Изобретение относится к электротехнике и касается способа изготовления щеток с запрессованным токоведущим проводом для прецизионных электрических машин малой мощности.
Известен способ изготовления щеток электрических машин, включающий смешение исходных компонентов, формование с одновременной запрессовкой токоведущего провода в щетку, термообработку в среде углекислого газа до температуры 600оС [1]
Недостатком данного способа является то, что при термообработке происходит карбонизация токоведущего провода, что приводит к снижению его эластичности и ухудшению эксплуатационных характеристик щеток.
Известен способ изготовления щеток электрических машин, включающий смешение исходных компонентов, формование щетки с одновременной запрессовкой токоведущего провода и термообработку в среде защитного газа, в качестве которого используется продукт неполного сгорания углеводородов с коэффициентом избытка воздуха от 0,25 до 0,9, например, эндо- или экзогаз [2] Недостатком данного способа является то, что проведение термообработки в эндо- или экзогазе требует применения сложного дорогостоящего оборудования, что приводит к существенному удорожанию продукции.
Известен способ изготовления щеток электрических машин, включающий смешение исходных компонентов, формование с одновременной заделкой токоведущего провода в щетку, термообработку в защитной среде, в качестве которой используют антиокислительные засыпки на основе порошков кокса или активированного угля [3]
Недостатком данного способа является то, что медный токоведущий провод в процессе термообработки окисляется, так как начиная с 350-450оС, происходит окисление самих углеродных засыпок [4] Это приводит к снижению эластичности (гибкости) медного токоведущего провода и, соответственно, виброустойчивости щеток, что в свою очередь приводит к снижению надежности работы щеточно-коллекторного узла.
Целью изобретения является повышение надежности работы щеточно-коллекторного узла за счет улучшения эксплуатационных характеристик щеток.
Поставленная цель достигается тем, что в известном способе изготовления щеток электрических машин, включающем смешение исходных компонентов, формование с одновременной запрессовкой токоведущего провода в щетку, термообработку в защитной среде, в качестве последней используют смесь термостойкого оксида металла и меди при их следующем соотношении, мас. оксид металла (65-85), медь (15-35), а термообработку проводят при температуре 550-750оС.
Общими признаками предлагаемого технического решения с прототипом являются смешение компонентов, формование с одновременной запрессовкой токоведущего провода и термообработка щеток в защитной среде.
Отличительным признаком является проведение термообработки изделий при температуре 550-750оС в защитной среде (засыпке), состоящей из определенного количества термостойкого оксида металла и меди.
Известно использование термостойких оксидов металлов в качестве основы для огнеупорной бетонной смеси [5]
Известно использование оксидов металлов в качестве огнеустойчивого материала при обжиге и графитации углеродных заготовок [6]
В предлагаемом техническом решении использование термостойких оксидов металлов в сочетании с медным порошком в определенных соотношениях позволяет повысить надежность щеточно-коллекторного узла за счет сохранения свойств токоведущего провода при термообработке и получения при этом материалов щеток заданных характеристик.
Таким образом, предлагаемое изобретение обладает новизной и изобретательским уровнем.
Техническое решение является промышленно применимым, так как предлагаемый способ позволяет получить щетки с оптимальными электрофизическими параметрами при сохранении эксплуатационных характеристик токоведущего провода, что обеспечивает работоспособность электродвигателей в требуемых условиях эксплуатации.
Сущность изобретения заключается в следующем.
Некоторые щетки металлографитных и углеграфитных композиций для прецизионных электрических машин малой мощности могут быть изготовлены с токоведущим проводом только методом запрессовки (из-за малых размеров щетки) и требуют для получения заданных электрофизических характеристик проведения термообработки при температурах до 550-750оС. При этом, необходимо выбрать такую защитную среду при термообработке, которая могла бы обеспечить как достижение требуемых характеристик материала щеток, так и сохранение эксплуатационных характеристик провода за счет предотвращения его окисления.
Предлагаемые термостойкие оксиды металлов (алюминия, хрома, циркония и др. ), используемые в защитной засыпке, устойчивы к компонентам материала щетки (меди, серебру, углероду) до высоких температур, превышающих 1000-1500оС. Диффузия ионов кислорода становится заметной при 1700оС, 1000ос и 1450оС соответственно для Al2O3, ZrO2 и Cr2O3 (Кац С.М. Высокотемпературные изоляционные материалы. М. Металлургия, 1981, с.10, 17). Так как все перечисленные оксиды дисперсные материалы, они также сорбируют кислород. Однако, сорбирующая способность Al2O3, например, на два порядка ниже, чем у активированного угля, так как их удельная поверхность составляет 8 и 900 м2/г соответственно.
