Изобретение относится к листовой штамповке.
Известно устройство для штамповки листовых материалов, содержащее упругую подушку, размещенную в контейнере, связанном с опорной плитой, нижний прижим, средства предварительной формовки в виде наружного ползуна с верхним прижимом, средства окончательной формовки в виде внутреннего ползуна, воздействующего на пуансон, а также средство поглощения избыточного объема упругой подушки [1].
Недостатком известного устройства является деформация штампуемой детали в результате реакции расширения упругого материала, составляющего подушку.
Для устранения указанного недостатка устройство для штамповки листовых материалов, содержащее упругую подушку, размещенную в контейнере, связанном с опорной плитой, нижний прижим, средства предварительной формовки в виде наружного ползуна с верхним прижимом, средства окончательной формовки в виде внутреннего ползуна, воздействующего на пуансон, а также средство поглощения избыточного объема упругой подушки, снабжено узлом регулирования перемещения средства поглощения избыточного объема упругой подушки, которое может быть образовано днищем контейнера или по меньшей мере одной боковой стенкой контейнера или верхним прижимом.
Узел регулирования устройства имеет орган возврата и выполнен в виде подвижного поршня, взаимодействующего с многопластинчатым тормозом, имеющим верхние пластины трения, жестко связанные с опорной плитой, установленные межу верхними пластинами трения и связанные с органом возврата.
Многопластинчатый тормоз в свою очередь снабжен гидроцилиндром, шток которого шарнирно соединен с двумя рычагами, образующими коленчатый рычаг для затяжки пластин трения.
Узел регулирования снабжен органом возврата и выполнен в виде подвижного поршня, взаимодействующего с несамотормозящим винтом, жестко связанным при вращении с поршнем и с органом возврата и снабженным ременным тормозом, который включает ходовую гайку, снабженную на периферической части канавкой для направления ремня и гидроцилиндром для регулирования его натяжения.
