Изобретение относится к черной металлургии, а именно к производству стали и сплавов, в частности к микролегированию стали и сплавов азотом.
Повышение механических и служебных свойств стали можно достичь за счет дополнительного ввода таких легирующих элементов, как Мn, Ni, Cr, Nb, Mo, или получением металла с мелкозернистой структурой. Одним из наиболее дешевых и эффективных способов получения мелкозернистой структуры металла является микролегирование стали азотом совместно с нитридообразующими элементами (V, Ti, Al), нитриды которых способствуют получению стали с мелким зерном.
Существует несколько способов легирования металла азотом:
1. Введение азотированных ферросплавов (FeMn, SiMn, FeV, FeSi, FeCr и т.д.).
2. Введение в металл во время выпуска плавки азотсодержащих органических материалов (например, карбамида).
3. Продувка металла газообразным азотом.
Использование для микролегирования стали азотом азотированных ферросплавов, цена которых в 3-8 раз выше (в зависимости от содержания в них азота) стоимости обычных ферросплавов, приводит к значительному удорожанию себестоимости производства стали.
Известен способ производства низколегированных сталей, включающий получение в сталеплавильном агрегате полупродукта, выпуск его в ковш и последующее раскисление. Согласно изобретению металл выпускают с содержанием углерода 0,06-0,09%, а в начале выпуска в ковш дают чушковый алюминий из расчета 1,0-1,2 кг/т стали и одновременно карбамид из расчета 0,5-0,7 кг/т стали.
При этом часть алюминия и азота расходуется на раскисление, а часть - на образование нитридной фазы, что способствует некоторому повышению механических свойств металлопроката [1].
Известен способ раскисления рельсовой стали, включающий ввод в сталь микролегирующих компонентов, раскисление металла в печи сплавом ферросиликомарганецалюминий, а в ковше - сплавами, содержащими нитридообразующие компоненты. После раскисления металла в ковше сплавами, содержащими нитридообразующие компоненты, в сталь вводят карбамид в количестве 0,2-0,9 кг/т. После присадки сплавов, содержащих нитридообразующие компоненты, перед введением карбамида в ковш вводят алюминий в количестве 0,05-0,25 кг/т [2].
Однако оба эти способа не гарантируют стабильного усвоения азота и поэтому недостаточно эффективны.
Известен способ передела ванадиевых чугунов дуплекс-процессом VDK, включающий заливку ванадиевого чугуна в конвертер, продувку его кислородом сверху, перелив полученного полупродукта в другой агрегат, продувку его нейтральным газом, отличающийся тем, что после продувки чугуна кислородом его продувают нейтральным газом, а продувку полупродукта нейтральным газом чередуют с продувкой его кислородом, при этом удельный расход кислорода на продувку ванадиевого чугуна устанавливают в пределах 5-7 м3/т, а продувку нейтральным газом ведут до завершения процесса деванадации. При переделе полупродукта в высокоуглеродистую сталь удельный расход кислорода устанавливают в пределах 8-12 м3/т, а продувку нейтральным газом ведут до получения заданного содержания углерода в стали. При выплавке низкоуглеродистой стали полупродукт сначала продувают кислородом при удельном расходе 5-6 м3/т, после чего в течение 2-3 мин продувают нейтральным газом, затем вторично продувают кислородом при удельном расходе 6-10 м3/т и завершают процесс продувкой нейтральным газом до получения заданного состава металла [3].
Недостатком данного способа является нестабильное содержание азота в стали, обусловленное окислением металла в процессе кислородной продувки, а также в ходе взаимодействия металла с кислородом воздуха во время выпуска плавки. К тому же, чередование продувки кислородом и азотом в конвертере приводит к увеличению длительности плавки и снижению производительности конвертера.
Известен способ модифицирования стали и сплавов на основе Fe, Ni, Cr и Мn тугоплавкими нитридами, заключающийся в насыщении сплава азотом и последующей обработке титаном, цирконием, ураном, торием, гафнием, танталом и церием. С целью регулирования размеров включений нитридообразующие элементы вводят в насыщенный азотом расплав в виде частиц крупностью не более 0,5 мм в процессе разливки при температуре на 30-80°С выше температуры начала кристаллизации расплава [4].
