Изобретение относится к технологическому оборудованию для зачистки проводов, применяемых в электротехнической и радиотехнической промышленности.
Известен автомат для резки проводов, содержащий механизм подачи, состоящий из мерного и прижимных роликов, механизм обжига изоляции, отрезной нож.
Недостатком данного автомата является различная длина получаемых заготовок из-за раздельного выполнения механизма подачи и механизма снятия изоляции и не точной подачи провода.
Предлагаемое устройство позволяет расширить технологические возможности путем обеспечения зачистки проводов прямоугольного сечения и повышения качества.
Эта задача достигается тем, что устройство для зачистки концов и мерной резки проводов с эмалевой изоляцией содержит узел подачи, зачистные механизмы, с ножами, и узел обрезки, кроме того оно снабжено двумя ползунами, установленными с возможностью перемещения в плоскости, параллельной плоскости подачи, каждый зачистной механизм выполнен в виде обсечных штампов, связанных с соответствующим ползуном, каждый обсечной штамп содержит шарнирно закрепленный на ползуне пневмоцилиндр и жестко закрепленный на ползуне неподвижный блок с ножами, установленными в нем с возможностью возвратно-поступательного перемещения посредством рычага, связанного с упомянутым пневмоцилиндром, ограничитель, связанный с ползуном и опорный нож, закрепленный на неподвижном блоке, при этом, ножи в одном обсечном штампе установлены с возможностью перемещения в плоскости, параллельной плоскости