Узел регулирования может быть выполнен в виде подвижного поршня, взаимодействующего с несамотормозящим винтом, жестко связанным при вращении с поршнем и приводимым в действие шаговым механизмом управления, имеющим ходовую гайку, снабженную в периферической части средствами зацепления в виде зубчатой канавки, взаимодействующей с червяком.
Узел регулирования может быть образован подвижным поршнем, взаимодействующим с гидроцилиндром, имеющим гидравлический контур, включающий, в частности, редукционный клапан с программируемым пропорциональным управлением.
Узел регулирования может быть образован основным подвижным поршнем, взаимодействующим с гидравлическим клапаном, регулируемым с помощью пневматической задвижки. Гидравлический клапан размещен на дополнительном поршне, находящемся под воздействием давления сжатого воздуха, подаваемого с помощью пневматический задвижки, и установленном с возможностью осевого перемещения в корпусе, имеющем в дне центральное отверстие, образующее седло гидравлического клапана. Корпус образует совместно с основным поршнем верхнюю камеру, а с дополнительным поршнем - внутреннюю камеру, причем упомянутые камеры заполнены жидкотекучей средой и сообщаются между собой через центральное отверстие.
Устройство имеет цилиндрическую полость, образующую резервуар для жидкотекучей среды, сообщающийся, с одной стороны, с верхней камерой, а с другой стороны - с внутренней камерой.
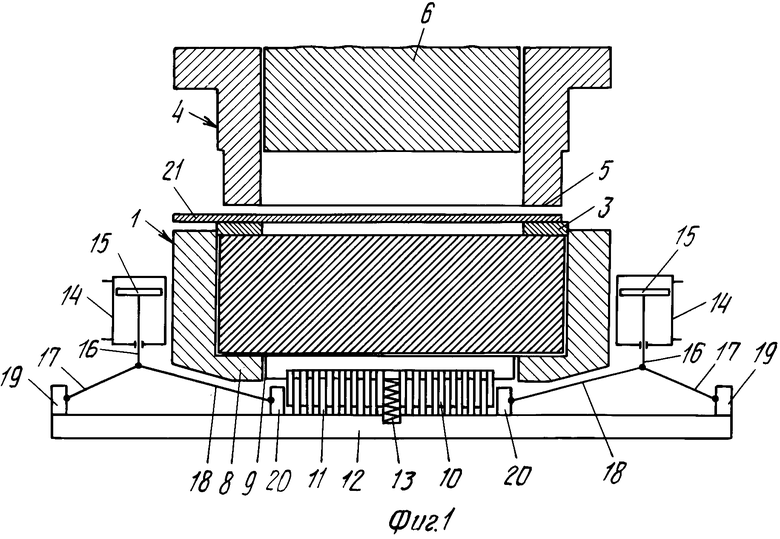
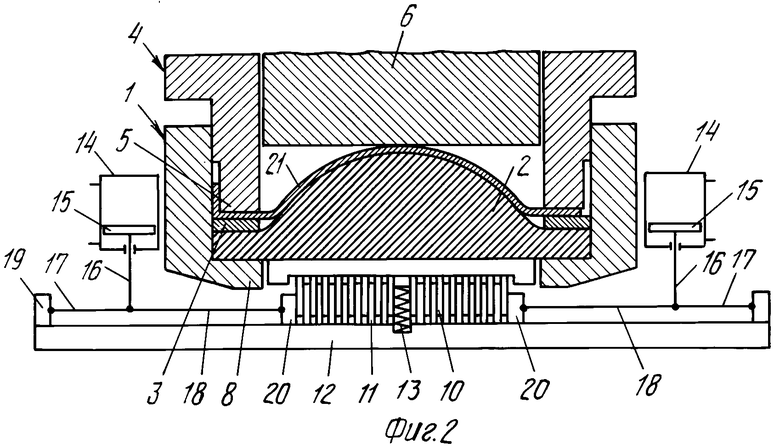
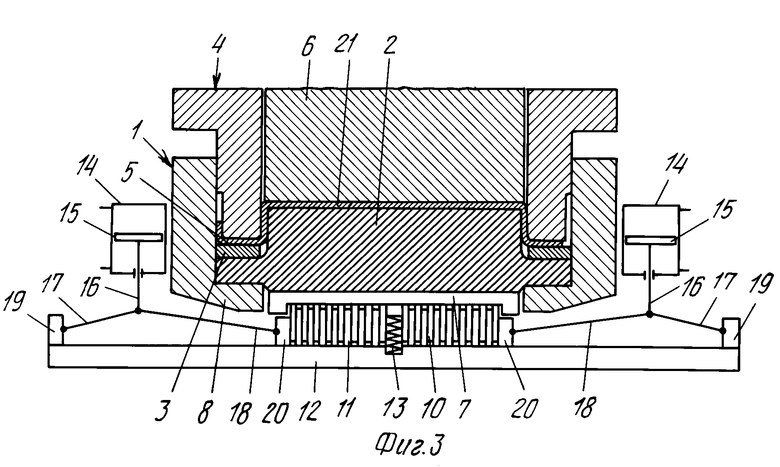
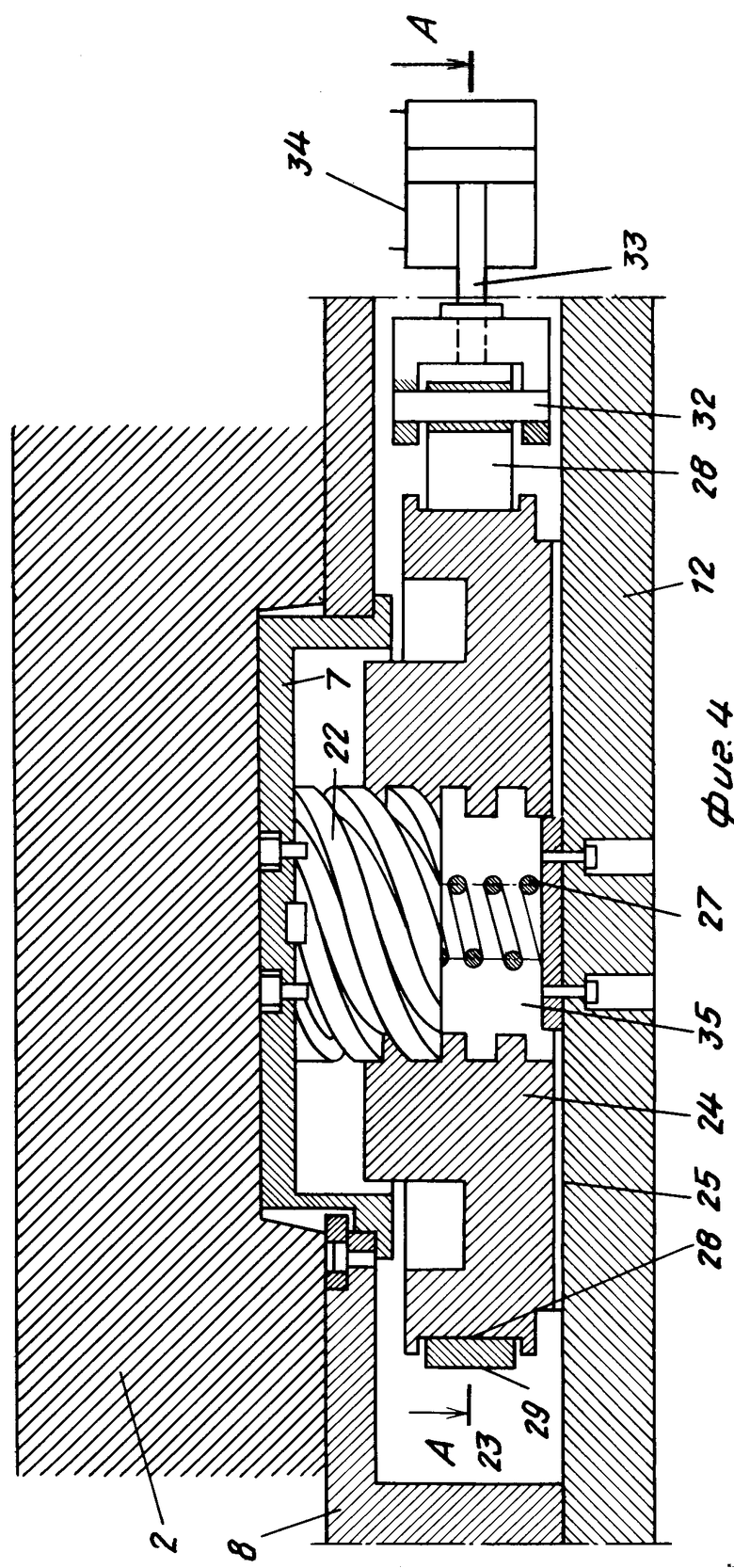
На фиг. 1-3 показано сечение устройства в процессе последовательных этапов формовки детали; на фиг.4 - сечение устройства с первым вариантом органа возврата узла регулирования перемещения средства поглощения избыточного объема упругой подушки; на фиг.5 - ременный тормоз в увеличенном масштабе; на фиг.6 - орган возврата узла регулирования, второй вариант; на фиг.7 - то же, третий вариант; на фиг.8 - то же, четвертый вариант; на фиг. 9 - 11 - пятый вариант органа возврата узла регулирования в процессе последовательных этапов штамповки; на фиг.12 - вариант выполнения средства поглощения упругой подушки.
