Изобретение касается способа изготовления емкостей, в частности, для продуктов питания.
Изобретение относится к изготовлению емкостей, предназначенных для упаковки продуктов питания, в которых герметизация упаковки обеспечивается средствами, реализуемыми в процессе изготовления емкости. Речь идет, в частности, о емкостях, которые могут быть открыты вручную и которые снабжены, предпочтительно, запорами, называемыми открываемыми.
Работа запора должна обеспечивать
1) герметизацию для любого срока годности пищевого продукта, который может подвергаться следующим воздействиям:
транспортировка после упаковки (линия упаковки, доставка...),
стерилизация в автоклаве, обычно 1 ч при 121оС (стойкость к температуре, стойкость к слипанию...);
хранение в тропических условиях в течение года (40оС, 90% относительной влажности),
резкие изменения температуры (переход от -18оС из морозильника к 40оС);
2) легкое открытие с постоянным усилием в процессе использования;
3) герметичную упаковку на чистой поверхности.
Для обеспечения этой двойной функции (1) и2) без 3) герметичной упаковки и легкого открытия для емкости из пластмассы по ЕР-Р-0262652 (10EMITSU) было предложено поэкструзировать дополнительный слой на крышку или деталь, обеспечивая упаковку с предварительным вырезом формы с целью выполнения следующих условий:
герметичное запечатывание открытой сваркой поверхностей контакта крышки и емкости,
открываемость с постоянной силой открытия, надрезая этот дополнительный слой для обеспечения открываемости между этим слоем и основанием крышки или емкости.
Речь идет однако с сравнительно дорогой реализации, требующей присоединения дополнительного слоя по всей поверхности листа в процессе его изготовления.
По изобретению теперь имеется способ изготовления емкостей с присоединением материала с целью герметизации емкости, но только на месте ее изготовления, в процессе изготовления корпуса емкости или запечатывания емкости.
Изобретение имеет объектом способ изготовления емкостей, выполняемых моно- или многослойной формованием и снабженных отрывным герметизирующим запором, причем закрывание емкости выполняется с помощью термосвариваемого материала, отличающийся тем, что термосвариваемый материал инжектируется на емкость в процессе ее термоформовки или герметичной упаковки.
Таким образом, изобретение предлагает, в частности, неожиданную техническую комбинацию технологии термоформования и герметизации используемых при изготовлении корпусов емкостей из пластмассы с технологией инжекции пластмасс.
В таком случае моно- или многослойный лист, используемый для изготовления емкостей, таких как коробочки, баночки и т.д., может быть выбран из термоформируемых пластмасс, используемых в пищевой промышленности или фармацевтике, в частности многослойных на основе полиолефина (например, полипропилена, обозначаемого как РР), полистирена или полиэфира или многослойных, использующих те же продукты с присоединением барьерного по кислороду слоя (например сополимеров винилового спирта и этилена, обозначаемых как EVOН), причем эти слои наиболее часто располагаются с чередованием (например, РР/клеящее вещество/EVOН/клеящее вещество/РР). Эти листы имеют обычно толщину от 0,3 до 3 мм.
Отрывной запор (или крышка) может представлять собой моно- или (обычно) многослойный лист, используемый в пищевой промышленности или фармацевтике, например алюминий, алюминий (полиолефин, РЕТ/ алюминий/лак, пластифицированная бумага или моно-, или многослойная пластмасса, как это определено выше для материала емкости.
По изобретению термосвариваемый материал, обеспечивая герметичное запечатывание емкости, инжектируется на емкость, в частности на ее край, по одной или нескольким непрерывным и замкнутым линиям, обеспечивающим обход емкости, и будет называться далее кольцами.
Материал кольца будет выбран так, чтобы обеспечить место отрыва
либо между поверхностью емкости и кольца;
либо в материале кольца (разрыв "сцепления");
либо между кольцом и крышкой.
Это место зависит от выбора материала пары кольцо-подложка емкости или крышки. Таким образом, в текущем случае, когда поверхность емкости выполнена из полиолефина, термосвариваемый материал будет выбран, в частности, из полиэтилена, полипропилена или их сополимеров с ацетатвинилом и т.д., модифицированных карбоксиловой кислотой или ее сложными эфирами, такими как акрилат или метакрилат, изопреновым каучуком, стиренбутадиеном и т.д., причем такие полимеры изготовители называют обычно "адгезивными", например EscorR фирмы Exxon, BynelR фирмы Dupon de NemoursR,OrevacR фирмы Ato AdmerR фирмы Mitsui u ModicR фирмы Mitsubishi.
Термосвариваемый материал может быть инжектирован по подвижным или неподвижным точкам, зависящим от типа термоформовочной машины.
Инжектирование зависит также от формы кольца (сечение, объем), формы приемной полости для кольца, места кольца на емкости.
Инжектирование, соединенное с термоформовкой по изобретению, позволяет выбрать наилучший компромисс для выполнения одной или нескольких функций.
Форма кольца будет выбрана для обеспечения корректного запечатывания:
достаточное количество материала,
отрезка волокон с помощью эффекта срезывания.
Она может быть прямоугольного, треугольного или кругового секторного сечения.
Форма приемного элемента для кольца будет выбираться для обеспечения отливки кольца в процессе упаковки в полость и ограничения зоны запечатывания.
