Изобретение относится к поточным линиям для непрерывной технологической обработки при нанесении лакокрасочных покрытий на длинномерные изделия цилиндрической формы типа шнека сельскохозяйственных машин.
Известно устройство для перемещения изделий через ванны окрашивания, включающее размещенный над ванной с лаком горизонтально-замкнутый приводной конвейер с держателями изделий и расположенный под приводным конвейером в ванне с лаком дополнительный горизонтально-замкнутый конвейер, снабженный стаканами с отверстиями в донной части, которые установлены под держателями приводного конвейера (авт. св. N 1419970). Данное устройство не может быть использовано для обработки длинномерных изделий.
Наиболее близкой по технической сущности и достигаемому результату является поточная линия для окраски и сушки крупногабаритных и длинномерных изделий (авт. св.N 745818). Поточная линия включает последовательно расположенные по ходу технологического процесса загрузочные устройства, горизонтально-замкнутый конвейер, на ветвях которого укреплены каретки с подвесками в виде крюков для изделий, камеры обезжиривания, окраски, сушки и разгрузочные устройства. Кроме этого, линия снабжена механизмом перегрузки изделий с ветви на ветвь. Недостатком данной линии является ненадежность ее работы из-за наличия в ней сложных по конструкции устройств загрузки, разгрузки и перегрузки. Кроме того, для данной поточной линии требуются большие производственные площади.
Целью изобретения является упрощение конструкции, повышение надежности работы и уменьшение габаритов.
Достигается это тем, что в агрегате для окраски и сушки длинномерных изделий, содержащем позицию загрузки, технологические ванны, сушильную камеру и позицию разгрузки, технологически объединенные конвейером, конвейер выполнен вертикально-замкнутым шаговым с двумя ветвями, разнесенными по длине технологической ванны, и размещен над позицией загрузки и технологическими ваннами. На звеньях конвейера с равным шагом шарнирно укреплены захваты-держатели Г-образной формы, а каждая ванна снабжена ложементом в виде объединенных между собой и соединенных с реверсивным двигателем поворотных рычагов. Длина рычагов соответствует ширине ванны, стенка ванны со стороны свободного конца ложемента выполнена соответствующей траектории движения конца поворотного рычага. Над позицией загрузки, снабженной подпружиненным отсекателем изделий и направляющей в виде желоба, охватывающего приводную звездочку конвейера, размещена позиция разгрузки, а верхняя ветвь конвейера выполнена проходящей через камеру сушки. Позиции загрузки и разгрузки выполнены в виде наклонной плоскости.
При просмотре научно-технической и патентной литературы не обнаружено технических решений, имеющих совокупность заявленных признаков.
На фиг.1 схематически изображен агрегат для окраски и сушки длинномерных изделий при нанесении лакокрасочных покрытий; на фиг.2 - разрез А-А на фиг.1.
Агрегат состоит из технологической цепочки ванн 1, связанных общим корпусом 2 с камерой сушки 3, и имеет позиции загрузки 4 и разгрузки 5 изделий 6. Позиции загрузки и разгрузки выполнены в виде наклонной плоскости. Над технологическими ваннами 1 в корпусе 2 размещен двухцепной вертикально-замкнутый шаговый конвейер 7 с шарнирно закрепленными Г-образными захватами-держателями 8. Цепи конвейера 7 разнесены по ширине технологических ванн 1. Приводная звездочка 9 конвейера 7 охватывается направляющей 10 в виде желоба. Каждая технологическая ванна 1 имеет ложемент 11, который выполнен в виде поворотных рычагов, закрепленных одним концом на оси 12 над ванной. Длина поворотных рычагов равна ширине технологической ванны 1. Все ложементы 11 объединены с помощью цепной передачи 13 с угловым реверсивным приводом 14. Боковая стенка 15 технологических ванн 1 со стороны свободного конца поворотных рычагов выполнена в соответствии с траекторией движения свободного конца ложемента 11. Позиция загрузки 4 снабжена подпружиненным отсекателем 16. Верхняя ветвь конвейера проходит через камеру сушки 3.