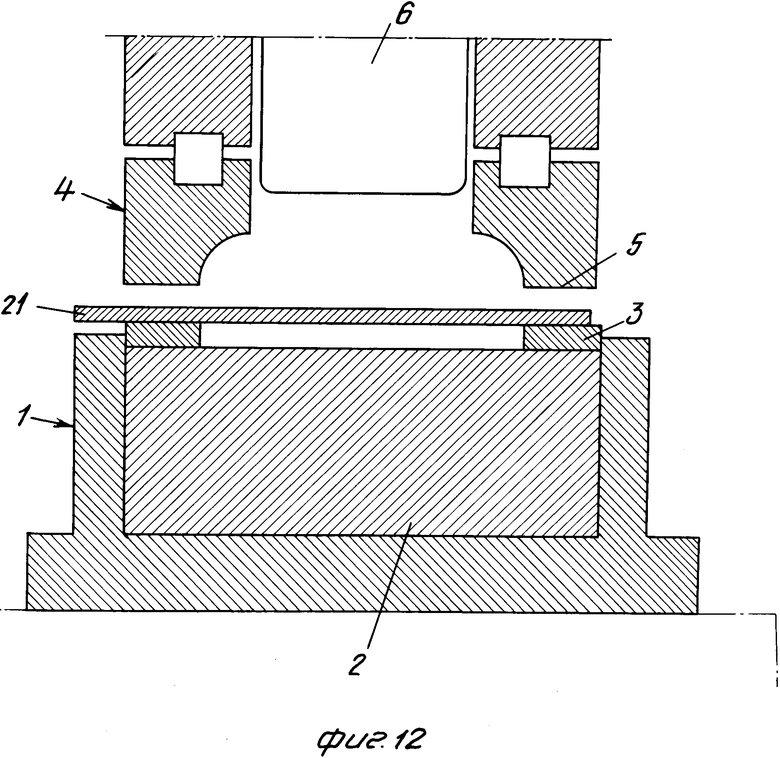
Устройство содержит контейнер 1 с упругой подушкой 2, на которой размещен нижний прижим 3 в виде рамы, имеющей контур, соответствующий контуру полости контейнера 1 для вхождения в нее.
Над контейнером 1 размещен корпус 4, закрепленный на наружном ползуне, а нижняя его часть образует верхний прижим 5, имеющий возможность входить в полость контейнера.
Устройство имеет пуансон 6 с рельефом на торце, перемещающийся внутри верхнего прижима 5, а также средство поглощения избыточного объема упругой подушки. Это средство состоит из подвижного в вертикальном направлении поршня 7, входящего в днище 8 контейнера 1, имеющего центральное отверстие 9. Поршень 7 прилегает к упругой подушке 2 и взаимодействует с узлом регулирования перемещения средства поглощения избыточного объема упругой подушки.
Упомянутый узел выполнен в виде многопластинчатого тормоза, имеющего верхние пластины трения 10, направленные вниз и жестко связанные с поршнем 7, а также нижние пластины трения 11, направленные вверх и закрепленные на опорной плите 12, расположенной под днищем 8 на определенном расстоянии. Пластины трения 11 и 12 вставлены друг в друга. Комплекс, состоящий из поршня 7, пластин трения 11 и 12, возвращается пружиной 13, опирающейся на опорную плиту 12.
Многопластинчатый тормоз управляется с двух сторон механизмом затяжки, состоящим из гидроцилиндра 14, поршень 15 которого приводит в движение тягу 16, шарнирно закрепленную на двух рычагах 17 и 18, составляющих коленчатый рычаг затяжки пластин трения 10 и 11. Свободный конец рычага 17 опирается на боковой край 19 опорной плиты 12, а свободный конец рычага 18 жестко связан с малым поршнем 20, который воздействует на пластины трения 10 и 11.
Устройство работает следующим образом.
На этапе предварительной формовки корпус 4 опускается так, что верхний прижим 5 приходит в соприкосновение с листовой заготовкой 21, периферийная зона которой постепенно зажимается между верхним 5 и нижним 3 прижимами.
В процессе опускания верхний прижим 5 осуществляет в локальных зонах штамповку края листовой заготовки 21 и сжимает упругую подушку 2. Последняя под воздействием периферийного сжатия выпучивается и вызывает деформацию центральной зоны листовой заготовки, которая ограничивается днищем 8 пуансона 6 с целью предотвращения неконтролируемых эрратических деформаций. Пластины трения 10 и 11 прижаты друг к другу и препятствует опусканию подвижного поршня 7.
В процессе этапа окончательного формирования листовой заготовки 21 пуансон 6 опускается к своему нижнему положению и окончательно формиpует центральную часть заготовки 21. Напряжения, обусловленные воздействием пуансона 6 на заготовку 21, вызывают перемещение этой заготовки во всем располагаемом объеме и обеспечивают окончательную штамповку детали с минимальным изменением по толщине.