Однако этот способ имеет ряд существенных недостатков:
- предварительное насыщение металла азотом связано с необходимостью увеличения продолжительности плавки, что снижает производительность сталеплавильных агрегатов;
- получение заданных концентраций азота в готовой стали затруднено, т.к. содержание азота дополнительно изменяется в процессе выпуска из печи в ковш и при разливке из ковша в изложницы или кристаллизатор и добиться равномерного распределения азота и нитридообразующих добавок, задаваемых в виде порошков в расплав, при разливке в объеме металла практически невозможно, т.к. в этих условиях нельзя обеспечить точных синхронных скоростей разливки металла и подачи порошковых материалов;
- осуществление подачи порошков-модификаторов на металл при разливке на воздухе приводит к значительному их угару и вторичному окислению стали.
Известен способ модифицирования сталей и сплавов, при котором в печь или в ковш вводят нитридообразующие в виде порошков в струе азота [5]. Однако подача нитридообразующих в печь или в ковш и ввод их в жидкий металл в виде порошков в струе азота представляет собой технологически трудную операцию. Для ее осуществления необходимо сложное оборудование для эжектирования и вдувания порошков в металл. Также необходима предварительная подготовка мелкофракционных порошков (с фракцией менее 0,01 мм) и огнеупорной фурмы для ввода порошков в жидкий металл. Кроме того, подача нитридообразующих порошков в печь или в ковш в струе азота приводит к значительному угару дорогостоящих материалов за свет выноса их и окисления воздухом и шлаками. При использовании данного способа получение стабильного содержания азота и модифицирующих добавок в готовой стали затруднено вследствие вторичного окисления в печи и при выпуске в ковш, что приводит к дополнительному загрязнению металла газами (кислородом, водородом) и неметаллическими включениями.
Наиболее близким техническим решением является способ производства стали, включающий выплавку металла в плавильном агрегате, его раскисление, легирование азотом, разливку и последующую прокатку, при этом в жидкий металл вводят элементы, сродство которых к азоту больше, чем у железа, жидкий металл насыщают азотом до концентрации, обеспечивающей необходимую степень его легирования и выделение азота в газообразную фазу при кристаллизации металла в количестве, достаточном для компенсации усадки металла. Кроме того, металл насыщают азотом: из атмосферы плавильного агрегата, и/или продувкой металла азотосодержащими газами, и/или присадкой азотосодержащих материалов, причем в качестве азотосодержащих материалов используются азотированные ферросплавы, и/или азотосодержащие минералы, и/или органические материалы; в качестве элементов, сродство которых к азоту больше, чем у железа, в жидкий металл вводят материалы, содержащие хром, марганец, молибден, алюминий, ванадий, ниобий, титан, цирконий и/или их сочетание в количествах, обеспечивающих увеличение растворимости азота в жидком расплаве и полное связывание растворенного азота в нитриды и карбонитриды при кристаллизации металла, а разливку металла производят в уширенные книзу изложницы без утепления [6].
Однако данный способ имеет ряд недостатков:
- продувка газообразным азотом в сталеплавильном агрегате приводит к низкому усвоению азота расплавленным металлом:
- увеличивается длительность плавки и, как следствие, снижается производительность сталеплавильного агрегата;
- подача нитридообразующих материалов в печь или в ковш в струе азота приводит к значительному угару этих дорогостоящих материалов за счет выноса их и окисления воздухом и шлаками;
- получение стабильного содержания азота и модифицирующих добавок в готовой стали затруднительно вследствие вторичного окисления в печи и при выпуске расплава в ковш, а также дополнительного поглощения азота струей при сливе из сталеплавильного агрегата в ковш и при разливке, что приводит к дополнительному загрязнению металла газами (кислородом, водородом) и неметаллическими включениями.
Задачей изобретения является повышение эффективности модифицирования, улучшение качества стали, уменьшение угара вводимых материалов и равномерное их распределение в металле, предотвращение вторичного окисления и повышение чистоты металла по содержанию вредных газов и неметаллических включений.
