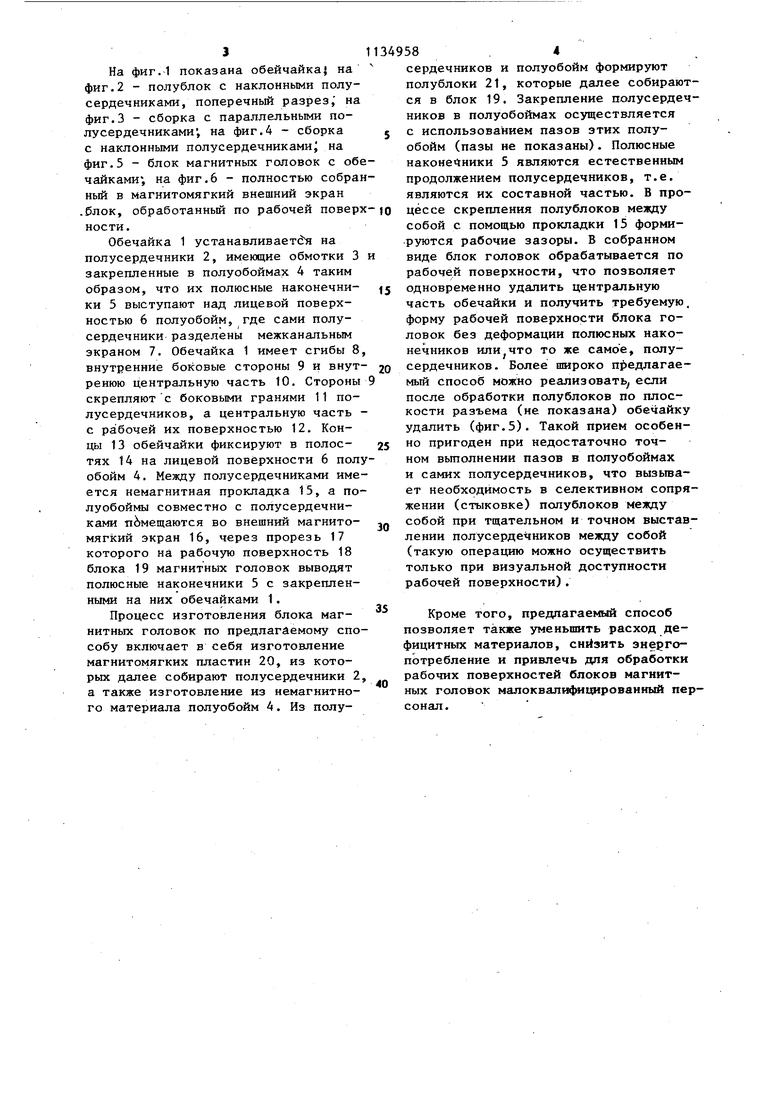
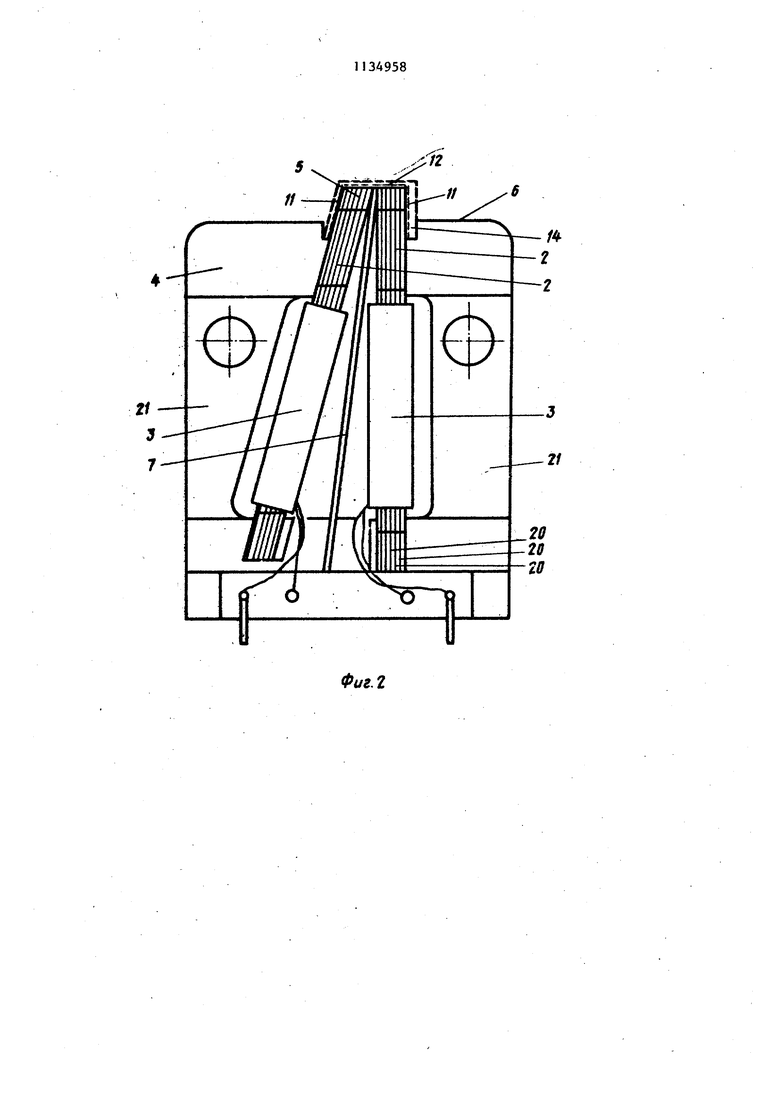
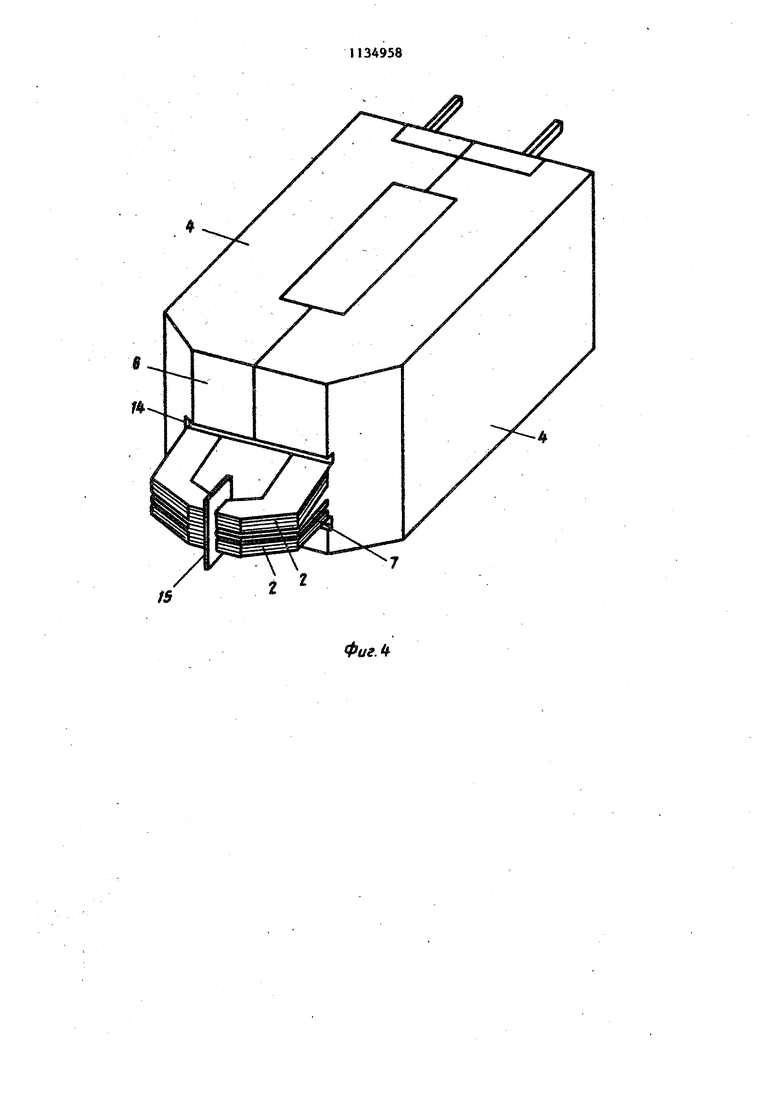
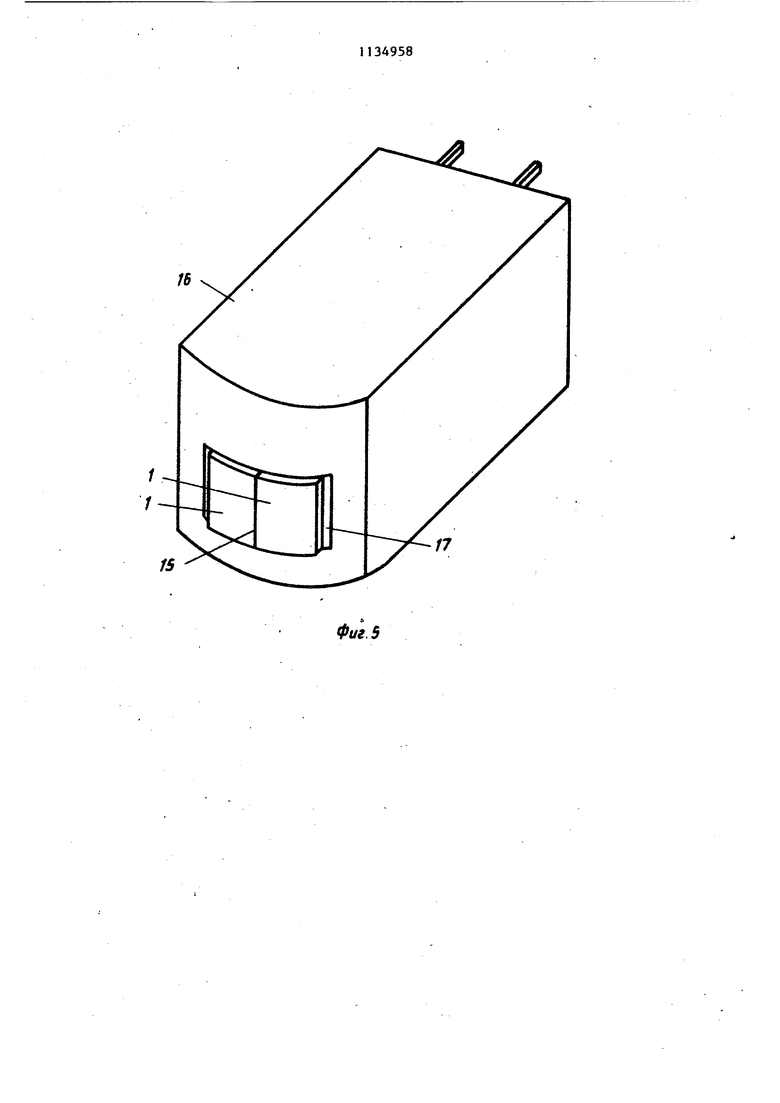
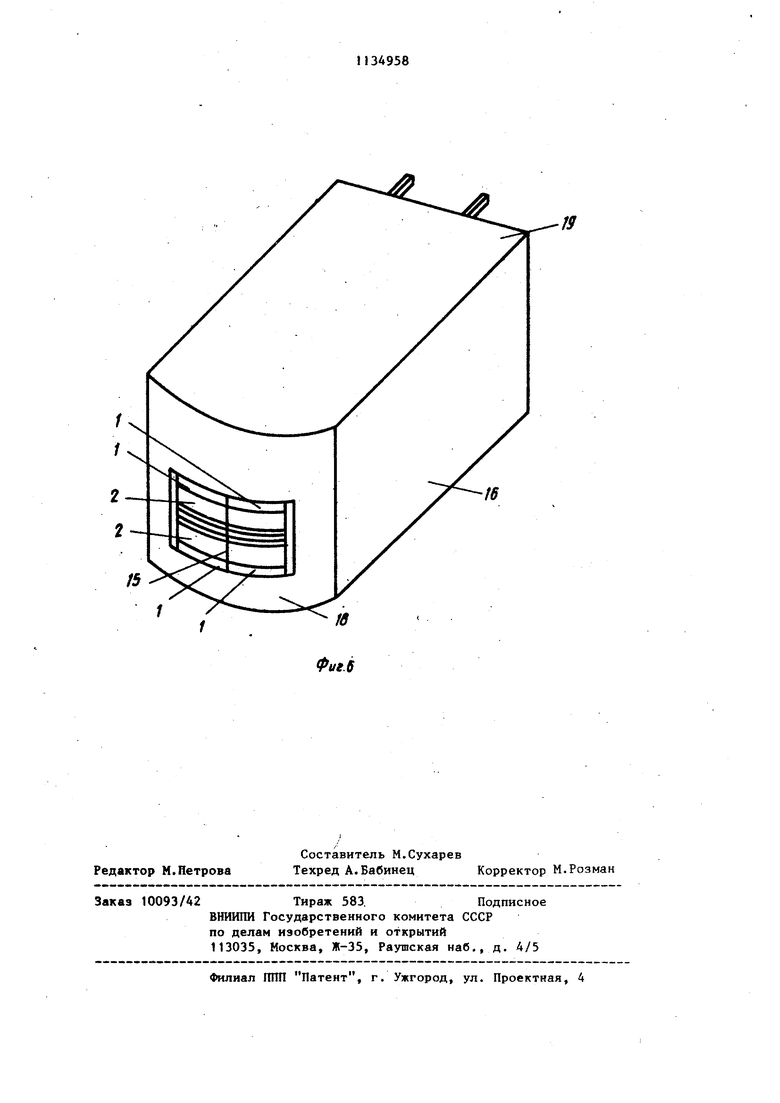
Изобретение относится к приборостроению, в частности к способу изго товления- блока магнитных головок,который может быть использован как при изготовлении головок специального на значения так и головок для бытовых магнитофонов. Известен способ изготовления как блока магнитных головок, так и отдел ных головок, при котором каждый из полусердечников выполняется с одной боковой ограничительной пластиной. В том случае, когда полусердеч- , ник, выполненный из набора магнитомягких пластин,скрепляют сферритовым полюсным наконечником ограничительная пластина выполняет функцию и скреплякяцего, и защитного элемента , как в процессе обработки головки или блока по рабочей поверхности, так и в процессе их эксплуатации lj . Однако при малейшей деформации этой пластины или при нарушении жест кости ее скрепления с полусердечником или полюсным наконечником головка сразу же полностью становится неработоспособной. Кроме того, сама технология установки ограничительной пластины резко усложняет процесс изготовления блока магнитных головок и удорожает его. Если же такая плас тина используется в полусердечниках полюсные наконечники которых являются естественным продолжением