I
I Изобретение относится к черной металлур гии, конкретнее, к обработке стали в расплавленном состоянии, в частности, раскислению и легированию.
Известен способ ввода легирующих материалов в жидкий металл в виде проволоки, включающий доставку их в подающее устройство путем размотки с барабана и введение в ковщ с жидким металлом при помощи этого устройства. Способ позволяет непрерывно вводить легирующие материалы в ковш во время выпуска металла из плавильного агрегата 1.
Недостатком этого способа является то, что подача легирующего материала в виде проволоки не обеспечивает достаточно высокой интенсивности ввода, так как интенсивность ограничена двумя параметрами диаметром и скоростью подачи проволоки, при увеличении которых увеличивается глубина проникновения легирующего материала в твердом состоянии, которая в свою очередь ограничена высотой жидкой ванны. Увеличспие диаметра проволоки к тому же НС обеспочивует должного
увеличения поверхности контакта легирующего материалас жидким металлом.
Наиболее рлизким по технической сущности и достигаемому результату является способ ввода легирующих материалов в жидкий металл, заключающийся в том, что элемент, в виде проволоки диаметром 3-20 мм, разматывается с барабана спещ1альнь1м устройством, вводится в объем металла со скоростью 2,5-50 м/с, а ванна перемешивается либо инертным газом, подаваемым через пробку в днище ковша или через погруженный в расплав стопор, либо индукционным методом 2.
Интенсивность ввода легирующих материалов в этом способе ограничена до величины .того же порядка, что и в предыдущем способе, так как при обеспечении полного плавления твердого легирующего материала на необходимой глубине диаметром и скоростью подачи прюволоки имеет место обратно пропорШюнальная связь. Изменение какого-либо параметра без соответствующего измснспня другого, приводит либо к утыкянию П1Х волоки в дно,
либо к уМСНЫЛСИИЮ глубины П|Х5Н КПОВОНИЯ
3947197