Засыпка только из оксида металла не обеспечивает защиту токоведущего провода от окисления. Медь, добавленная в оксид металла в виде порошка с развитой поверхностью, способна полностью поглощать как сорбированный оксидом кислород, так и кислород, находящийся в замкнутом объеме, что защищает от окисления токоведущий провод и непосредственно щетку. Медь также можно добавлять в виде медных обрезков токоведущих проводов, которые являются отходами электрощеточного производства.
Экспериментально установлено оптимальное соотношение в защитной засыпке оксида металла и меди. Одновременно для металлографитной и углеграфитной композиций определена оптимальная температура термообработки (550-750оС), при которой медный токоведущий провод при наличии предложенной засыпки сохраняет эластичность и электропроводность, а щетки приобретают требуемые эксплуатационные характеристики. Температура термообработки ниже 550оС и выше 750оС приведет к ухудшению эксплуатационных характеристик щеточно-коллекторного узла. Температура термообработки менее 550оС является недостаточной для получения материала щеток с требуемыми электро-физическими характеристиками. При температуре более 750оС токоведущий провод теряет свою эластичность, виброустойчивость щеток снижается.
П р и м е р 1. 15 мас. графита тайчинского сырого марки ЭУТ (ГОСТ 10274-79), 80 мас. порошка серебряного арки ПСр-1 (ТУ 48-1-702-87) и 5 мас. олова (ГОСТ 9723-73) смешивают в барабанном смесителе в течение 40 мин. Полученный пресспорошок формуют с одновременной заделкой токоведущего провода в щетку при уд. давлении формования 300 МПа. Изготовленные заготовки щеток термообрабатывают в защитной засыпке, которую предварительно готовят следующим образом: 75 мас, термообработанного оксида алюминия (электрокорунд марки ЭБ-99, ТУ6-09-3428-78) засыпают в механический смеситель, затем в смеситель вводят 25 мас. медного порошка марки ПМС (ГОСТ 4960-75) и в течение 30 мин ведут перемешивание.
Полученную засыпку насыпают слоем не менее 20 мм на дно металлического контейнера, изготовленного из жаропрочной стали диаметром 200 и длиной 600 мм. Затем помещают 2-3 ряда щеток и слой засыпки не менее 5 мм. Так, чередуя слоями изделия и смесь, наполняют контейнер, затем сверху засыпают не менее 20 мм засыпки и закрывают крышкой.
Контейнер помещают на дно муфеля печи типа ПМ-8 ТУ16-531.098-76, куда насыпают слой 50-70 мм так называемой "внешней" засыпки из прокаленного кокса (ГОСТ 52158-74). Свободное пространство между стенками контейнера и муфеля также заполняют засыпкой из прокаленного кокса, после чего муфель подключают к электросети и ведут нагрев до 550оС с подъемом температуры 30-50оС в час и выдержкой при 550оС 2 ч.
П р и м е р 2. Изготовление щеток по примеру 1, но в качестве защитной засыпки используют следующий состав, мас. 65,0 электрокорунда марки ЭБ-99 и 35,0 медного порошка. Температура термообработки составила 600оС.
П р и м е р 3. Изготовление щеток по примеру 1, но в качестве защитной засыпки берут следующий состав, мас. 85,0 электрокорунда марки ЭБ-99 и 15,0 медного порошка.
П р и м е р 4. Изготовление щеток по примеру 1, но в качестве защитной засыпки используют следующий состав, мас. 75,0 оксида циркония (ZrO2) и 25,0 медного порошка.
П р и м е р 5. Изготовление щеток по примеру 1, но в качестве защитной засыпки берут следующий состав, мас. 75,0 оксида хром и 25 медного порошка.
П р и м е р 6. Изготовление щеток по примеру 1, но в качестве защитной засыпки используют следующий состав, мас. 75,0 электрокорунда и 25,0 обрезков медного провода (отходы электрощеточного производства).
П р и м е р 7. 66,5 мас. порошка графитированного коксо-сажевой композиции марки ЭГ 2А (ФЭО.054.1111) и 16,7 мас. графита тайчинского сырого марки ЭУТ (ГОСТ 10274-79) перемешивают в течение 40 мин в барабанном смесителе. Полученную смесь смешивают в барабанном смесителе со сложным связующим, взятым в количестве 16,8 мас. которое готовится следующим образом: 5,6 мас. фосфатного связующего (ТУ6-18-166-83) перемешивают с 11,2 мас. фенолформальдегидного связующего (ГОСТ 18694-80) в барабанном смесителе.
Затем приготовленную смесь вальцуют на вальцах ПД630 при 105-135оС, размалывают на мельнице типа ДМ и просеивают через сито 016 по ГОСТ 6613-86. Из полученного порошка формуют заготовки щеток с одновременной заделкой токоведущего провода при удельном давлении 16 МПа. Затем заготовки щеток подвергают термообработке в защитной засыпке по примеру 1 при 750оС.
