Изобретение относится к металлургии, а именно к обработке металлов в расплавленном состоянии, в частности модификации, раскислению и легированию.
Известен способ ввода легирующих материалов в жидкий металл, включающий доставку материалов в подающее устройство путем размотки их с барабана и введение в объем жидкого металла при помощи подающего устройства с одновременным перемешиванием жидкой ванны. Перед введением в жидкий металл материалу придают форму гофрированного профиля. Способ позволяет непрерывно вводить легирующие материалы в жидкий металл после выпуска его из плавильного агрегата [1].
Недостатками этого способа является то, что расплавление легирующего материала, заключенного в проволоке или ленте, осуществляется только за счет эффекта тепломассопереноса, тем самым интенсивность ввода ограничена рядом параметров: теплоемкостью легирующих материалов, скоростью подачи ленты в жидкий металл, площадью контактирующей поверхности, скоростью подстуживания жидкого металла. Недостатком этого способа является также необходимость перемешивания жидкого металла для обеспечения равномерного распределения легирующих компонентов по всему объему жидкого металла.
Наиболее близким по технической сущности и достигаемому результату к заявленному является способ ввода легирующих материалов в виде порошковой проволоки (ленты), доставка которой под струю жидкого металла осуществляется трайб-аппаратом [2].
Основным недостатком данного способа является то, что проволока (лента) обрезается гидродинамическими потоками металла и происходит вынос отдельных кусков порошковой проволоки (ленты) на поверхность расплава с наличием пироэффеката и местного загущения шлака и, следовательно, происходит неполное усвоение лигатуры (до 70%) и неравномерное распределение легирующих элементов по объему металла. Кроме того, при внесении легирующего материала в жидкий металл в холодном виде происходит дополнительное подстуживание металла, что отрицательно сказывается на качестве конечного продукта.
Целью изобретения является улучшение качества легированного металла за счет повышения интенсивности ввода легирующих материалов в струю жидкого металла, повышения степени усвоения легирующих материалов, дополнительного подогрева металла в струе, обеспечения непрерывности и управляемости процесса.
Поставленная цель достигается тем, что в способе ввода легирующих материалов в струю жидкого металла, включающем доставку легирующих материалов в область струи жидкого металла, согласно изобретению между пороковой проволокой (лентой) и струей жидкого металла возбуждают электрическую дугу, причем положительный электрический потенциал подают на струю жидкого металла, а отрицательный - к легирующему материалу.
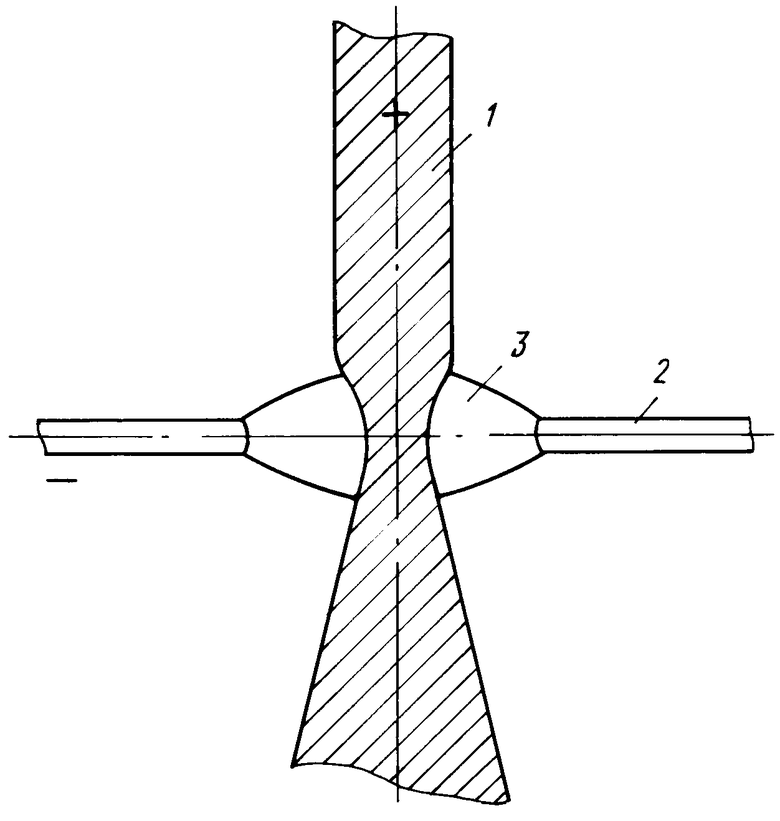
На чертеже изображены полярность электрического потенциала, подаваемого к струе жидкого металла 1, порошковой проволоки 2, и место возникновения электрической дуги 3 между ними.