самого прлусердечника, то отслаивание ограничительной пластины может проис ходить локально и тогда начинается расслаивание самого полусердечника, что ведет к ухудшению электрических и механических параметров головки или блока головок в целом. Наиболее близким к предлагаемому является способ изготовления блока магнитных головок, включающий в себя изготовление немагнитных полуобойм, сборку полусердечников из магнито- . мягких пластин, формирование полубло ков путем установки в пазах полуобойм полусердечников, полюсные нако нечники которых выступают над лицевой поверхностью полуобойм,обработку полублоков по плоскости разъема, скрепление двух полублоков в блок магнитных головок через немагнитную прокладку рабочего зазора, установку блока во внешнем магнитомягком экране и обработку его рабочей поверхности 2j . Однако точность сохранения параметров болоков магнитных головок при их серийном производстве оказывается недостаточно высокой за счет того, что в процессе механической обработки полублоков возникает эффект расщепления пластин полусердечников. Цель изобретения - повышение точности сохранения параметров блоков магнитных головок при их серийном производстве путем уменьшения вероятности расщепления пластин полусердечников в процессе механической обработки полублоков. Поставленная цель достигается тем, что согласно способу изготовления блока магнитных головок, включающему в себя изготовление немагнитных полуобойм, сборку полусердечников из магнитомягких пластин, формирование полублоков путем установки в пазах полуобойм полусердечников, nojrKJCHMe наконечники которых выступают над лицевой поверхностью полуобойм, обработку полублоков по плоскости разъема, скрепление двух полублоков в блок магнитных головок через немагнитную прокладку рабочего зазора, установку блока во внешнем магнитном экране и обработку его рабочей поверхности, перед обработкой полублоков по плоскости разъема на выступающие полюсные наконечники каждого полублока устанавливают технологическую П-образную обечайку из немагнитного упругого материала, внутренние боковые стороны которой скрепляют с боковыми гранями полусердечников, а внутреннюю центральную часть - с рабочей поверхностью полусердечников, при этом концы обейчайки фиксируют в полостях, выполняемых со стороны лицевой поверхности полуобойм, после чего центральную часть обечайки удаляют. Центральную часть обечайки удаляют в процессе обработки блока по его рабочей поверхности. После обработки полублоков по плоскости разъема осуиествляют через немагнитную прокладку их.предварительное скреплениеf после чего удаляют П-образные обечайки, а затем производят окончательную стыковку полусердечников и скрепление полублоков. На фиг.1 показана обейчайка| на фиг.2 - полублок с наклонными полусердечниками, поперечный разрез, на фиг.