Затем соответствующий механизм (на чертеже не показан), управляемый, например, датчиком давления, расположенным в упругой подушке 2, приводит в действие гидроцилиндр, который воздействует на рычаги 17 и 18 и пластины трения 10 и 11 отжимаются друг от друга, что позволяет регулировать перемещение подвижного поршня 7 и поглотить избыточный объем упругой подушки 2.
В конце цикла после подъема пуансона 6 и верхнего прижима 5 гидроцилиндры 14 полностью отпускают пластины трения 10 и 11, а пружина 13 поднимает подвижный поршень 7 в исходное положение.
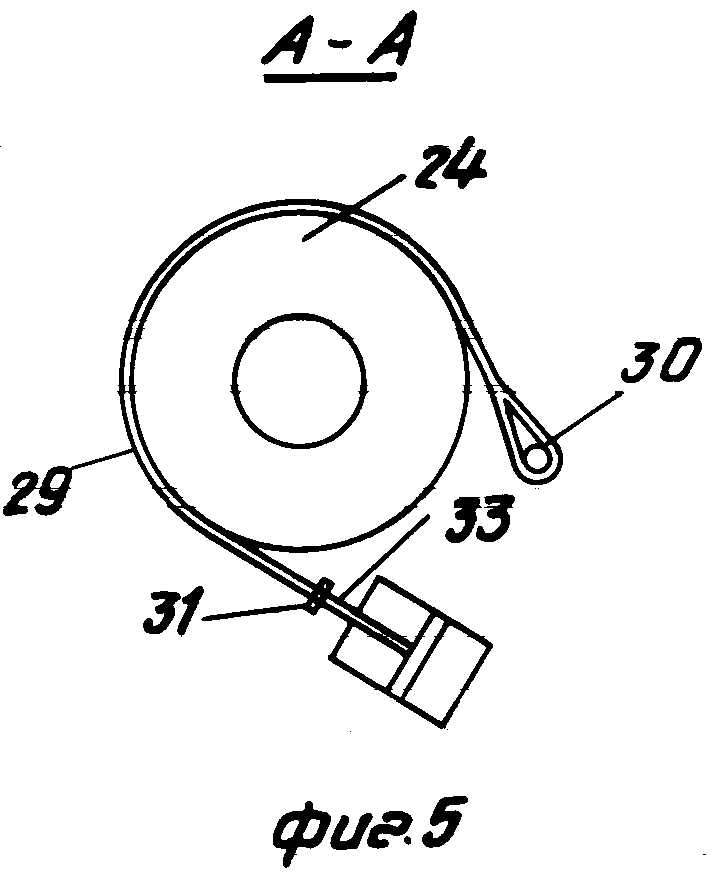
По другому варианту узел регулирования перемещения средства поглощения избыточного объема упругой подушки 2 состоит из подвижного поршня 7, жестко связанного с реверсируемым несамотормозящим винтом 22, взаимодействующим с тормозом с ременной передачей.
Днище 8 опирается на опорную плиту 12 и образует с ней центральную полость 23, в которой располагается цилиндрическая ходовая гайка 24. Упор трения 25 вставлен между ходовой гайкой 24 и опорной плитой 12.
Ходовая гайка 24 имеет центральное отверстие 26 с внутренней резьбой, взаимодействующей с винтом 22. В отверстие 26 между винтом 22 и опорной плитой 12 помещена пружина 27. С другой стороны ходовая гайка 24 имеет на периферии канавку 28 , в которой размещается ремень 29 торможения, один конец 30 которого зафиксирован, а другой его конец 31 жестко связан механизмом 32 зацепления с концом штока 33 гидроцилиндра 34 управления натяжением указанного ремня торможения 29.
В процессе опускания верхнего прижима 5 для предварительной штамповки гидроцилиндр 34 натягивает ремень 29 торможения, затормаживает гайку 24, винт 22 и поршень 7.
В процессе окончательной штамповки пуансоном гидроцилиндр 34 натягивает ремень торможения 29 так, что обеспечивается регулируемое перемещение поршня 7 для поглощения избыточного объема упругой подушки 2 по отношению к объему, определяемому поверхностью окончательно получаемой детали.
В конце цикла пружина 27 поднимает поршень 7 под воздействием винта 22.
