t
Изобретение относится к технологическому оборудованию для подготовки электрических проводов к монтажу, предназначено для мерной резки однои многожильных проводов с зачисткой концов проводников от изоляции на определенной длине и может быть использовано в электротехнической, радиотехнической, приборостроительной областях промьппленности.
Известен станок для резки электрических проводов и зачистки их концов от изоляции, содержащий устройство для отмера длины провода, ножевой блок с отрезными и зачистными ножами, механизм подачи провода, выполненный в виде двух пар роликов, одна из которых является подающей, а другая приемной, установленных на валах, связанных с приводом, а также приводную шестерню, установленную с возможностью возвратно-поступательного перемещения вдоль осей валов и связанную через рычажную систему с
ножевым блоком, и четыре шестерни, две из которых установлены на валах, каждого из подающих роликов, а две i другие установлены на валу одного из приемных роликов.
В этом автомате отрезка и надрезание изоляции на концах провода осуществляется при вращении подающих роликов в прямом направлении и сведении ножей ножевого блока под воздей10ствием рычага, снабженного электромагнитньвч приводом, в котором силовым органом является электромагнит. Измег нение направления подачи провода для снятия изоляции осуществляется
15 перемещением приводной шестерни в осевом направлении под действием приводного рычага. При этом она вьшодится из зацепления с шестернями, осуществлякяцими прямую подачу привода и
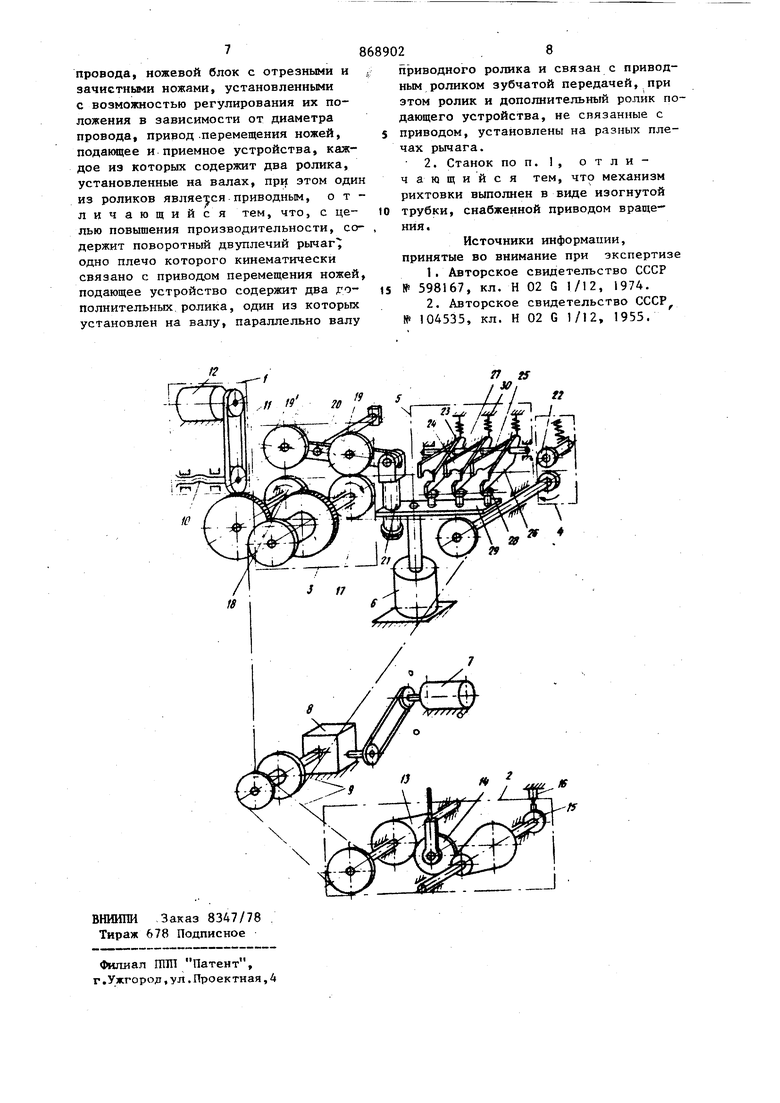
20 вращаюодамися в одном направлении, и вводится в зацепление с шестернями, одна из которых осуществляет обратную подачу. Подающие ролики начинают Вращаться в противоположном направле нии, а приемные в прежнем. Провод от водится от места реза и зачистные ножи удерживают надрезанную изоляцию, осуществляя тем самым ее сиятие. Возврат в исходное положение приводной шестерни, приводного рычага и раскрытие ножевого блока происходит под действием пружин при обесточивании электромагнита. Отмер провода .производится устройством, имеющим подвижный мерный ролик, вращающийся при движении провода, и вьщающим команду на электромагнит fl Однако отсутствие механизма рихтовки, особенно необходимого при резке многожильного привода, значительно снижает надежность автомата, так как неотрихтованный провод, отклоняясь в стороны, может своими зачищенными концами или отдельными жилами попадать в любые щели механизма, вызывая его останов. При многократном переключении приводной шестерни она вводится в зацепление с шестерней, вращающейся с большой скоростью в противоположном направлении, вследствие передачи последней вращения через ролик вьппедшей из зацепления шестерни и продолжающей вращаться под дейс твием сил инерции в том же направлении. Пр этом происходит резкий удар зубьев шестерен, приводящий к их быстрому износу, шуму при работе. Это ограничивает развиваемую скорость вращения подающих роликов, что снижает производительность станка, особенно при изготовлении коротких проводников, требующих частого переключения механизма. В моменты отреза провода и переключения приводной шестерни электромагнит работает в неблагоприятном ре жиме постоянных перегрузок, ввиду необходимости создания значительных усилий для приведения в действие рычажного механизма, передающего усили ножевому блоку и приводной шестерне Электромагнит