З - сборка с параллельными полусердечниками , на фиг,4 - сборка с наклонными полусердечниками на фиг.З - блок магнитных головок с об чайками; на фиг.6 - полностью собра ный в магнитомягкий внешний экран .блок, обработанный по рабочей повер ности. Обечайка 1 устанавливаете на полусердечники 2, имеющие обмотки 3 закрепленные в полуобоймах 4 таким образом, что их полюсные наконечники 5 выступают над лицевой поверхностью 6 полуобойм, где сами полусердечники разделены межканальным экраном 7. Обечайка 1 имеет сгибы 8 внутренние боковые стороны 9 и внут ренюю центральную часть 10. Стороны скрепляютс боковыми гранями 11 полусердечников, а центральную часть с рабочей их поверхностью 12. Концы 13 обейчайки фиксируют в полостях 14 на лицевой поверхности 6 пол обойм 4. Между полусердечниками име ется немагнитная прокладка 15, а по луобоймы совместно с полусердечниками помещаются во внешний магнитомягкий экран 16, через прорезь 17 которого на рабочую поверхность 18 блока 19 магнитных головок выводят полюсные наконечники 5 с закрепленными на них обечайками 1. Процесс изготовления блока магнитных головок по предлагаемому спо собу включает в себя изготовление магнитомягких пластин 20, из которых далее собирают полусердечники 2 а также изготовление из немагнитного материала полуобойм 4. Из полусердечников и