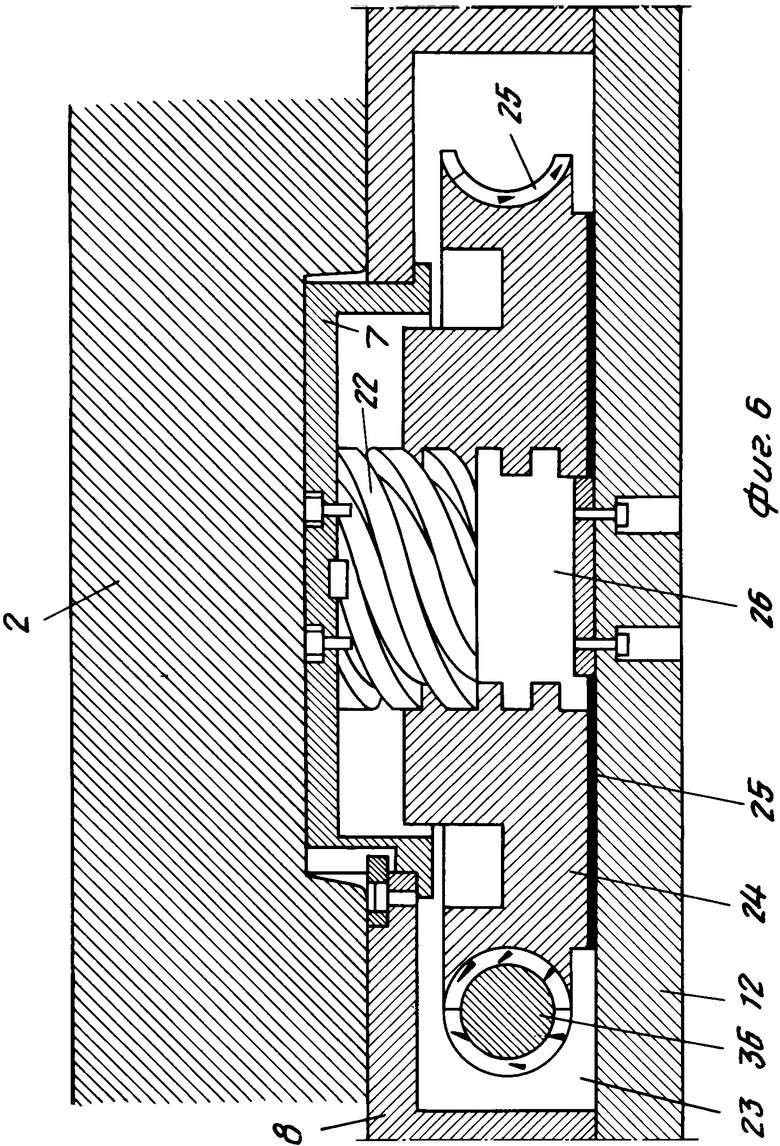
В варианте, показанном на фиг.6, ходовая гайка 24 имеет на своей периферии средства зацепления, состоящие из зубчатой канавки 35, взаимодействующей с червяком 36, приводимым в действие, например, шаговым двигателем (на чертеже не показан).
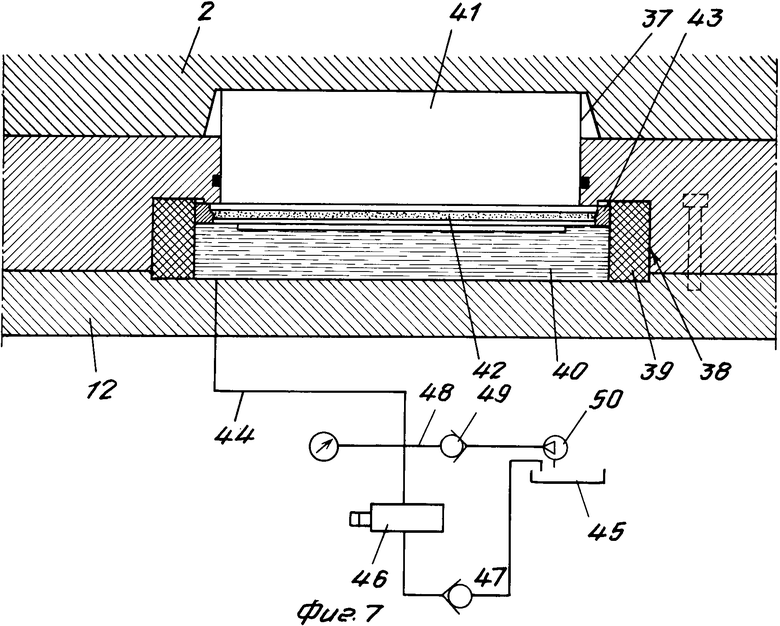
По двум другим вариантам, показанным на фиг.7 и 8, средства поглощения избыточного объема упругой подушки состоят из гидроцилиндра 37. Днище 8 опирается на опорную плиту 12 и образует с ней цилиндрическую полость 38, в которой располагается цилиндр 39, формирующий внутреннюю камеру 40, заполненную жидкостью.
Днище контейнера 1 образовано поршнем 41, который имеет в своей нижней части цилиндрическую опорную плиту 42, перемещающуюся внутри цилиндра 39 и имеющую уплотнения 43.
Гидравлическая цепь управления гидроцилиндром 37 состоит из канала 44, примыкающего к внутренней камере 40 под опорной плитой 42 к резервуару 45 жидкости. В канале 44 установлены редуктор 46 давления с пропорциональным управлением, программируемым электрически или механически в функции необходимого в упругой подушке 2 давления, а также обратный клапан 47, разрешающий проход жидкости из камеры 40 к резервуару 45.
За каналом 44 имеется редуктор 46 давления, а ответвление в виде канала 48 имеет обратный клапан 49 для прохода жидкости из резервуара 45 к камере 40 и насос 50, отбирающий жидкость из резервуара 45.
