Изобретение относится к накоплению информации, в частности к технике магнитной записи-воспроизведения информации.
Известен способ изготовления магнитной головки, при котором формируют полусердечники с по крайней мере одной обмоткой, скрепляют полусердечники между собой через прокладку рабочего зазора, устанавливают и закрепляют полученную сборку в корпусе и производят обработку до вскрытия рабочей поверхности [1].
Недостатком данного способа является невысокое качество изготовления из-за нестабильности геометрии рабочих зазоров при их формировании вследствие смещения полусердечников между собой.
Наиболее близким по технической сущности является способ изготовления магнитной головки, при котором формируют полусердечники с по крайней мере одной обмоткой, устанавливают технологическую обечайку из немагнитного упругого материала с внутренними гранями и центральной частью, скрепляют полусердечники между собой через прокладку рабочего зазора, устанавливают и закрепляют полученную сборку в корпусе и производят обработку до вскрытия рабочей поверхности [2].
Недостатком данного способа является невысокое качество изготовления из-за смещения полусердечников между собой.
Целью изобретения является повышение качества изготовления путем уменьшения смещения полусердечников.
Цель достигается тем, что в способе изготовления магнитной головки, при котором формируют полусердечники с по крайней мере одной обмоткой, устанавливают технологическую обечайку из немагнитного упругого материала с внутренними гранями и центральной частью, скрепляют полусердечники между собой через прокладку рабочего зазора, устанавливают и закрепляют полученную сборку в корпусе и производят его обработку до вскрытия рабочей поверхности, упругую обечайку выполняют с четырьмя сторонами и скрепляют ею полусердечники путем сопряжения ее внутренних торцовых граней с внешними торцовыми гранями полусердечников, внутренней центральной части - с их рабочей поверхностью, а части внутренней боковой ее стороны - с боковыми гранями полусердечников, другая часть которой отогнута от них, при установке сборки отогнутую часть обечайки поджимают к полусердечникам одной из внутренних граней корпуса, противолежащая сторона которого сопряжена с соответствующими боковыми гранями полусердечников, а при обработке корпуса центральную часть обечайки удаляют.
Цель достигается также тем, что корпус содержит выступ с плоской вершиной в зоне полюсной части полусердечников.
Цель достигается также тем, что торцовые стороны обечайки выполнены поджимающими.
Цель достигается также тем, что полусердечники формируют в виде центрального прямоугольного стержня с обмоткой и двух боковых С-образных элементов.
Цель достигается также тем, что корпус выполнен с внутренним упругим элементом.
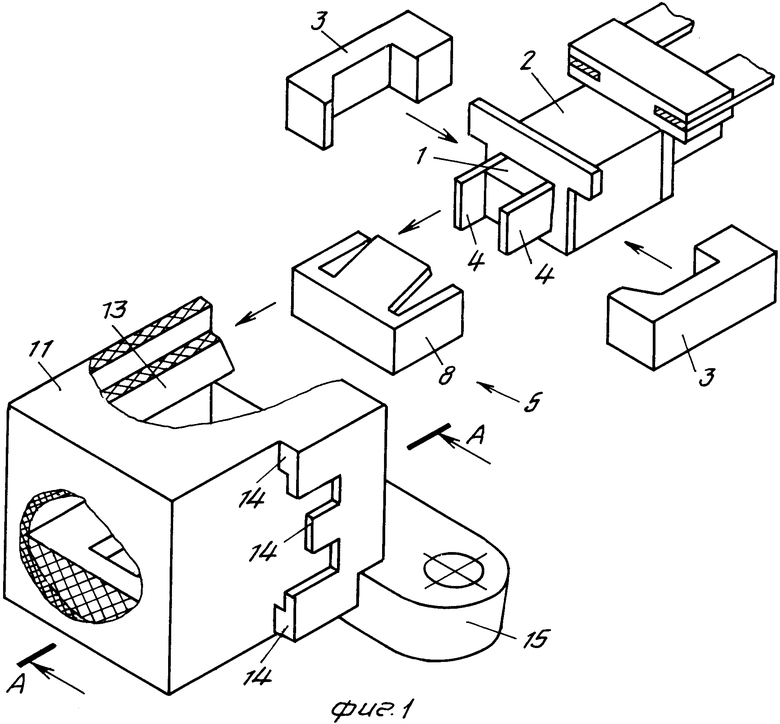
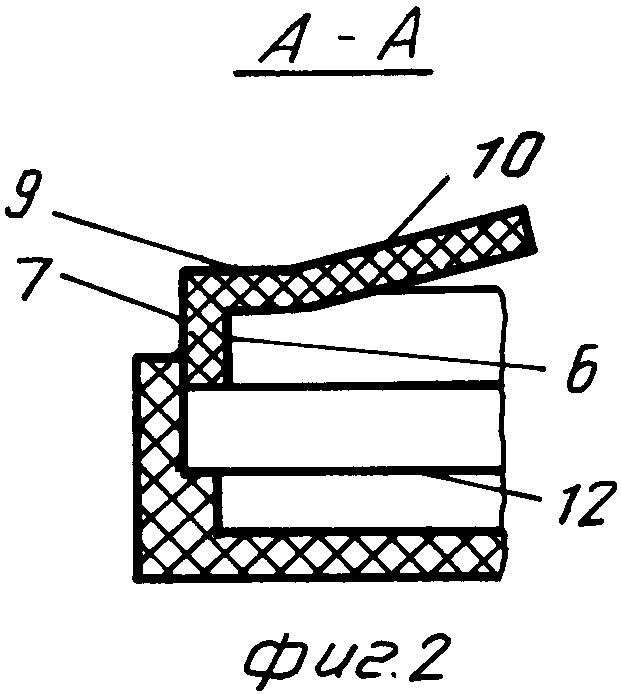
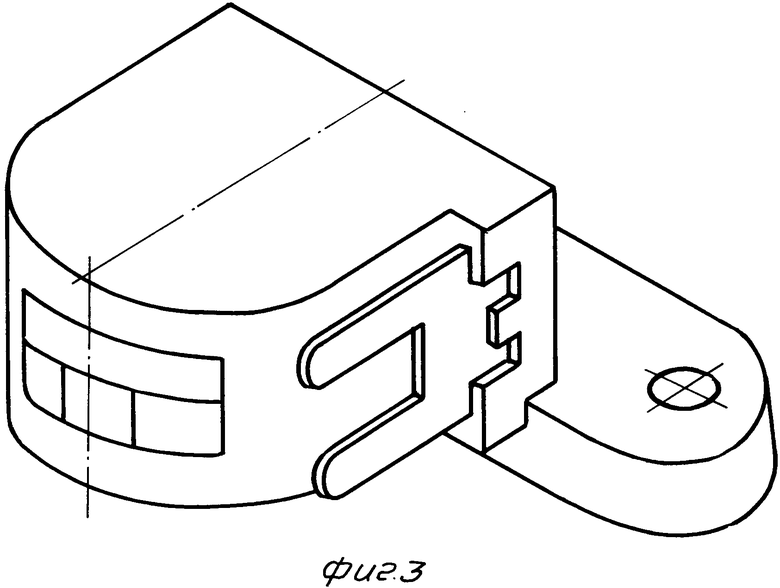
На фиг. 1 изображена последовательность сборки магнитной головки для одного из вариантов с двумя рабочими зазорами; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - вид на рабочую поверхность после обработки.
Магнитная головка содержит магнитопровод, который состоит, например, из центрального прямоугольного стержня 1 с каркасной обмоткой 2 и двух боковых С-образных полусердечников 3, две прокладки рабочих зазоров 4, упругую обечайку 5 из немагнитного материала с малым коэффициентом трения, которая включает в себя внутреннюю центральную часть 6 донной стороны 7, две торцовые стороны 8 и боковую сторону 9 с отогнутой частью 10. Магнитопровод устанавливается в корпус 11, который может содержать выступ с плоской вершиной 12 в зоне полюсной части полусердечников 1 и 2, внутренний упругий элемент 13 для поджатия магнитопровода к противоположной стенке корпуса 11, установочные элементы 14 для направляющей магнитной ленты (не показана) и крепежные фланцы 15.