полуобойм формируют полублоки 21, которые далее собираются в блок 19. Закрепление полусердечников в полуобоймах осуществляется с использованием пазов этих полуобойм (пазы не показаны). Полюсные наконе1 ники 5 являются естественным продолжением полусердечников, т.е. являются их составной частью. В процессе скрепления полублоков между собой с помощью прокладки 15 формируются рабочие зазоры. В собранном виде блок головок обрабатывается по рабочей поверхности, что позволяет одновременно удалить центральную часть обечайки и получить требуемую, форму рабочей поверхности блока головок без деформации полюсных наконечников илиJчто то же самое, полусердечников. Более широко предлагаемый способ можно реализовать если после обработки полублоков по плоскости разъема (не показана) обечайку удалить (фиг.З). Такой прием особенно пригоден при недостаточно точном вьтолнении пазов в полуобоймах и самих полусердечников, что вызьтает необходимость в селективном сопряжении (стыковке) полублоков между собой при тщательном и точном выставлении полусердечников между собой (такую операцию можно осуществить только при визуальной доступности рабочей поверхности). Кроме того, предлагаемый способ озволяет также уменьшить расход деицитных материалов, снизить энергоотребление и привлечь для обработки абочих поверхностей блоков магнитых головок малоквали|}№11дарованный перонал.