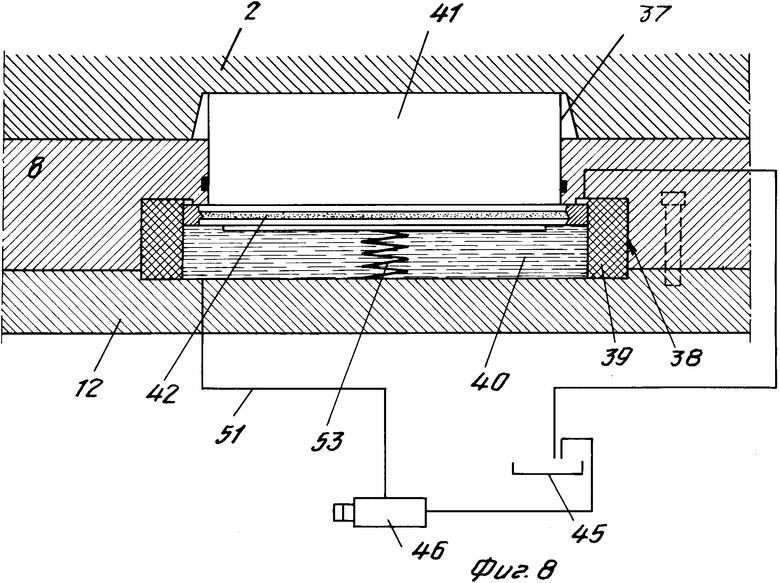
В варианте, показанном на фиг.8, гидравлическая цепь управления гидроцилиндром 37 имеет канал 51, соединяющий нижнюю часть внутренней камеры 40 с резервуаром 45 и содержащий редуктор давления 46.
Кроме этого, гидравлическая цепь имеет другой канал 52, соединяющий верхнюю часть внутренней камеры 40 с резервуаром 45. В этом случае возвратная пружина 53 размещается во внутренней камере 40 между опорными плитами 42 и 12.