Поставленная задача достигается за счет того, что выплавка металла осуществляется в сталеплавильном агрегате, предварительное раскисление и легирование металла - в сталеразливочном ковше на выпуске. Окончательное раскисление, доводка металла по температуре и химическому составу, микролегирование азотом и снижение содержания кислорода производится на установке “печь-ковш” и циркуляционном вакууматоре. Продувку металла на установке “печь-ковш” производят сухим газообразным азотом с расходом 150-1000 л/мин. Одновременно с продувкой металла азотом производится подогрев расплава за счет электрической дуги и отдаются нитридообразующие элементы (ванадий и алюминий). За счет высокой температуры в зоне горения дуги (около 2500°С) происходит разложение газообразного азота до ионного состояния и ускоренное образование нитридов. После доводки металла до необходимой температуры и требуемого химического состава металл подвергают вакуумной обработке на циркуляционном вакууматоре, используя в качестве транспортирующего газа азот с расходом 900-1600 л/мин. Время вакуумирования составляет 5-30 мин при остаточном давлении в камере менее 10,0 мбар. В конце вакуумирования в металл вводится алюминиевая (если необходимо для достижения заданных пределов по содержания алюминия) и силикокальциевая проволока в количестве 0,5-3,5 кг/т стали. Предлагаемая технология позволяет получать содержание в металле азота и нитридообразующих элементов (ванадия и алюминия), а также кислорода в заданных соотношениях: [N]/[A1]=(0,3÷10,0); [N]/[V]=(0,04÷0,50); [N]/[O]=(2,0÷20,0), что способствует увеличению уровня ударной вязкости при отрицательных температурах на 25÷150%.
Сущность предлагаемого технического решения заключается в следующем. После выпуска из сталеплавильного агрегата ковш с металлом передается на установку “печь-ковш”, где производится обработка расплава. На ковш опускается крышка “печи-ковша”, подсоединяется устройство для подачи азота через пористую пробку в днище стальковша и начинается продувка. После этого опускают электроды и начинают подогрев расплава с одновременным введением твердой шлакообразующей смеси, состоящей из извести, известково-глиноземистого шлака (или плавикового шпата) и шамота для гомогенизации расплава по химическому составу и температуре, а также для разжижения шлака и снижения его газопроницаемости.
В процессе обработки в расплав присаживают легирующие элементы (С, FeSi, SiMn) в необходимом количестве, а также нитридообразующие элементы (V, А1). Продувку азотом ведут на протяжении всей обработки расплава на “печи-ковше”. За счет высокой температуры в зоне горения дуги (около 2500°С) происходит разложение газообразного азота до ионного состояния и ускоренное образование нитридов.
При обычной продувке газообразным азотом происходит только очистительная обработка металла, т.е. снижение количества вредных газов и неметаллических включений; усвоение металлом азота происходит незначительно.
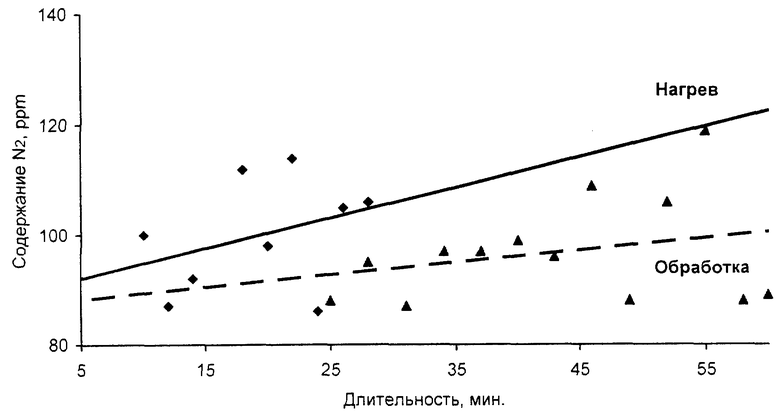
Влияние длительности обработки плавки на установке “печь-ковш” и длительности нагрева на содержание азота в стали приведено на чертеже.
Как видно из чертежа, при постоянном расходе газа длительность обработки практически не оказывает влияние на увеличение содержания азота в стали. В то же время увеличение длительности нагрева приводит к значительному увеличению содержания азота.
Наилучшее усвоение азота и нитридообразующих элементов было получено при продувке расплава с расходом газа 150-1000 л/мин и подаче нитридообразующих элементов в момент нагрева металла электрической дугой.