Магнитная головка изготавливается следующим образом.
В отверстие каркасной обмотки 2 устанавливаются прямоугольный стержень 1 магнитопровода и две прокладки 4 рабочих зазоров, расположенные по разные стороны от него. С двух сторон от центрального стержня 1 пристыковывают два боковых С-образных полусердечника 3 и скрепляют их упругой обечайкой 5 с помощью торцовых сторон 8, охватывающих торцовые грани полусердечников 3. Полученная сборка в виде магнитопровода с двумя рабочими зазорами устанавливается в корпусе 11, выполненном, например, из пластмассы и содержащем внутренний упругий элемент 13 и выступ с плоской вершиной 12 в зоне полюсной части полусердечников и дна корпуса 11. За счет того, что обечайка 5 содержит отогнутую часть 10 боковой стороны 9, то, упираясь ею в стенку корпуса 11, она своей боковой стороной через донную сторону 7 позиционирует боковые полусердечники 3 относительно центрального стержня 1 магнитопровода, уменьшая смещение полусердечников 3 и обеспечивая стабильность геометрии рабочих зазоров. Установленный и спозиционированный в корпусе 11 магнитопровод закрепляется в нем компаундом и подвергается механической обработке до вскрытия рабочей поверхности магнитопровода путем удаления донной части корпуса 11 и частично центральной части донной стороны 7 обечайки 5.
Указанный процесс изготовления можно использовать и для однозазорных магнитных головок, в которых магнитопровод состоит из двух полусердечников, скрепленных между собой упомянутой обечайкой и вставленных в корпус без их предварительной установки в обоймы.
Упругость обечайки в данном процессе обеспечивается за счет материала, из которого она изготавливается, толщины стенок и их размера, а также вырезов, например, отделяющих торцовые стенки от отогнутой боковой стенки. Выполнение торцовых стенок обечайки поджимающими возможно, например, за счет выполнения размера между ними чуть меньшего, чем размер между торцовыми стенками полусердечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЖУХ ШЛИФОВАЛЬНОГО КРУГА | 1991 |
|
RU2027581C1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| МАГНИТНАЯ ГОЛОВКА | 1990 |
|
RU2040045C1 |
| Миниатюрная стирающая магнитная головка | 1983 |
|
SU1137512A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| МАГНИТНАЯ ГОЛОВКА | 1991 |
|
RU2034339C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ВЫСОКОГО ДАВЛЕНИЯ | 1992 |
|
RU2060812C1 |
| ПОВОРОТНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2087708C1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
Использование: изобретение относится к технике магнитной записи-воспроизведения информации, в частности к конструкциям стирающих магнитных головок. Сущность изобретения: перед установкой полусердечников в корпус их со стороны рабочей поверхности скрепляют упругой обечайкой, центральная часть которой упирается в рабочую поверхность полусердечников, поджатых между собой двумя торцовыми ее сторонами, боковые стороны которых сопряжены с частью боковой стороны обечайки, другая часть которой отогнута. При установке в корпус отогнутая часть боковой стороны обечайки упирается в корпус, поджимая полусердечники и позиционируя их относительно центрального полусердечника. 4 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