В этих двух вариантах гидравлический контур позволяет с помощью поршня 41 поглотить избыточный объем упругой подушки 2.
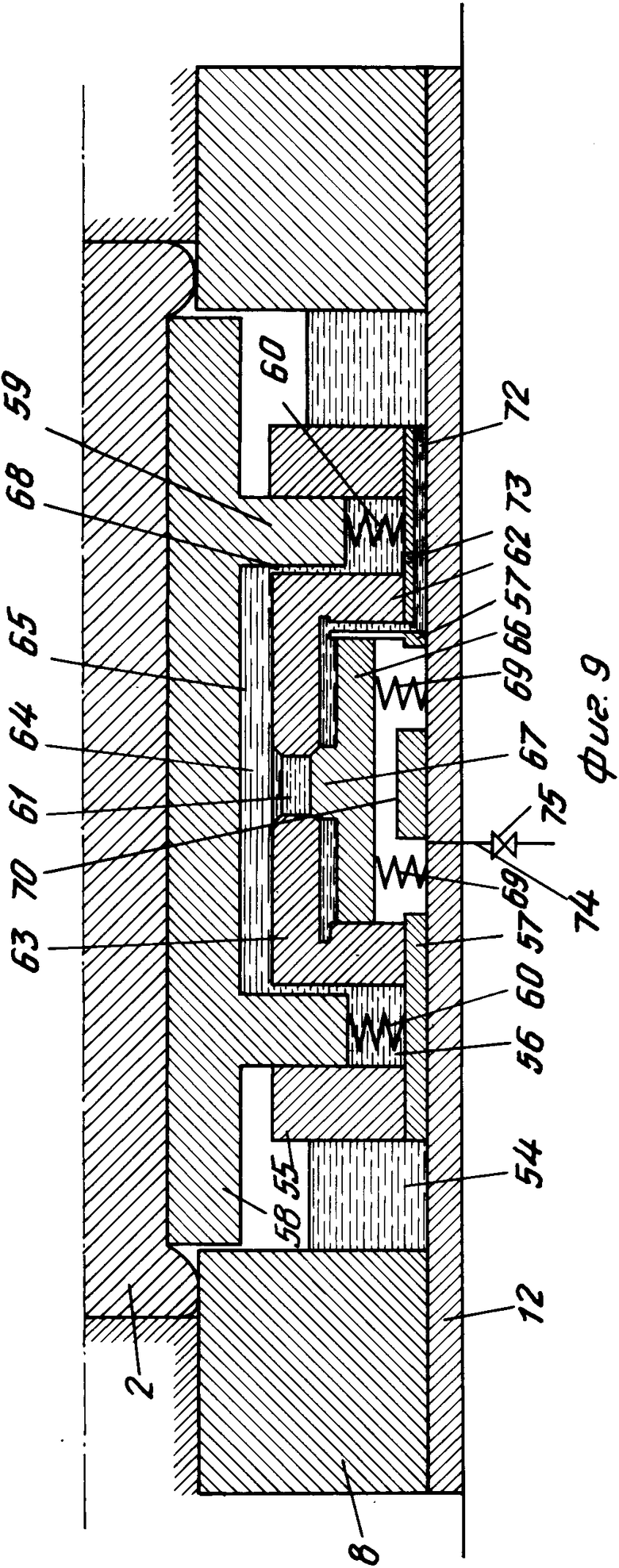
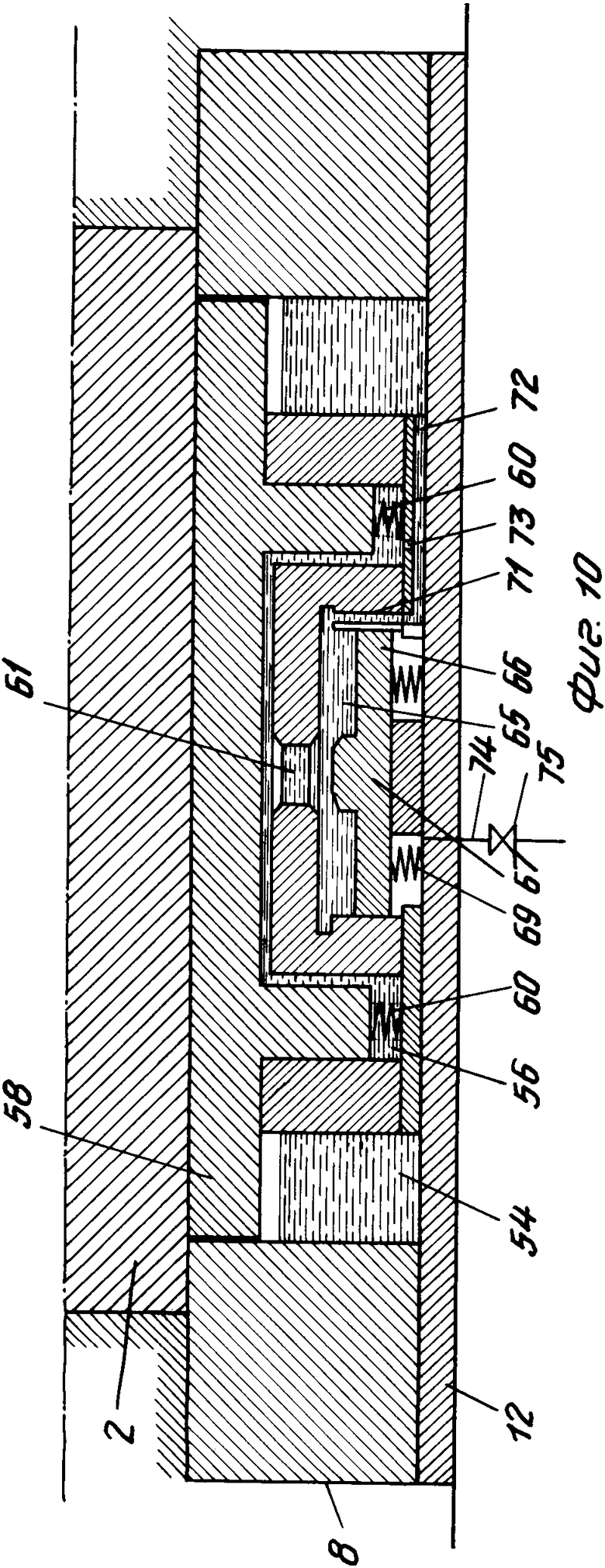
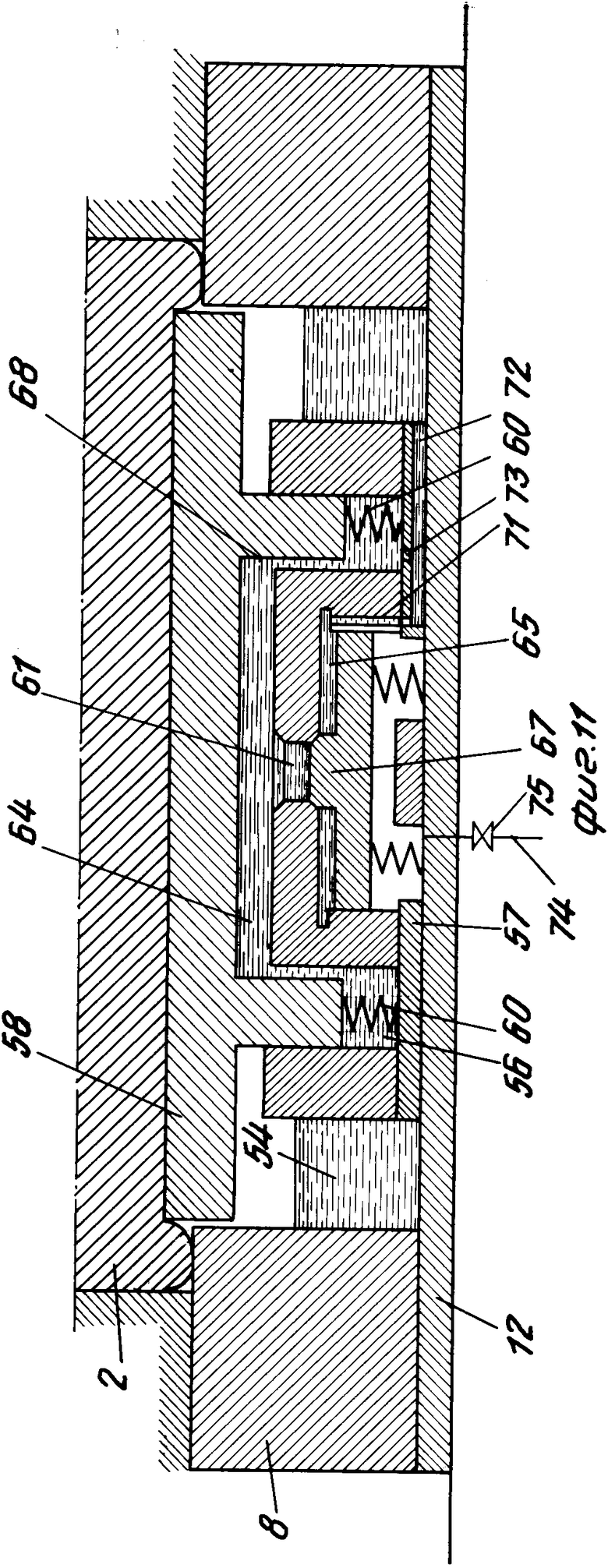
По следующему варианту, показанному на фиг.9 - 11, средства поглощения избыточного объема упругой подушки состоят из гидравлического клапана, регулируемого пневматической задвижкой.