служит для вьшолнения функций управления и функций силового органа, что в целом снижае надежность автомата. Кроме того, так как конструкцией не предусмотрена регулировка ножей каждого в отдельности, то ножевой блок не обеспечивает качественного надреза изоляции, что часто приводи к полному стягиванию ее с проводник малой длины или подрезке жил проводника. Существенным недостатком автомата является срабатывание устройства для отмера длины провода от движения провода с различными по величине и по направлению скоростями и остановами, приводящее к пробуксовке мерного ролика на проводнике и другим отказам системы, увеличиваюпшм погрешность устройства отмеры длины провода, что влияет на точность получения сигнала, посыпаемого устройством на апектромагнит. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является станок для зачистки концов электрических проводов, содержащий механизм рихтовки провода, ножевой блок с отрезными и зачистными ножами, установленными с возможностью регулирования их положения в зависимости от диаметра провода, привод перемещения ножей, подающее и приемное устройства, каждое из которых содержит два ролика, установленные на валах, при этом один из роликов является приводным f 2 J. Однако при снятии изоляции подающие валки вращаются в обратном направлении, при этом необходимо реверсировать привод подающего устройства, что снижает его производительность. Цель изобретения - повышение производительности станка. Поставленная цель достигается тем, что станок содержит поворотный двуплечий рычаг, одно плечо которого кинематически связано с приводом перемещения ножей, подающее устройство содержит два дополнительных ролика, один из которых установлен на валу, параллельно валу приводного ролика и связан с приводным роликом зубчатой передачей, при этом ролик и дополнительный ролик подающего устройства, не связанные с приводом установлены на разных плечах рычага. Механизм рихтовки выполнен в виде изогнутой трубки, снабженной приводом вращения. На чертбже представлена кинематическая схема станка. Станок состоит из механизма I рихтовкй. устройства 2 для отмера длины провода, подающего устройства 3, приемного устройства 4, ножевого блока 5, пневмоцилиндра 6 и привода стан5ка, включающспо r jjc-K гроцвига гель 7, редуктор 8 и цепную передачу 9. Механизм рихтовки I содержит изог нутую трубку 10, связанную посредством ременной передачи 11 от электродвигателя 12. Устройство 2 для отмера длины про вода представляет собой установленный с возможностью вращения, постоян ном в одном направлении, от общего привода вариатор с двумя коническими барабанами I3 и промежуточным роликом 14 мезвду ними, служащим для плав ного изменения передаточного отношения вариатора. Изменяющаяся при этом скорость вращения кулачка 15 с упором, установленного на выходном валу вариатора, определяет длину отрезаемого провода. Регулировка скоро сти бесступенчатая и чем меньше скорость вращения кулачка, тем длиннее отрезается провод. Упор кулачка 15 взаимодействует с датчиком 16, служащим для передачи сигнала на злектромагнит, управляющий работой станка. Подающее устройство 3 выполнено в виде приводного ролика 17, дополните льного ролика 18, установленного на валу, параллельно валу приводного ро лика и связан с приводным роликом зубчатой передачей И двух роликов 19 и 19. Устройство содержит поворотный двуплечий рычаг 20, на разных плечах которого установлены