П р и м е р 8. Изготовление щеток по примеру 1 с использованием засыпки следующего состава, мас. 75,0 оксида алюминия нетермообработанного (ТУ6-09-3428-78) и 25,0 медного порошка.
П р и м е р 9. Изготовление щеток по примеру 1 с использованием засыпки следующего состава, мас. 64,0 электрокорунда и 36,0 медного порошка.
П р и м е р 10. Изготовление щеток по примеру 1 с использованием засыпки следующего состава, мас. 86,0 электрокорунда и 14,0 медного порошка.
П р и м е р 11. Изготовление щеток по примеру 1, но в качестве защитной среды используют электрокорунд.
П р и м е р 12. Изготовление щеток по примеру 1, но в качестве защитной среды используют медный порошок.
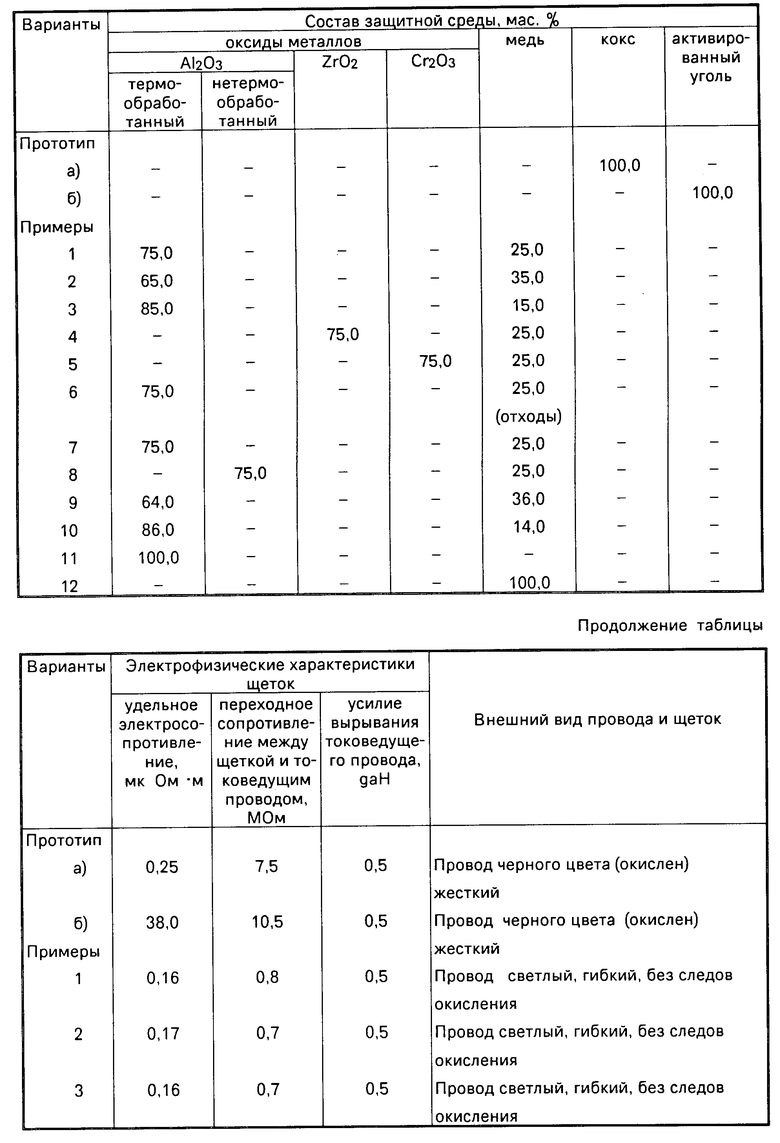
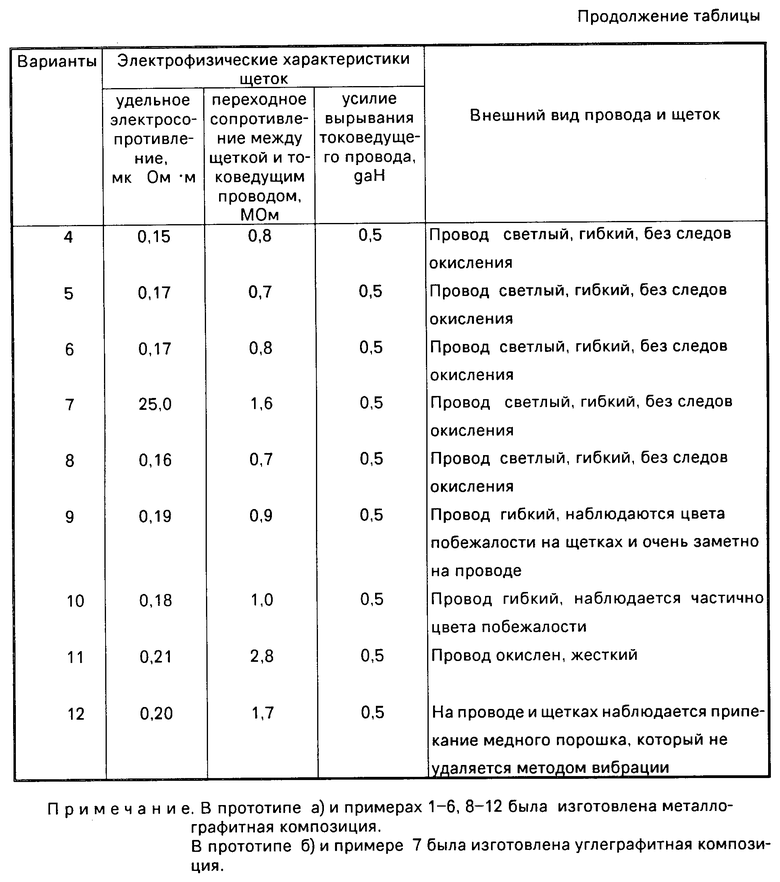
Щетки, изготовленные по прототипу и по примерам 1-12, подвергались контролю, который включает визуальный осмотр щеток с целью оценки степени окисления токоведущего провода, определение удельного электрического сопротивления по ГОСТ 9506.4-74, определение переходного сопротивления между щеткой и токоведущим проводом по ГОСТ 9506.4-74, определение прочности крепления токоведущего провода по ГОСТ 9506.2-74.
Результаты испытаний щеток, изготовленных по прототипу и примерам 1-12, представлены в таблице.
Анализ таблицы показывает, что проведение термообработки в защитной засыпке, содержащей 65-85 мас. оксида металла и 13-35 мас. меди (примеры 1-8) по сравнению с прототипом обеспечивает более низкое удельное электросопротивление, сохранность токоведущего провода (гибкость, отсутствие следов окисления) и соответственно более низкое стабильное переходное сопротивление между щеткой и токоведущим проводом, что обуславливает обеспечение надежности работы щеточно-коллекторного узла в эксплуатации.
Увеличение количества меди в засыпке вызывает ее взаимодействие при температуре термообработки с токоведущим проводом в виде частичного спекания. При уменьшении количества меди снижается ее эффективность, провод взаимодействует с кислородом и частично окисляется, теряет свои эксплуатационные свойства, как в случае применения засыпки из активированного угля или кокса.
Усилие вырывания во всех примерах и у прототипа соответствовало предъявляемым требованиям (0,5 gaH).