Днище контейнера 1 с опорной плитой 12 образует цилиндрическую полость 54, в которой располагается цилиндр 55 с внутренней камерой 56. Цилиндр 55 имеет меньший диаметр, чем внутренний диаметр контейнера 1, и расположен на опорной плите 57.
Днище контейнера 1 состоит из поршня 58 с суженной цилиндрической частью 59, входящей в цилиндр 55. Поршень 58 возвращается в исходное положение пружинами 60.
Внутри цилиндрической части 59 расположена чашка 61, опирающаяся своей нижней частью 62 на опорную плиту 57, а ее верхняя часть 63 входит в верхнюю камеру 64 поршня 58. Чашка 61 имеет свою внутреннюю камеру 65, в которой перемещается малый поршень 66, имеющий на своей верхней поверхности клапан 67, взаимодействующий с отверстием чашки 61, формирующим седло клапана.
Между чашкой 61 верхней камерой 64 сформирована кольцевая полость 68, сообщающая верхнюю камеру 64 с внутренней камерой 56.
Малый поршень 66 возвращается вверх пружинами 69, а его ход ограничен упором 70.
Нижняя часть 62 чашки 61 и опорная плита 57 пересекаются малыми каналами 71 и 72, сообщающими верхнюю камеру 64 с полостью 54. Опорная плита 57 пересекается малыми отверстиями 73 с обратными клапанами, которые сообщают камеру 56 с малыми каналами 72. Канал 74, снабженный задвижкой 75, находится между малым поршнем 66 и опорной плитой 12.
Полость 54 образует резервуар для жидкости, которая заполняет камеры 56, 64 и 65, а также малые каналы 71 и 72.
В процессе опускания верхнего прижима 5 задвижка 75 открыта и сжатый воздух воздействует на малый поршень 66 так, чтобы прижать клапан 67 к его седлу. Отверстие чашки 61 закрыто, что препятствует вытеканию жидкости из камеры 64 и ее поступлению к камере 65, а также препятствует упругой подушке 2 перемещаться вниз.
В процессе окончательной штамповки пуансоном 6 питание сжатым воздухом прекращается. Под воздействием упругой подушки 2 поршень 58 опускается, а клапан 67 открывается. Жидкость перетекает из камеры 64 к камере 65, затем - к полости 54 через малые каналы 71 и 72.
В конце цикла после подъема пуансона 6 и верхнего прижима 5 пружины 60 поднимают поршень 58 и пружины 69, а подъем малого поршня 66 перекрывает отверстие в чашке 61 клапаном 67.
Под воздействием разрежения, создаваемого в камере 54 подъемом малого поршня 58, малые клапаны, расположенные в отверстиях 73 открываются и жидкость вытекает из полости 54 к камере 56, проходя по каналам 72 и отверстиям 73, затем из камеры 56 к камере 64 проходя через кольцевую полость 68.
На фиг. 12 изображен вариант устройства, в котором средство поглощения избыточного объема упругой подушки образовано боковой стенкой контейнера 1, взаимодействующей с органом в виде пружины или гидроцилиндра, позволяющим регулировать перемещение указанной боковой стенки в функции давления, действующего в упругой подушке.
Описанное устройство применимо не только с использованием нижнего прижима, но и при отсутствии его, когда листовая заготовка расположена непосредственно на упругой подушке или на верхней части контейнера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки листовых материалов и устройство для его осуществления | 1989 |
|
SU1829978A3 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СЕКТОРНЫМ ПРИЖИМОМ ШТАМПА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2019 |
|
RU2723857C1 |
| СПОСОБ ЛИСТОВОЙ ШТАМПОВКИ И ДИФФЕРЕНЦИРОВАННОЕ ПРИЖИМНОЕ УСТРОЙСТВО ШТАМПА ЛИСТОВОЙ ШТАМПОВКИ | 2017 |
|
RU2685624C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU2025169C1 |
| Устройство для объемной гидростатическойшТАМпОВКи | 1973 |
|
SU806202A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ МАТЕРИАЛОВ | 1989 |
|
RU2037353C1 |
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2302920C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291017C1 |
| СПОСОБ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 2005 |
|
RU2291016C1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
Использование: в области обработки металлов давлением при штамповке эластичной средой. Сущность изобретения: устройство содержит контейнер с упругой подушкой и нижним прижимом, а также наружный ползун с верхним прижимом и внутернний ползун с пуансоном. Устройство содержит средство поглощения избыточного объема упругой подушки, которое может быть образовано днищем контейнера или одной из боковых стенок контейнера, или верхним прижимом. В свою очередь упомянутое средство имеет узел регулирования своего перемещения с органом возврата и поджимным поршнем. Последний является элементом, непосредственно соприкасающимся с упругой подушкой, и его перемещение регулируется с помощью нескольких вариантов механизмов. Один из них выполнен в виде многопластинчатого тормоза, управляемого гидроцилиндрами через коленчатые рычаги. Другой вариант механизма выполнен в виде несамотормозящего винта, снабженного ременным тормозом и гидроцилиндром регулирования натяжения ремня. Несколько вариантов механизма выполнены гидравлическими. Устройство позволяет предотвратить деформацию штампуемой детали за счет управления реакцией расширения упругого материала, составляющего подушку. 15 з.п. ф-лы, 12 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СЛОИСТЫЕ ТИТАНАТЫ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2010 |
|
RU2564339C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