легирующего материала в твердом состоянии, что отрицательно сказывается на работе подающего устройства и степени усвоения вводимого материала.
Цель изобретения - повышение интенсивное- j ти ввода и степени усвоения легирующего материала.
Поставленная цель достигается тем, что в способе ввода легирующих материалов в жидкий металл, включающем доставку материалов в Q подающее устройство путем размотки их с барабана и введение в объем жидкого металла при помощи подающего устройства с одновременным перемешиванием жидкой ванны, .перед введейием в жидкий металл материалу придают фор- ts му гофрированного профиля,
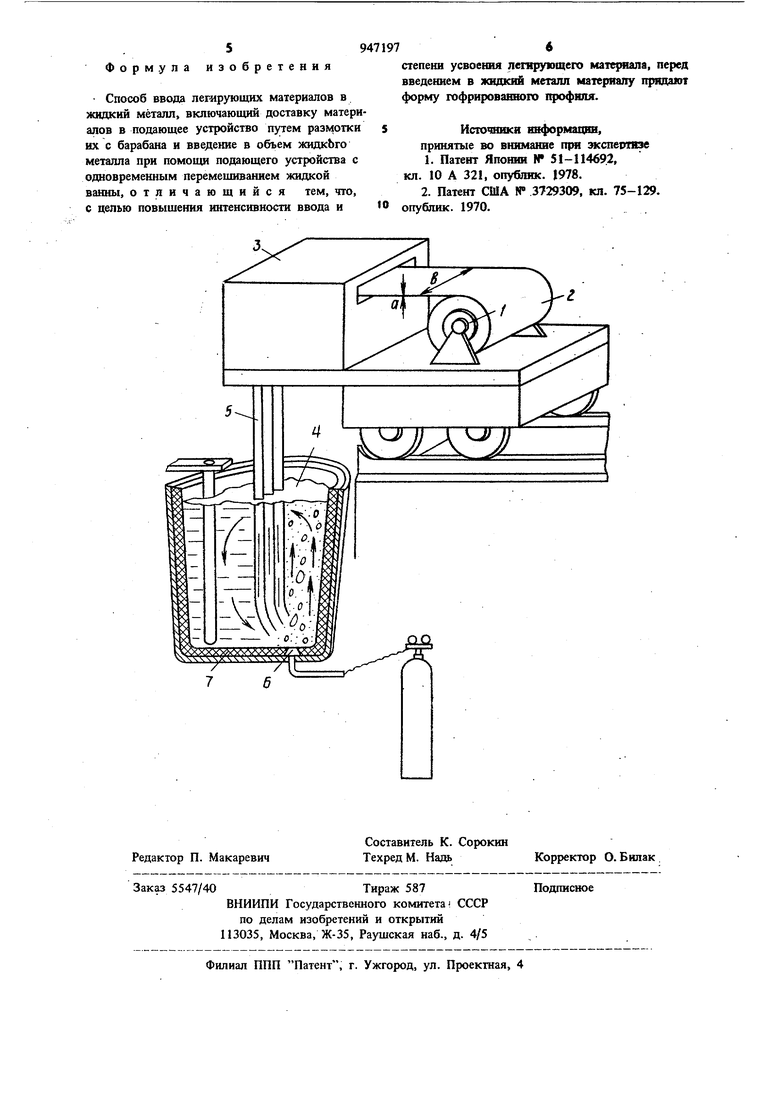
На чертеже показаиа схема реализации предлагаемого способа.
Ввод легируюидах материалов по предлагаемому способу производят путем размотки сj барабана 1 легирующего материала 2, имеющего толщину полосы а и ширину полосы в и подачей его через профилегибочный агрегат в обьем жидкого металла 4 в виде гофрированного профиля 5. Одновременно с подачей легирующего материала металл переме1ши)ают, например, газом через пористую пробку в в днище ковша 7.
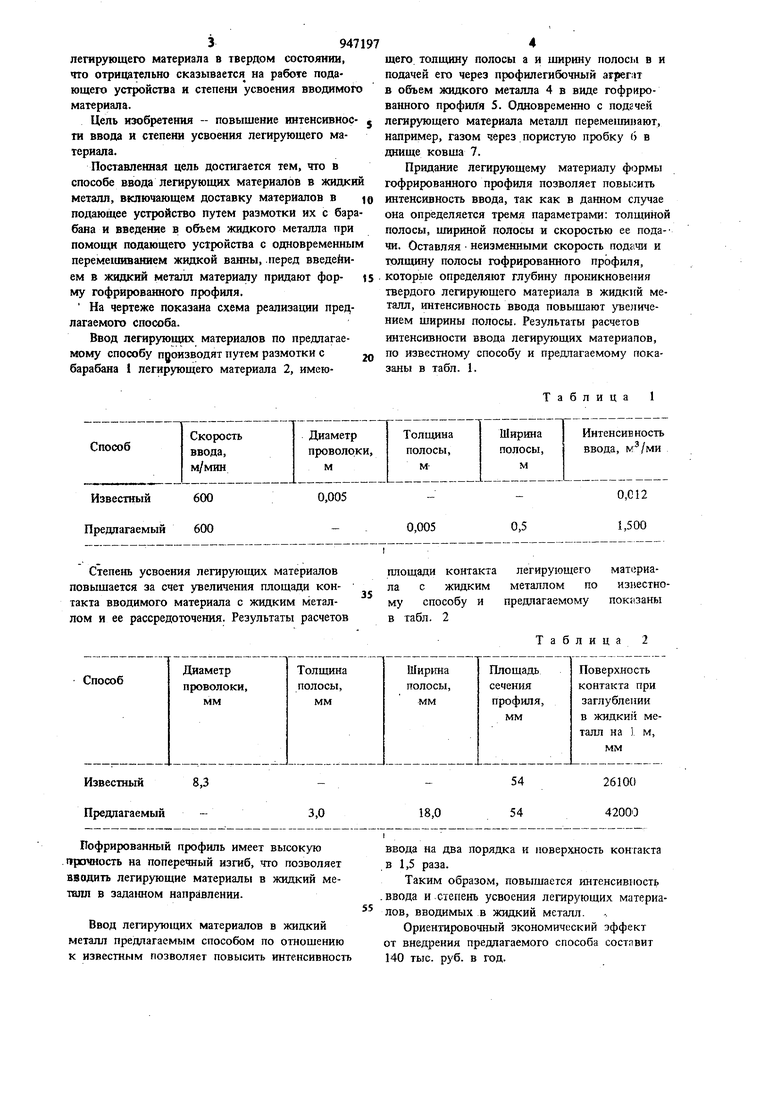
Придание легирующему материалу формы гофрированного профиля позволяет повысить интенсивность ввода, так как в данном случае она определяется тремя параметрами: толщиной полосы, шириной полосы и скоростью ее подачи. Оставляя неизменными скорость подачи и толщину полосы гофрированного профиля, которые определяют глубину проникновения твердого легирующего материала в жидкий металл, интенсивность ввода повышают увеличением ширины полосы. Результаты расчетов интенсивности ввода легирующих материалов, по известному способу и предлагаемому показаны в табл. 1.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВВОДА ЛЕГИРУЮЩИХ МАТЕРИАЛОВ В ЖИДКИЙ МЕТАЛЛ | 1991 |
|
RU2017831C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВА МЕТАЛЛА В КОВШЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2014 |
|
RU2561553C1 |
| Устройство для ввода легирующей добавки в жидкую сталь | 1979 |
|