После обработки на “печи-ковше” стальковш с металлом передают на установку циркуляционного вакуумирования, где в течение 5-30 мин производится вакуумная обработка расплава. При этом на всасывающий патрубок вакууматора подается азот в количестве 900-1600 л/мин при остаточном давлении в камере менее 10,0 мбар. Расход транспортирующего газа постепенно изменяют от минимальных значений в начале обработки расплава до максимальных в конечной стадии вакуумирования.
В конце вакуумирования в металл вводят алюминиевую и силикокальциевую проволоку в количестве соответственно 0,05-0,30 и 0,5-3,5 кг/т стали и продувают металл азотом через пористую пробку в днище стальковша. Предлагаемая технология обработки позволяет получать содержание в металле азота, нитридообразующих элементов (ванадия и алюминия) и кислорода в заданных соотношениях:
[N]/[A1]=0,3÷10,0;
[N]/[V]=0,04÷0,50;
[N]/[O]=2,0÷20,0.
Результаты опытных плавок, проведенных с соблюдением указанной технологии, показали, что оптимальные результаты по повышению механических свойств проката получены на плавках, на которых были соблюдены заявляемые параметры.
Пример.
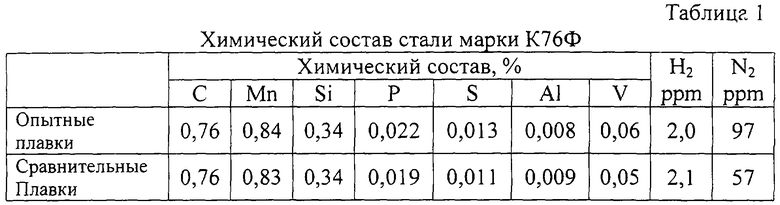
Рельсовую сталь из 160 т конвертера сливали в ковш. Сталь имела следующий химический состав, %: С 0,40-0,65; Si 0,20-0,30; Mn 0,50-0,60; Р≤0,035; S≤0,040.
Затем ковш с металлом передавали на установку “печь-ковш”, где производили доводку металла по химическому составу путем присадки твердых шлакообразующих и дробленых ферросплавов. При этом производили нагрев расплава электрической дугой опущенных электродов и одновременно через пористую пробку в днище ковша продували расплав азотом с расходом газа 150-1000 л/мин. Во время нагрева в металл присаживали алюминий и ванадий.
По окончании доводки электроды поднимались, отключалось устройство подачи азота и ковш с металлом передавался на установку циркуляционного вакуумирования. Производилось заглубление патрубков в металл путем поднятия стальковша, открывался вакуумный клапан, во всасывающий патрубок подавался азот с расходом 900-1600 л/мин и начиналось вакуумирование в течение 7-15 мин. В конце вакуумирования в металл вводили алюминиевую и силикокальциевую проволоку с расходом соответственно 0,05-0,30 и 0,5-3,5 кг/т стали. После окончания вакуумирования металл в течение 3-5 мин продували азотом через пористую пробку в днище стальковша. Активность кислорода после вакуумирования составила 0,0005%, содержание серы - 0,004%, содержание фосфора - 0,017%, максимальная балльность допустимых включений - не более 2,0 балла. Затем вакуумную систему разгерметизировали, производили замер температуры, отбиралась проба и ковш с металлом выдавался на МНЛЗ.
Технологические показатели опытных плавок по заявляемому способу, а также сравнительных плавок валового производства НТМК приведены в таблицах 1 и 2.
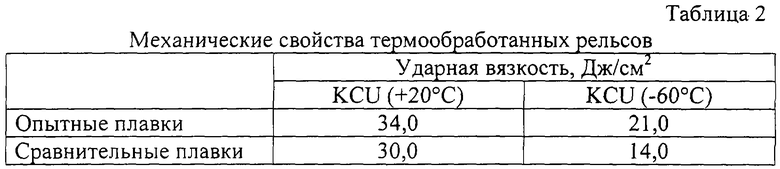
Сопоставительный анализ заявляемого технического решения и существующих способов микролегирования стали азотом показывает, что предложенное техническое решение гарантирует стабильное усвоение азота металлом, обеспечивает повышение содержания азота в стали, позволяет повысить значения ударной вязкости как при положительных, так и при отрицательных температурах. Это позволяет сделать вывод о его соответствии признаку “новизна”.