Место уплотнения будет выбираться из условия обеспечения наименее загрязненного места, стойкого к внутренним давлениям, обеспечивающего запечатывание среза емкости, в частности, на верхней или нижней поверхности края емкости,
Способ по изобретению обеспечивает следующие возможности:
большой выбор термосвариваемых материалов (материал не обязан удовлетворять критерию коэкструзии);
большой выбор в позиционировании уплотнения;
большой выбор формы уплотнения,
большой выбор объема материала, формирующего прокладку (который, во всяком случае, меньше по количеству материала, используемого в слое по ЕР-А-0262562),
большой выбор в изготовлении емкостей, имеющих несколько камер или ячеек (материал и форма прокладки могут быть согласованы с каждой ячейкой).
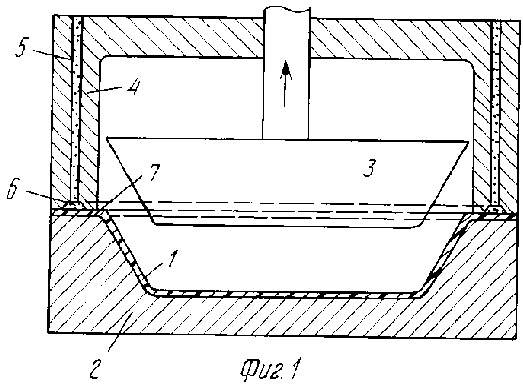
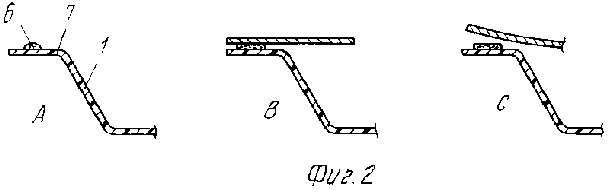
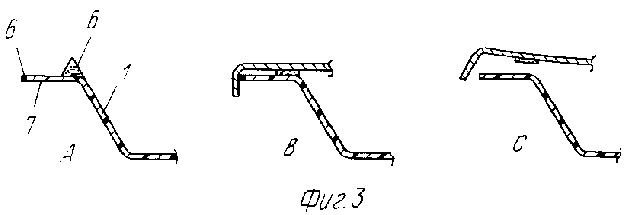
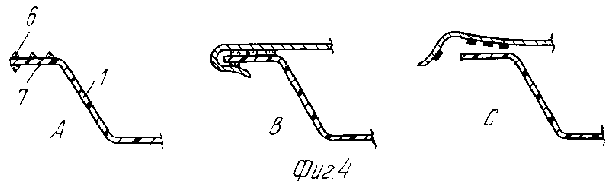
На фиг. 1 показан частичный схематичный вид в сечении установки термоформирования коробок, модифицированной по изобретению; на фиг.2-4 схематично представлены три примера упаковки и открытия емкости, полученной по изобретению.
На фиг.1 емкость 1, такая как коробка для стерилизуемой пищи, тремоформована из многослойного листа (РР/клеящее вещество/РР/толщиной 1,2 мм) с помощью формы для термоформовки в закрытом состоянии, имеющей в частности, форму 2, штамп 3 и зажим краев 4. Зажим краев 4 снабжен каналом 5 подачи термосвариваемого материала (BynelR фирмы Dupon de NemoursR), вводимого в форме кольца уплотнения по краю 7 термоформуемой емкости 1. Это уплотнение 6 кольцевого сечения будет служить средством запечатывания емкости 1 после ее наполнения пищевым продуктом или биологическим продуктом и ее закрытия под давлением и в горячем состоянии листом из (РЕТ/алюминий/лак, служащим крышкой. Открытие этой емкости отрывом крышки является простой операцией даже после таких обработок, как стерилизация в течение 1 ч при 121оС и термошок от -20оС до 40оС.
На фиг.2-4 можно видеть три примера реализации упаковки (схема В после этапа нанесения уплотнительного кольца (схема А) на край 7 емкости 1, затем ее открытия (схема С).
Уплотнение 6 из термосвариваемого материала может иметь профиль для нанесения в виде сектора круга (на.фиг.2А), треугольного сечения (на фиг., 3А и 4А) или прямоугольного сечения (фиг.3А). По изобретению можно выполнить линию, две линии или несколько, например четыре линии нанесения термосвариваемого материала (соответственно фиг. 2,3 и 4) на какое-либо место края. Фиг. 2В, 3В и 4В) показывают полученное запечатывание с нанесением предыдущих материалов, причем край крышки приваривается к краю емкости с помощью этого материала. Фиг.2С, 3С и 4С показывают открытие емкости, которое выполняется простым отрывом крышки, причем уплотнение может быть выбрано так, чтобы оставаться на емкости (2С) или на крышке (3С и 4С).
Специалист легко поймет, что способ по изобретению может быть использован с корпусом емкости, выполненным не на основе листа из пластмассы, но на основе многослойной пленки, имеющей внешний слой из пластмассы, которая в процессе формовки корпуса емкости образует поверхность, на которую одновременно наносят уплотнение.
Сущность изобретения: способ изготовления емкости, имеющей корпус с отверстием, шнур из термосвариваемого материала, расположенный вблизи отверстия, и крышку, закрепленную на шнуре, заключается в изготовлении корпуса, нанесении шнура на край корпуса емкости и запечатывании крышки, при этом нанесение шнура осуществляется инжектированием его в процессе изготовления корпуса емкости или в процессе запечатывания крышки. 2 з.п.ф-лы, 4 ил.
| ПНЕВМАТИЧЕСКИЙ ВИБРАТОР | 0 |
|
SU262652A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