ролики 19 и 19. Возвратно-поступательное движение провода обеспечивается поочередным подводом прижимных роликов 19 к приводным роликам I7 и 18 при качании рычага 20, осуществляемом с помощью пневмоцилиндра 6 через рычажную систему 21. Приемное устройство 4 содержит дв ролика, установленные на валах, один - из которых является приводным, а дру гой ролик 22 поджат к нему пружиной. Все ролики механизма подачи имеют выемки на ободе для лучшей ориентации провода и повышенного сцепления его с роликом. Ножевой блок 5 имеет две пары зачистных ножей 23 и одну пару отрезных ножей 24, вьтолненных в виде неподвижно закрепленных пластин 25 и поворотных пластин 26, установленных на оси 27. Все ножи имеют фигурную режуцую часть, обеспечивающую лучшую подрезку изоляции, и индивидуаль 2 ную регулировку с помощью винтовых упоров 28, размещенных на кронштейне 29пневмоцилиндра. Сведение ножей обеспечивается движением штока пневмоцилиндра 6 вверх, а возврат поворотных пластин 26 в исходное положение за счет пружин 30- при опускании штока. Длина зачищаемых концов провода определяется расстоянием между зачистными и отрезными ножами. Станок работает следующим образом, Отрихтованный провод подающими роликами 17 и I9 подается в ножевой блок 5 и захватывается приемным устройством 4. . При достижении необходимой длины провода упор кулачка 15 воздействует на датчик 16, передающий сигнал на зшектроьшгнит, управляющий работой пневмоцилиндра 6. При подъеме штока пневмоцилиндра замыкается ножевой блок, происходит отрез провода отрезным ножом 24 и надрез изоляции зачистньЕми ножами 23. Одновременно размыкаются ролики I7 и 19 и замыкаются ролики 18 и 19. Происходит раздвижение проводов от места реза, ножи 23 удерживают надрезанную изоляцию, осуществляя тем самым ее снятие. Воздухом из пневмоцидиндра она выбрасывается из ножевого блока, чем ликвидируется забивание ножевого блока. По истечении времени, необходимого для снятия изоляции, что обеспечивается электросхемой автомата, обесточивается электромагнит управления . При этом шток пневмоцилиндра опускается вниз, поворотные пластины 26 ножей 23 и 24 возвращаются в исходное положение под действием пружин 30, ролики 18 и 19 размыкаются, а ролики 17 и 19 смыкаются, вновь осуществляя мерную подачу провода в ножевой блок. Отрезанный кусок провода, с зачищенными обоими концами, роликами приемного устройства сбрасывается в сборник. Такая конструкция станка обеспечивает повышение производительности. Формула изобретения 1. Станок для резки электрических роводов и зачистки их концов от изояции, содержащий механизм рихтовки
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1986 |
|
SU1494083A1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1974 |
|
SU598167A1 |
| Автомат для предмонтажной заготовки проводов | 1982 |
|
SU1065942A1 |
| Станок для резки электрических проводов и зачистки их концов от изоляции | 1980 |
|
SU868901A1 |
| Устройство для автоматической резки и зачистки проводов | 1981 |
|
SU1059639A1 |
| УСТРОЙСТВО ДЛЯ МЕРНОЙ РЕЗКИ И ЗАЧИСТКИ ПРОВОДОВ | 1989 |
|
SU1831217A1 |
| Автомат для подготовки электрических проводов к монтажу | 1984 |
|
SU1339709A1 |
| Автомат для мерной резки и зачистки проводов | 1986 |
|
SU1494084A1 |
| Автомат для подготовки электрических проводов к монтажу | 1986 |
|
SU1464232A1 |
| Станок для автоматической мерной резки и разделки плоских проводов и кабелей | 1977 |
|
SU735366A1 |