Установлено, что засыпка выбранного состава может быть использована многократно (до 10 раз), однако при применении засыпки с содержанием меди 15-25 мас. целесообразно часть засыпки обновлять на 10-15%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНОПАТОЧНОГО ПОРОШКА ДЛЯ КРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА К ТЕЛУ ЩЕТКИ | 1998 |
|
RU2150163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1996 |
|
RU2097886C1 |
| СТАНОК ДЛЯ ЗАКРЕПЛЕНИЯ ТОКОВЕДУЩЕГО ПРОВОДА В ЩЕТКАХ ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1991 |
|
RU2016448C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО ПОРОШКА ДЛЯ ИЗГОТОВЛЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2041859C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2000 |
|
RU2176119C1 |
| Конопаточный порошок для крепления токоведущего провода к щетке электрических машин | 1980 |
|
SU909734A1 |
| Способ изготовления меднографитовых электрических щеток | 1982 |
|
SU1026213A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОКОСЪЕМНИКОВ | 1990 |
|
RU1809725C |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 1999 |
|
RU2166817C1 |
| ТОКОСЪЕМНОЕ УСТРОЙСТВО | 1992 |
|
RU2037243C1 |
Изобретение относится к электротехнике и касается способа изготовления щеток с запрессованным токоведущим проводом для прецизионных электрических машин малой мощности. Сущность изобретения: в предложенном способе изготовления щеток, включающем смешение исходных компонентов, формование с одновременной запрессовкой токоведущего провода в щетку, термообработку в защитной среде, в качестве последней используют смесь оксида металла и меди при следующем соотношении компонентов, мас.%: оксид металла 65 - 85, медь 15 - 35, а термообработку проводят при температуре 550 - 750°С. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН, включающий смещение исходных компонентов, формование с одновременной запрессовкой токоведущего провода в щетку, термообработку в защитной среде, отличающийся тем, что в качестве защитной среды используют смесь термостойкого оксида металла и меди при следующем соотношении компонентов, мас.
Оксид металла 65 85
Медь 15 35
а термообработку ведут при 550 750oС.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ЖИДКОГО АКТИВНОГО ВЕЩЕСТВА ДЛЯ УНИТАЗА | 2002 |
|
RU2314391C2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