П р и м е р. На Западно-Сибирском металлургическом комбинате был опробован предлагаемый способ ввода легирующих материалов в струю жидкого металла при осуществлении внепечной обработки стали 09Г2С.
В струю жидкого металла 1, температура которого на выпуске 1620оС, вводили со скоростью 0,5 м/с легирующий материал в виде порошковой проволоки 2 (ленты), при этом возбуждали электрическую дугу, подавая положительный электрический потенциал на струю жидкого металла, а отрицательный - к порошковой ленте. Наблюдалось горение электрической дуги 3 между струей жидкого металла и порошковой лентой, последняя плавилась и смешивалась с основным металлом. Температура металла в ковше после смешивания легирующего материала и основного металла, находящихся в одной агрегатной фазе, была равна 1610оС.
Магнитное дутье дуги обеспечило интенсивное перемешивание легирующего материала с основным металлом. Непрерывность ввода легирующего материала в струю жидкого металла и управляемость регулированием электрических параметров дуги прямо пропорционально влияет на интенсивность ввода легирующих материалов и получение качественного легированного материала.
Легирующий материал - порошковую ленту для реализации заявляемого способа получали формованием стальной холодно-катанной полосы из стали 08 кп размером 28х7 мм2.
В качестве наполнителя при этом использовали порошкообразный силикокальций СК 30, плавиковый шпат ФКС 85, лигатуры. Порошки получали дроблением с последующим рассевом до фракции менее 1 мм, а обработка велась при сварочном токе 750 А, напряжении 50 В. Скорость ввода ленты варьировалась в диапазоне 0,1 - 1,0 м/с. Коэффициент заполнения ленты 0,40 - 0,45. Расход силикокальция при обработке стали марки 09Г2С составлял в среднем 0,5 кг/т. Степень усвоения лигатуры составляла 80,0 - 85,0%. Порошковую ленту с титаном вводили с расходом 0,2 кг/т. Степень усвоения титана 85%. Температура металла на выпуске при традиционной технологии 1620оС, в ковше 1540оС. Температура металла в ковше после обработки по предлагаемой технологии 1610оС.
Использование предлагаемого способа обеспечивает по сравнению с прототипом следующие преимущества: улучшение качества легируемого металла за счет повышения степени усвоения металлом легирующих материалов на 10 - 20%; повышение температуры металла в струе на 50 - 70%; обеспечение непрерывности процесса легирования и наличие возможности автоматизации управления процессом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| СПОСОБ ДВОЙНОГО ЛЕГИРОВАНИЯ И НАНОФАЗНОГО МОДИФИЦИРОВАНИЯ СТАЛИ АТОМАРНЫМ АЗОТОМ | 2013 |
|
RU2639749C2 |
| Порошковый проволочный модификатор | 1990 |
|
SU1780519A3 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ ПОТОЧНОГО ВАКУУМИРОВАНИЯ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2056970C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1998 |
|
RU2139943C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ВИСМУТОМ КОНСТРУКЦИОННЫХ СТАЛЕЙ ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ | 1998 |
|
RU2139354C1 |
| СПОСОБ РАСКИСЛЕНИЯ, МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЙСОДЕРЖАЩИМИ МАТЕРИАЛАМИ | 1998 |
|
RU2140995C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ | 2002 |
|
RU2218421C1 |
| Способ ввода легирующих материалов в жидкий металл | 1981 |
|
SU947197A1 |
| СПОСОБ ЛЕГИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ НИЗКОЛЕГИРОВАННОЙ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1995 |
|
RU2095426C1 |
Изобретение может быть использовано в металлургии, а именно, при обработке металлов в расплавленном состоянии, в частности при модификации, раскислении, легировании. Сущность: способ включает в себя доставку легирующих материалов в виде порошковой проволоки (ленты) в область струи жидкого металла, между струей жидкого металла и порошковой лентой возбуждают электрическую дугу, причем положительный электрический потенциал подают на струю жидкого металла, а отрицательный - к легирующему материалу. 1 з.п.ф-лы, 1 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Новиков В.Н | |||
| и др | |||
| Внепечная обработка металла с использованием порошковой проволоки | |||
| Черная металлургия, М.: Центральный научно-исследовательский институт информации и технико-экономических исследований черной металлургии, 1988, N 16, с.34-36. | |||