подачи, а в другом - в плоскости, перпендикулярной плоскости подачи, причем последний снабжен прижимом, подпружиненным к неподвижному блоку.
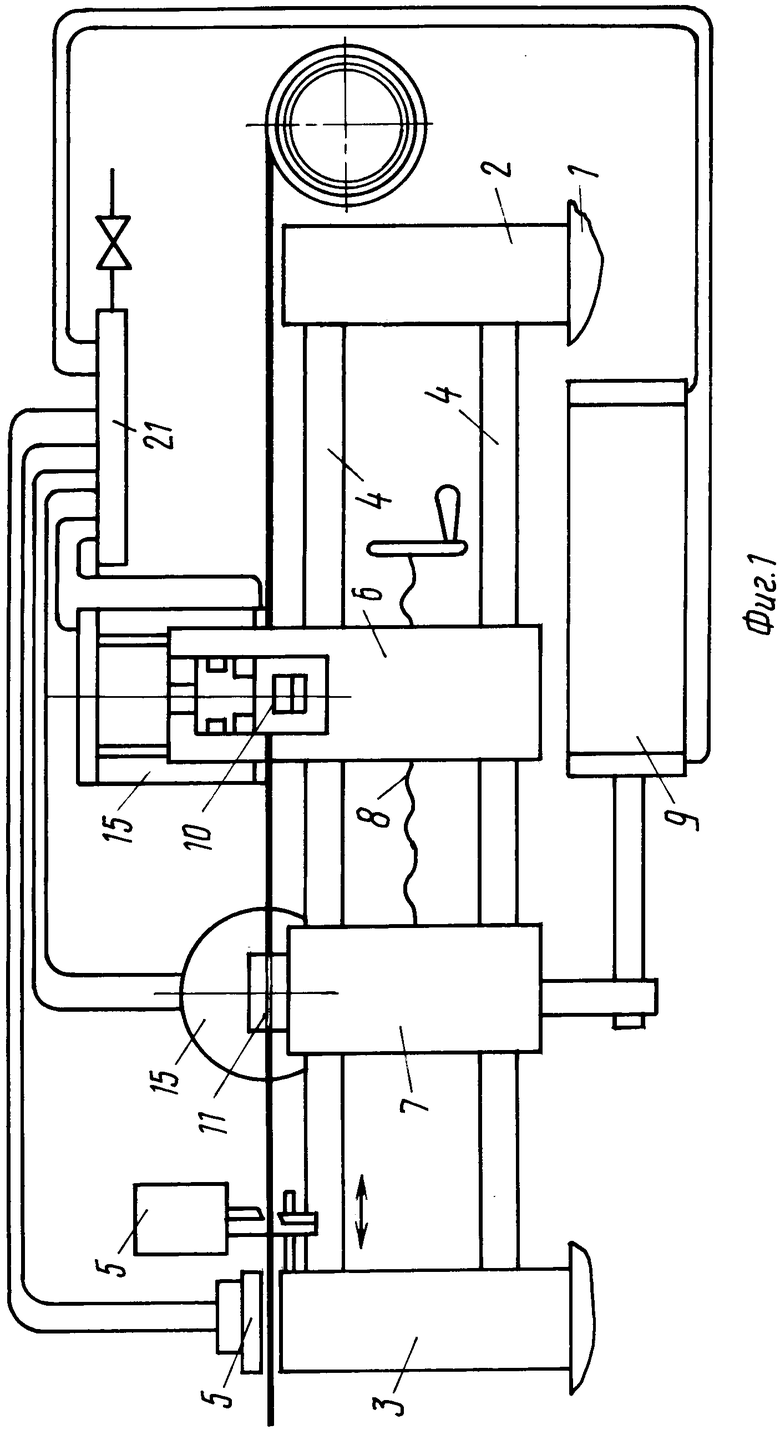
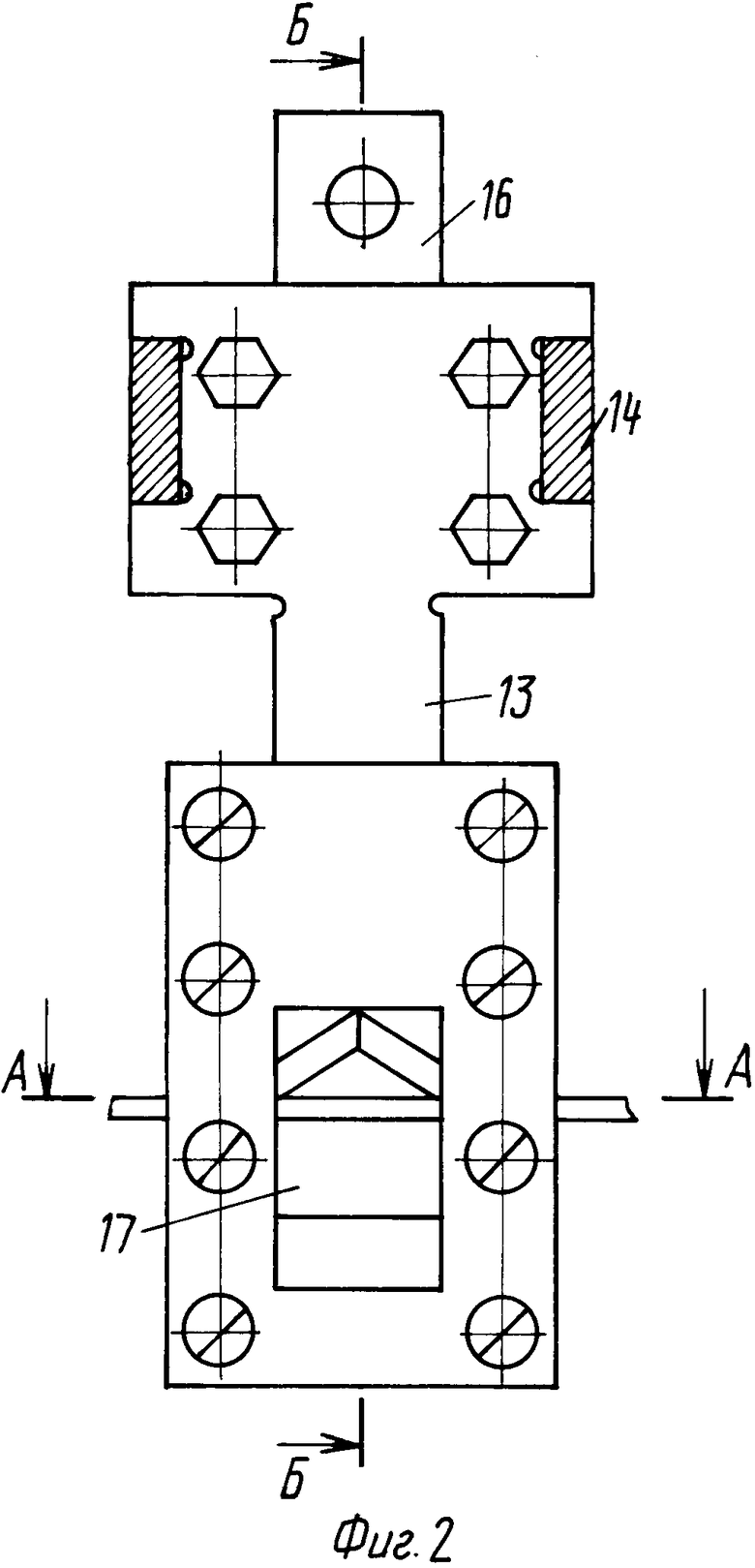
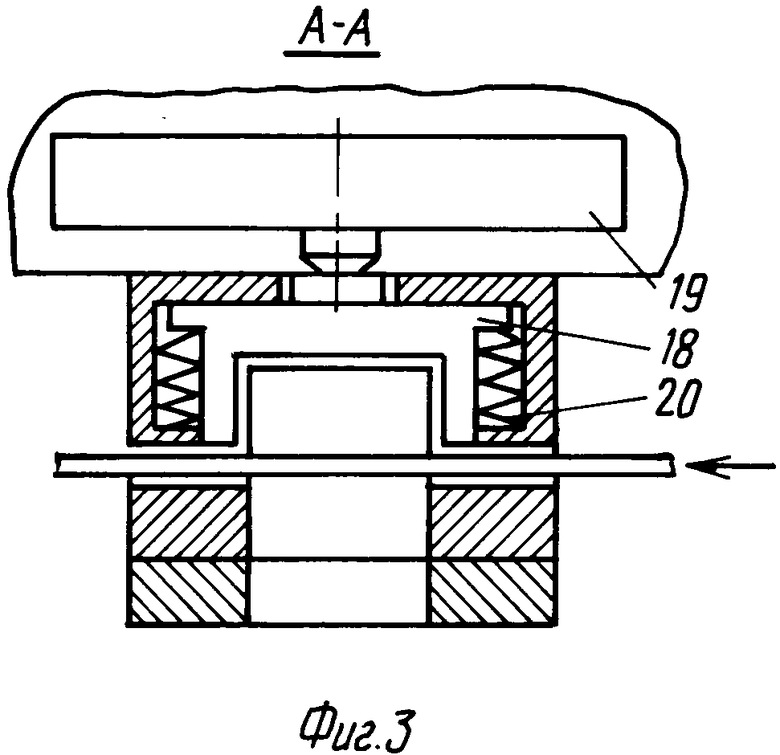
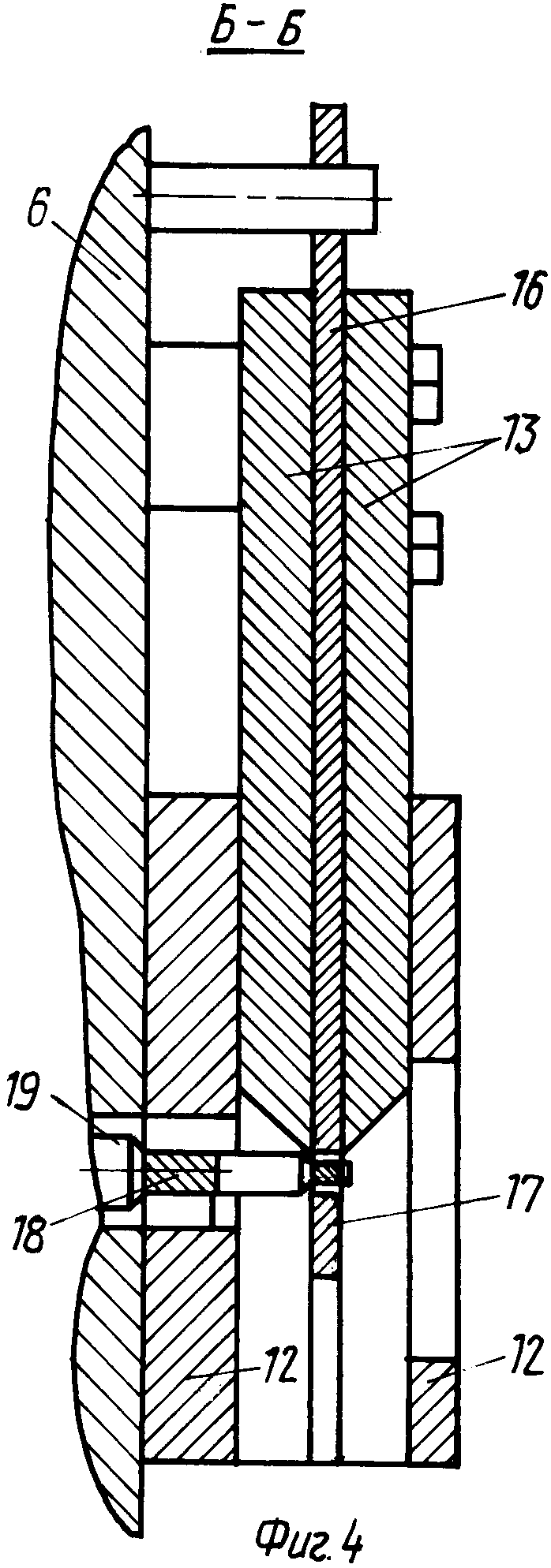
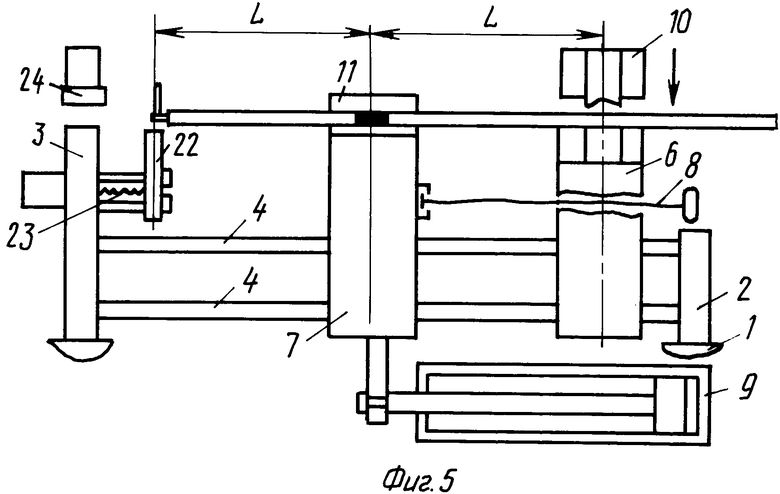
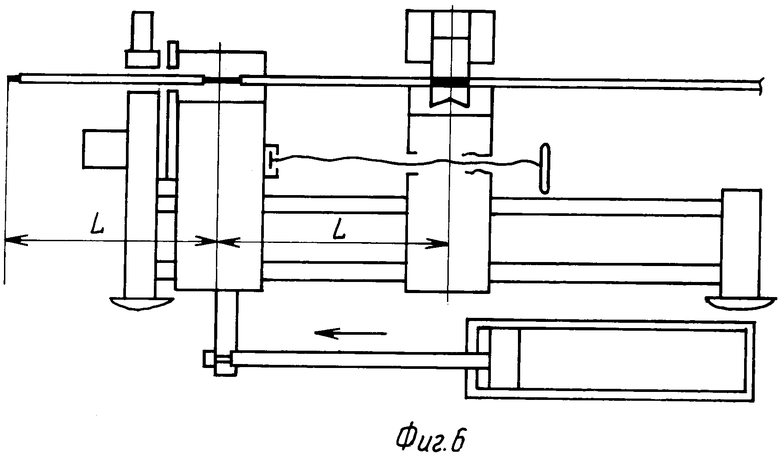
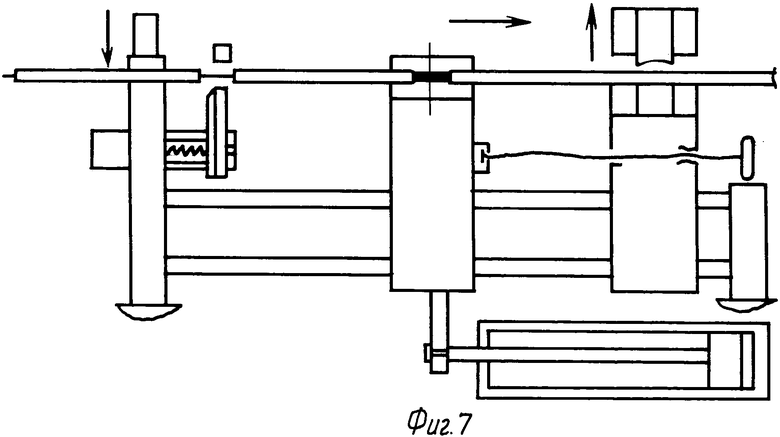
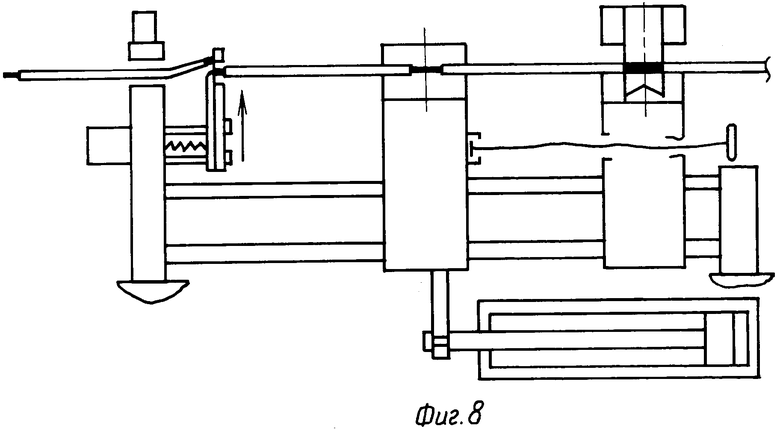
На фиг. 1 изображен общий вид устройства; на фиг.2-4-обcечной вертикальный штамп; на фиг.5-8 показан поэтапно процесс обсечки и разрезки провода.
Устройство для зачистки концов и мерной резки проводов с эмалевой изоляцией состоит из станины 1, на которой крепятся стойки 2 и 3, с