Фиг. 2
/4
Фие.З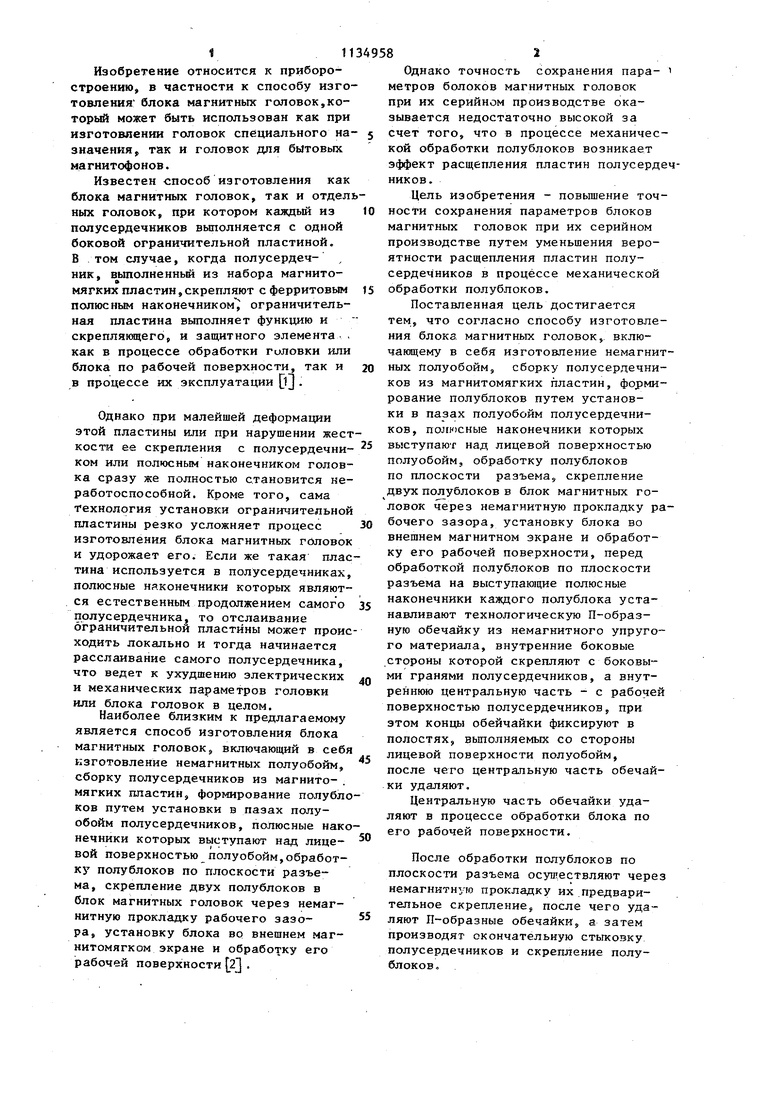
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Блок комбинированных магнитных головок | 1983 |
|
SU1129650A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК, включадщий в себя изготовление немагнитных полуобойм, сборку полусердечников из магнитомягких пластин, форьшрование полублоков путем установки в пазах полуобойм.полусердечников, полюсные наконечники которых выступают над лицевой поверхностью полуобойм, обработку полублоков по плоскости разъема, скрепление двух полублоков в блок магнитных головок через немагнитную прокладку рабочего зазора, установку блока во внешнем магнитном экране и обработку его рабочей поверхности, отличающийся тем, что, с целью повышения точности сохранения параметров блоков магнитных головок при их серийном произа 1 /J СЕСОЮЗЙА1 JJ «ЛТ1:ЙТйО. -« ТЕХМИЧ1 €йАЯ КЯБЛИОТЕКХ водстве путем уменьшения вероятности расщепления пластин полусердечников в процессе механической обработки полублоков, перед обработкой последний по плоскости разъема на выступающие полюсные наконечники каждого полублока устанавливают технологическую П-образную обечайкуИЗ немагнитного упругого материала, внутренние боковые стороны которой скрепляют с боковыми гранями полусердечников, а внутреннюю центральную частьс рабочей поверхностью полусердечников, при этом концы обечайки фиксируют в полостях, выполняемых со стороны лицевой поверхности полуобойм, после чего центральную часть обейчайки удаляют. 2.Способ ПОП.1, отличающийся тем, что центральную часть обечайки удаляют в процессе обработки блока по его рабочей поверхности. 3.Способ по П.1, отличающийся тем, что после обработ00 4 ки полублоков по плоскости разъема осуществляют через немагнитную :о прокладку их предварительное скрепСП ление, после чего удаляют П-образные обечайки, а затем производят эо окончательную стыковку полусердечников и скрепление полублоков. П Аг 
ФигЛ
16
IS
Фиг.5
17
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4194227, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