Предлагаемая технология позволяет при незначительном увеличении затрат на производство стали за счет замены продувочного газа (аргона на азот) в значительной степени повысить уровень механических и эксплуатационных свойств металлопроката (см.табл.2).
Конкретное использование предлагаемого технического решения в условиях Нижнетагильского металлургического комбината подтверждает промышленную применимость изобретения.
Литература
1. Патент 1710583, С 21 С, опубликован в бюллетене №5, 1992 г.
2. Патент 1710581, С 21 С, 7/00, 5/52, опубликован в бюллетене №5, 1992 г.
3. А.с.1038364, С 21 С, 5/28, №32, 1983 г.
4. А.с.435291, С 21 С, 7/00, опубликовано в бюллетене №25, 1974 г.
5. Калинников Е.С. Хладостойкая низколегированная сталь, М., “Металлургия”, 1976, с.48-54.
6. Патент 2172349, С 21 С, 7/00, 5/28, опубликован в бюллетене №23, 2001 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ С ПОСЛЕДУЮЩЕЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ В ЗАГОТОВКУ МАЛОГО СЕЧЕНИЯ | 2011 |
|
RU2460807C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 1992 |
|
RU2016088C1 |
| СПОСОБ МИКРОЛЕГИРОВАНИЯ СТАЛИ АЗОТОМ | 2004 |
|
RU2266338C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2019 |
|
RU2732840C1 |
| Способ микролегирования стали азотом | 1990 |
|
SU1731826A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДШИПНИКОВОЙ СТАЛИ | 2001 |
|
RU2200198C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУПЕРЧИСТОЙ СТАЛИ, РАСКИСЛЕННОЙ АЛЮМИНИЕМ, ДЛЯ ПРОИЗВОДСТВА ВЫСОКОКАЧЕСТВЕННОЙ МЕТАЛЛОПРОДУКЦИИ | 2019 |
|
RU2740949C1 |
| СПОСОБ АЗОТИРОВАНИЯ СТАЛИ | 2008 |
|
RU2380431C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2012 |
|
RU2499839C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ КОРДОВОГО КАЧЕСТВА | 2008 |
|
RU2378391C1 |
Изобретение относится к черной металлургии, а именно к производству стали и сплавов, в частности к микролегированию стали и сплавов азотом. Технический результат - улучшение качества стали, уменьшение угара вводимых материалов и равномерное их распределение в металле, предотвращение вторичного окисления и повышение чистоты металла по содержанию вредных газов и неметаллических включений. Способ производства стали включает продувку металла газообразным азотом на установке “печь-ковш” с расходом 150-1000 л/мин, с целью легирования азотом. Одновременно с продувкой производят нагрев расплава за счет электрической дуги и присаживают нитридообразующие элементы в количествах, обеспечивающих связывание растворенного азота в нитриды. Далее сталеразливочный ковш передают на установку циркуляционного вакуумирования, где расплав вакуумируют в течение 5-30 мин, используя азот в качестве транспортирующего газа с расходом 900-1600 л/мин. В конце вакуумирования в металл вводят алюминиевую и силикокальциевую проволоку в количестве, соответственно, 0,05-0,30 и 0,5-3,5 кг/т стали и продувают металл азотом через пористую пробку в днище ковша. В качестве нитридообразующих элементов можно использовать ванадий и алюминий. Содержание в металле азота, нитридообразующих элементов и кислорода может соответствовать следующим соотношениям: [N]/[A1]=0,3÷10,0, [N]/[V]=0,04÷0,50, [N]/[О]=2,0ч20,0. Вакуумирование металла желательно прекращать после окончания ввода алюминиевой и силикокальциевой проволоки. 1 ил., 2 табл.
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 1999 |
|
RU2172349C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ СТАЛИ И СПЛАВОВ | 1972 |
|
SU435291A1 |
| Способ передела ванадиевых чугунов дуплекс-процессом @ | 1982 |
|
SU1038364A1 |
| КОМПОЗИЦИОННЫЙ ЭМУЛЬГАТОР ДЛЯ ПРОИЗВОДСТВА ЭМУЛЬСИОННЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2696433C1 |
| JP 60067613, 18.04.1985. | |||