Агрегат для окраски и сушки длинномерных изделий работает следующим образом. Подготовка поверхности, нанесение лакокрасочного материала и сушка производится при периодическом перемещении шагового конвейера 7 на шаг по технологическим позициям. Пpи перемещении конвейера 7 на шаг, закрепленный шарнирно на цепи конвейера, захват-держатель 8 выходит из направляющей 10 на позицию загрузки 4 и захватывает одно изделие 6, перемещая его на технологическую позицию. При этом изделия 6 удерживаются от самопроизвольного скатывания подпружиненным отсекателем 16.
Цепочка технологических ванн 1 расположена в технологической последовательности позиций: обезжиривание, промывка, сушка, охлаждение, нанесение лакокрасочного покрытия. При остановке конвейера 7 ложементы 11 с изделиями 6 на каждой позиции поворачиваются на заданный угол, погружая изделия 6 в жидкость или поток горячего (холодного) воздуха. Поворот ложементов осуществляется через цепную передачу 13 угловым приводом 14, работающим в реверсивном режиме. Причем при опускании ложемента 11 вниз изделие 6 обкатывается по боковой стенке 15 ванн 1, что улучшает качество обработки изделия. Затем ложементы 11 возвращаются в исходное верхнее (горизонтальное) положение и после выдержки на обтекание дается команда на следующий шаг конвейера 6. После нанесения лакокрасочного покрытия изделие 6 подхватывается захватами-держателями 8 движущегося конвейера 7, поднимается и транспортируется на цепи через камеру сушки 3, где захват-держатели 8 выполняют функцию упоров. На позиции разгрузки 5 при движении конвейера 7 захваты-держатели 8 утапливаются в направляющую 10 и изделие скатывается в накопитель готовых изделий (не показано).
Таким образом предлагаемый агрегат прост в изготовлении и работе, надежен и занимает небольшую производительную площадь.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства строительных материалов | 1990 |
|
SU1813042A3 |
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Поточная линия для окрашивания изделий | 1989 |
|
SU1699643A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2024325C1 |
| Окрасочно-сушильный агрегат | 1987 |
|
SU1520808A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Установка для сушки-оплавления окрашенных изделий | 1981 |
|
SU1014594A1 |
| РУЧНАЯ МОТОКОСИЛКА НА ВОЗДУШНОЙ ПОДУШКЕ | 1991 |
|
RU2025935C1 |