закрепленными в них двумя штангами 4. На стойке 3 установлен механизм прижима и отрезки 5. На штангах 4 расположены ползуны 6 и 7, связанные между собой винтом 8, с помощью которого регулируется длина заготовки. Ползуны 6 и 7 связаны с пневмоцилиндром 9, на них установлены штампы обсечки: 10 - для вертикальной зачистки провода; 11 - для горизонтальной зачистки. Вертикальный обсечной штамп 10 состоит из неподвижного блока 12, закрепленного на корпусе ползуна 6, внутри блока 12 расположены два жестко связанных между собой подвижных ножа 13, с возможностью возвратно-поступательного перемещения через рычаг 14 от пневмоцилиндра 15. Ширина ножей 13 зависит от ширины обсечки. Ограничитель 16 неподвижно закреплен на ползуне 6 и расположен внутри неподвижных ножей 13. Внутри штампа провод опирается на опорный нож 17. Точное базирование провода относительно обсечных ножей 13 достигается за счет прижима 18, приводимого в действие от пневмокамеры 19, закрепленной на ползуне 6. Возврат прижима 18 происходит с помощью пружин 20. Прижим 18 расположен в неподвижном блоке 12. Аналогично устроен штамп 11, но в нем отсутствуют: прижим 18, пневмокамера 19, пружины 20, потому что провод опирается на опорный нож 17 широкой частью, что исключает перекос провода. Все исполнительные механизмы приводятся в движение пневматической системы в 5 атм от распределительного коллектора 21. В механизм прижима и отрезки 5 входят отрезной нож 22, пружины 23, прижим 24.
Устройство работает следующим образом.
