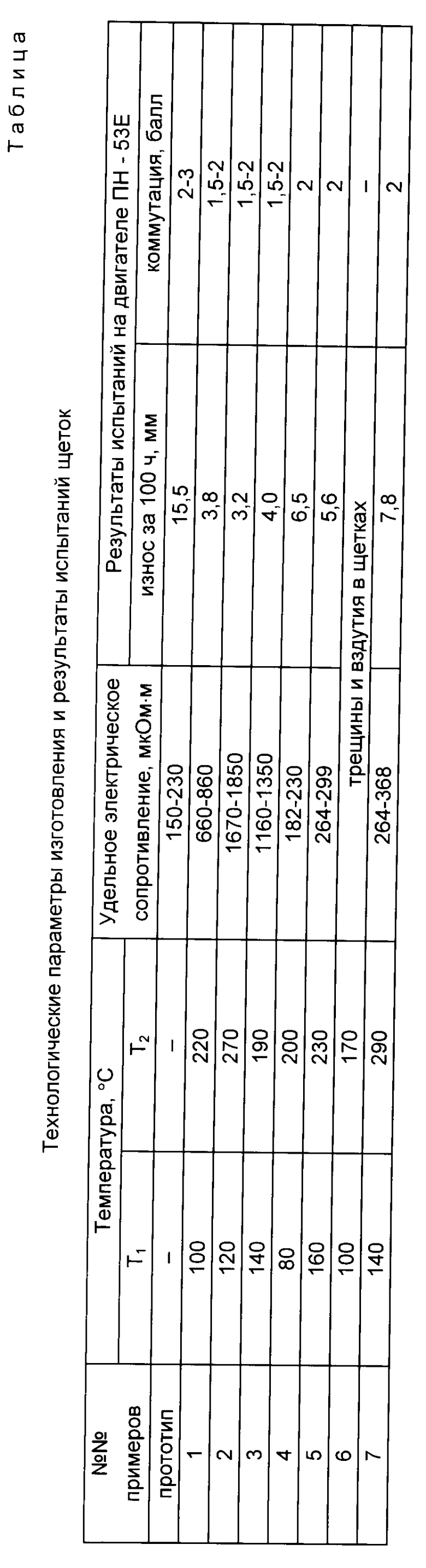
В щетках, изготовленных по примерам 1 7 и по прототипу, определялось удельное электрическое сопротивление по ГОСТ 9506.4-74. Износ и коммутирующая способность щеток проверялись при испытаниях на двигателе высоконагруженного пылесоса типа ПН-53Е мощностью 1 кВт. Конкретные значения переменных технологических параметров предлагаемого способа и прототипа, а также результаты испытаний щеток приведены в таблице.
Условные обозначения параметров:
T1 температура смешения углеродистого наполнителя с термореактивным олигомером, oC;
T2 температура термообработки обработанного углеродистого наполнителя, oC.
Как видно из таблицы, износостойкость и коммутирующая способность щеток, изготовленных по предлагаемому способу примеры (1 3), существенно выше по сравнению с прототипом.
Смешение углеродистого наполнителя с термореактивным олигомером при температуре ниже (пример 4) или выше (пример 5) предельных значений приводит к ухудшению коммутирующей способности щеток и возрастанию износа. Термообработка обработанного углеродного наполнителя при температуре ниже 190oC (пример 6) приводит к получению полуфабриката с трещинами и вздутиями, выше 270oC (пример 7) к возрастанию искрения щеток и увеличению их износа.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1999 |
|
RU2166817C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИИ ДЛЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2003 |
|
RU2245596C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2037231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНОПАТОЧНОГО ПОРОШКА ДЛЯ КРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА К ТЕЛУ ЩЕТКИ | 1998 |
|
RU2150163C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОСЪЕМНИКОВ | 1990 |
|
RU1809725C |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ПОРОШКА ДЛЯ ИЗГОТОВЛЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2041859C1 |
| СТАНОК ДЛЯ ЗАКРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА В ЩЕТКАХ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2016448C1 |
| Электрощеточный материал | 1982 |
|
SU1045318A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОСЪЕМНИКОВ | 1998 |
|
RU2138107C1 |
| Способ изготовления металлоуглеродистых щеток | 1983 |
|
SU1078522A1 |
Использование. Изобретение относится к электротехнике и касается способа изготовления высокоомных щеток электрических машин, а именно электрических машин с затрудненными условиями коммутации. Сущность изобретения: в способе изготовления щеток электрических машин, включающем смешение углеродистого наполнителя с термореактивным олигомером, измельчение, прессование, смешение углеродистого наполнителя с термореактивным олигомером проводят при 100 - 140oC, затем обработанный углеродистый наполнитель подвергают термообработке при 190 - 270oC, после чего полученную массу смешивают с термореактивным олигомером с последующим измельчением и прессованием. В интервале температур 100 - 140oC, благодаря максимальной пластичности композиции, создаются условия нанесения на поверхность углеродистого наполнителя равномерной полимерной пленки, которая в результате термообработки при 190 - 270oC фиксируется на поверхности углеродистого наполнителя, переходя в неплавкое и нерастворимое состояние. Дальнейшее смешение полученной таким образом массы с термореактивным олигомером позволяет получить пресскомпозицию, в последующем перерабатываемую методом прессования в высокоомные щетки, обладающие высокими эксплуатационными характеристиками. 1 табл.
Способ изготовления щеток электрических машин, включающий смешение углеродистого наполнителя с термореактивным олигомером, измельчение и прессование, отличающийся тем, что смешение углеродистого наполнителя с термореактивным олигомером проводят при температуре 100 140oС, обработанный углеродистый наполнитель подвергают термообработке при температуре 190 270oС, после чего полученную массу смешивают с термореактивным олигомером с последующим измельчением и прессованием.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Лившиц П.С | |||
| Справочник по щеткам электрических машин | |||
| - М.: Энергоатомиздат, 1983, с | |||
| Насос | 1917 |
|
SU13A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| JP, заявка N 58-26156, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство N 574799, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