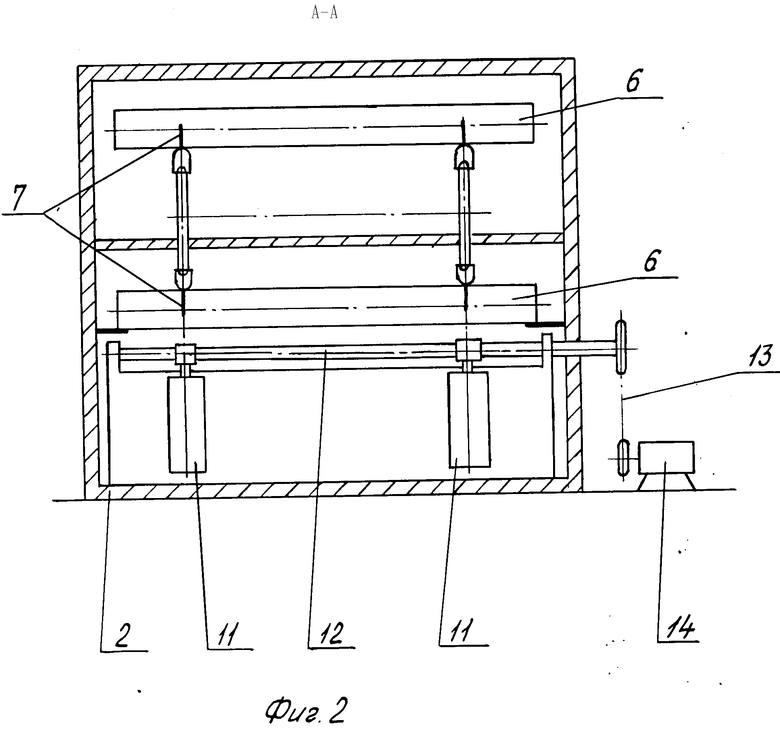
Применение: изобретение относится к поточным линиям для непрерывной технологической обработки при нанесении лакокрасочных покрытий на длинномерные изделия цилиндрической формы. Агрегат содержит двухцепной вертикально-замкнутый шаговый конвейер /К/ 7, механизм загрузки и технологические ванны /В/ 1, расположенные под К 7. Над механизмом загрузки 4 размещен механизм разгрузки 5. Верхняя ветвь К 7 проходит через камеру сушки 3. На К 7 шарнирно закреплены держатели 8 Г-образной формы. Приводная звездочка 9 К 7 охватывается направляющей 10. Над В 1 установлены приспособления погружения в виде поворотных рычагов. Стенка В 1 со стороны свободного конца рычагов выполнена соответствующей траектории движения конца рычага. При перемещении К 7 на шаг захваты-держатели 8 захватывают с позиции загрузки 4 одно изделие 6 и перемещают его на технологическую позицию. При остановке К 7 рычаги с изделиями 6 на каждой позиции поворачиваются и погружают изделие 6 в В 1. При повороте рычагов изделие 6 вращается, что повышает качество окраски. При возврате рычагов в исходное положение К 7 вновь совершает движение на шаг. Изделие 6 подхватывается держателями 8 и транспортируется через камеру сушки 3 к механизму разгрузки 5. 2 ил.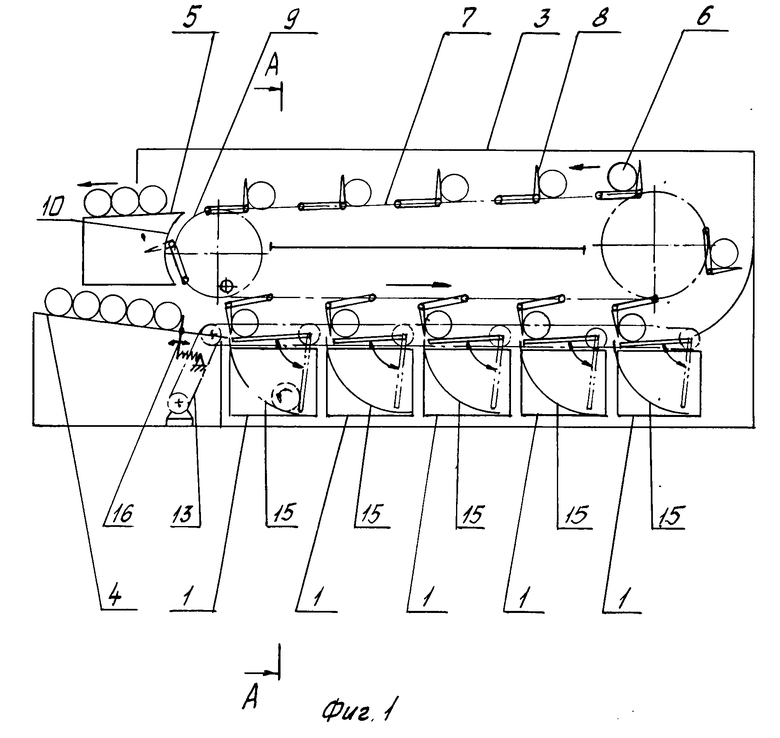
АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ, включающий вертикально замкнутый цепной конвейер, расположенный над технологическими ваннами, приспособление погружения с приводом, держатели, шарнирно закрепленные с равным шагом на звеньях конвейера, и наклонно расположенные механизмы загрузки и разгрузки, отличающийся тем, что с целью обработки длинномерных изделий, конвейер выполнен с двумя ветвями, разнесенными по длине технологических ванн, а держатели выполнены Г-образной формы, причем приспособление погружения выполнено в виде объединенных между собой и соединенных с приводом, выполненным реверсивным, поворотных рычагов, закрепленных над технологическими ваннами, длина рычагов выполнена соответствующей ширине технологических ванн, стенки которых со стороны свободного хода концов рычагов выполнены соответственно траектории их движения, при этом над механизмом загрузки, снабженном пружинным отсекателем деталей и направляющей в виде желоба, охватывающего приводную звездочку конвейера, размещен механизм разгрузки.