SU857273A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2002 |
|
RU2228371C1 |
| Устройство для внепечной обработки стали | 1986 |
|
SU1401056A1 |
| Способ выплавки стали для автолиста | 1981 |
|
SU981385A1 |
| Способ легирования стали при непрерывном литье | 1986 |
|
SU1315117A1 |
| ОБЕСПЕЧЕНИЕ УЛУЧШЕННОГО УСВОЕНИЯ СПЛАВА В ВАННЕ РАСПЛАВЛЕННОЙ СТАЛИ С ИСПОЛЬЗОВАНИЕМ ПРОВОЛОКИ С СЕРДЕЧНИКОМ, СОДЕРЖАЩИМ РАСКИСЛИТЕЛИ | 2008 |
|
RU2529132C2 |
| СПОСОБ КОВШОВОЙ ОБРАБОТКИ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2016 |
|
RU2637194C1 |
| Способ обработки низкоуглеродистой стали в ковше | 1980 |
|
SU998531A1 |
Степень усвоения легирующих материалов повышается за счет увеличения площади контакта вводимого материала с жидким металлом и ее рассредоточения. Результаты расчетов
Пофрированный профиль имеет высокую прочность на поперечный изгиб, что позволяет вводить легирующие материалы в жидкий металл в направлении.
Ввод легирующих материалов в жидкий металл предлагаемым способом по отношению к известным позволяет повысить интенсивность
легирующегоматериаметаллом поизнестнопредлагаемомупоказаны
Таблица 2
ввода на два порядка и поверхность контакта в 1,5 раза.
Таким образом, повышается интенсивность .ввода и.степень усвоения легирующих материалов, вводимых в жидкий металл.
Ориентировочный зкономический эффект от внедрения предлагаемого способа состлвит 140 тыс. руб. в год. 59 Формула изобретения Способ ввода легирующих материалов в жидкий металл, включающий доставку материалов в подающее устройство путем размотки их с барабана и введение в объем жидкЬго металла при помощи подающего устройства с одновременным перемещиванием жидкой ванны, отличающийся тем, что, с целью повышения интенсивности ввода и степени усвоения легирующего материала, перед введением в жидкий металл материалу прядают форму гофрированного профншг. Источники информации, принятые во внимание щт жсаергязе 1. Патент Японии N 51-114692, кл. 10 А 321, опублик. |978. 2. Патент США № 3729309, кл. 75-129. опублик. 1970.