Например, нужно получить заготовку проволоки длиной L, сечением 1,5х2,8 мм с двумя зачищенными концами 9,5 мм. Провод протаскивается через обсечные штампы 10 и 11 до линии отрезки отрезным ножом 22. Распределительный коллектор 21 приводит в действие пневмосистему. В штампе 10 от пневмокамеры 19 пружинами 20, прижим 18 прижимает провод к планкам неподвижного блока 12, фиксируя его относительно обсечных ножей 13. Пневмоцилиндр 15 передает поступательное движение ножам 13, имеющим ширину 19 мм, которые обсекают провод: штампом 10 боковые поверхности 2,8х19 мм; штампом 11 - верхнюю и нижнюю поверхности 1,5х19 мм. После обсечки ножи 13 остаются в положении конечного хода, зажимая провод, пневмокамера 19 выключается и пружины 20 возвращают прижим 18 в исходное положение. Все это время нож 22 находится в крайнем левом положении под действием пружины 23. Прижим 24 разжат. От пневмоцилиндра 9 ползуны 6 и 7 вместе со штампами 10 и 11 перемещаются на длину L в сторону механизма прижима и отрезки 5. Ползун 7, перемещаясь влево, своим торцем прижимает нож 22 к стойке 3. Прижим 24 зажимает провод, а обсечные ножи 13, разжав провод, вместе со штампами 10 и 11 возвращаются в исходное положение. Ползуны 6 и 7 под действием пневмоцилиндра 9 перемещаются вправо на длину L. Как только ползун 7 отойдет от ножа 22, последний под действием пружины 23 возвращается в крайнее правое положение и доходит до линии отрезки. В это время прижим 18 прижимает провод к планкам неподвижного блока 12, а обсечные ножи 13 обсекают провод и остаются в положении конечного хода. Нож 22 разрезает провод посредине обсечной части. Прижим 24 разжимает провод и он попадает в накопитель. Ползуны 6 и 7 со штампами 10 и 11 перемещаются в сторону механизма прижима и отрезки 5. Цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия изоляции и мерной резки проводов | 1984 |
|
SU1216815A1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1980 |
|
SU868902A1 |
| Устройство для автоматической резки и зачистки проводов | 1981 |
|
SU1059639A1 |
| Устройство для резки проводови зАчиСТКи иХ КОНцОВ OT изОляции | 1979 |
|
SU846008A1 |
| Автомат для мерной резки и зачистки проводов | 1986 |
|
SU1494084A1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1986 |
|
SU1494083A1 |
| Автомат для подготовки проводов к монтажу | 1985 |
|
SU1297148A1 |
| Автомат для мерной резки проводови зАчиСТКи иХ КОНцОВ OT изОляции | 1978 |
|
SU796971A1 |
| Автомат для изготовления электрических катушек | 1978 |
|
SU792321A1 |
| МАШИНА ДЛЯ ОБРЕЗКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1969 |
|
SU238349A1 |
Использование: электротехника, радиотехника, изготовление технологического оборудования для зачистки проводов. Устройство содержит ползуны, несущие зачистные механизмы в виде отсечных штампов. Ползуны установлены с возможностью возвратно-поступательного перемещения в плоскости, параллельной плоскости подачи провода. Устройство позволяет повысить качество зачистки, а также обеспечивает возможность зачистки провода прямоугольного сечения. 8 ил.
УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ КОНЦОВ И МЕРНОЙ РЕЗКИ ПРОВОДОВ С ЭМАЛЕВОЙ ИЗОЛЯЦИЕЙ, содержащее узел подачи, зачистные механизмы с ножами и узел обрезки, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения зачистки проводов прямоугольного сечения и повышения качества, оно снабжено двумя ползунами, установленными с возможностью перемещения в плоскости, параллельной плоскости подачи, каждый зачистной механизм выполнен в виде обсечных штампов, связанных с соответствующим ползуном, каждый обсечной штамп содержит шарнирно закрепленный на ползуне пневмоцилиндр и жестко закрепленный на ползуне неподвижный блок с ножами, установленными в нем с возможностью возвратно-поступательного перемещения посредством рычага, связанного с упомянутым пневмоцилиндром, ограничитель, связанный с ползуном, и опорный нож, закрепленный на неподвижном блоке, при этом ножи в одном обсечном штампе установлены с возможностью перемещения в плоскости, параллельной плоскости подачи, а в другом - в плоскости, перпендикулярной к плоскости подачи, причем последний снабжен прижимом, подпружиненным к неподвижному блоку.
| Зайцев И.В | |||
| Технология электроаппаратостроения | |||
| М.:Высшая школа, 1982, с.193. |
