Изобретение относится к устройству для штамповки листового материала, в частности очень тонких листов металла больших размеров.
Известно устройство для штамповки листовых материалов, содержащее упругую подушку, размещенную в контейнере, средства предварительной формовки, состоящие из наружного ползуна, несущего верхний прижим, и средства окончательной формовки в виде центрального ползуна, несущего пуансон.
В известном устройстве лист удерживается в зонах под прижимом заготовки недостаточно, т. е. между прижимом заготовки и подушкой из упругого материала, который сам не обладает достаточной жесткостью. Другой недостаток этого устройства состоит в том, что имеет место поверхностное разрушение материала, составляющего упругую подушку, на уровне зон под зажимом заготовки, что вредно для реализации деталей большой серии.
Изобретение имеет целью устранение этих недостатков и повышение эффективности и срока службы подушки из упругого материала, а также благоприятствовать в случае необходимости отгибанию края листовой заготовки (всей или частично) для получения штампованных деталей средней глубины, но больших размеров и в большой серии, таких как детали автомобилей, центральная часть которых практически никогда не имеет формы тел вращения, а представляет собой сложные неразворачиваемые формы.
Для достижения технического результата устройство для штамповки листовых материалов, содержащее упругую подушку, размещенную в контейнере, средства предварительной формовки, состоящее из наружного ползуна, несущего верхний прижим, и средства окончательной формовки в виде центрального ползуна, несущего пуансон, снабжено нижним прижимом, размещенным на упругой подушке с возможностью взаимодействия с верхним прижимом. Нижний прижим может иметь в сечении постоянную толщину или переменную толщину и выполнен в виде рамки с замкнутым контуром. Нижний прижим может быть выполнен из независимых элементов, расположенных в зонах прижима, а также иметь в сечении Г-образный профиль.
Устройство снабжено элементами компенсации, которые выполнены в виде несжимаемого блока. Элементы компенсации расположены под упругой подушкой или между нижним прижимом и упругой подушкой. Элементы компенсации и упругая подушка выполнены из одинакового материала.
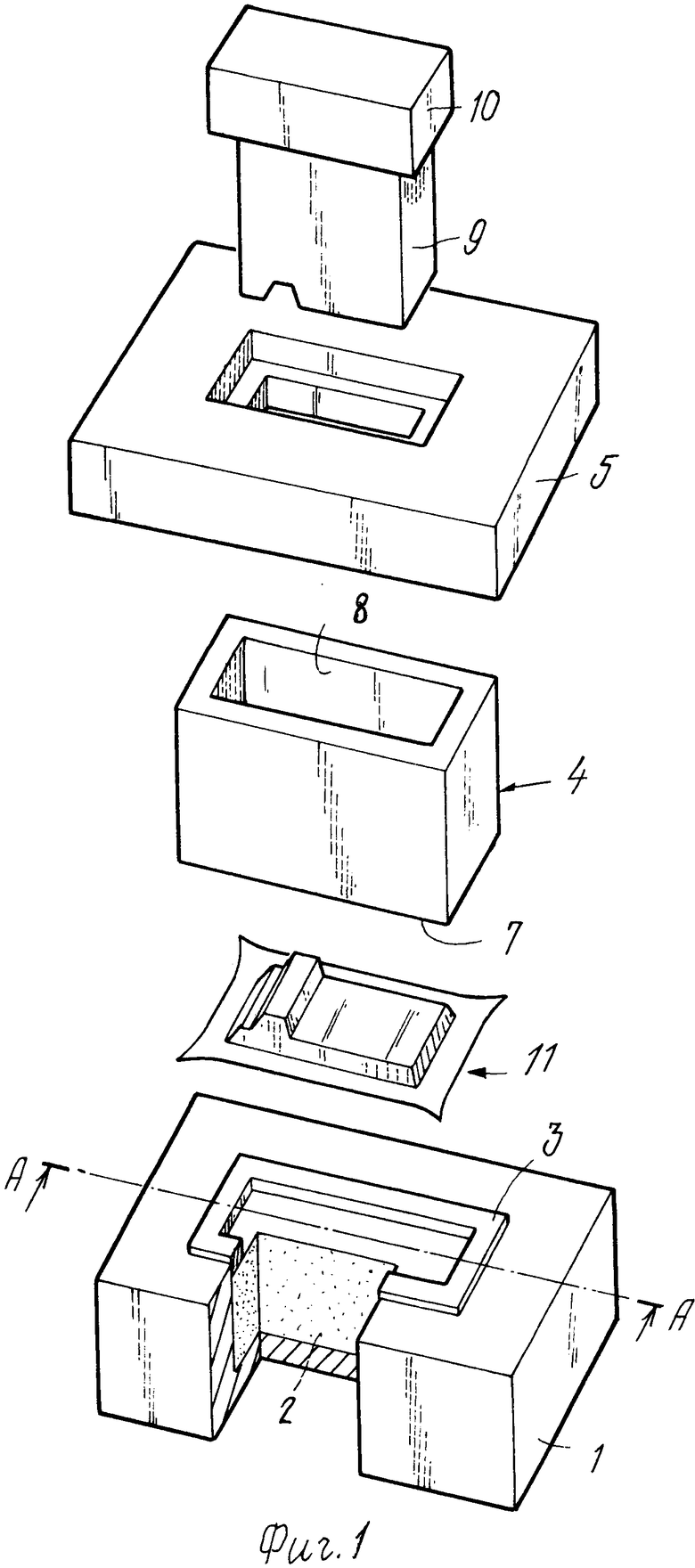
На фиг.1 показано устройство для штамповки листовых материалов в изометрии; на фиг. 2 4 дано сечение А-А на фиг.1 последовательные этапы формирования детали; на фиг.5 представлен вариант устройства для штамповки с нижним прижимом постоянной толщины в перспективе; на фиг.6-8 дано сечение Б-Б на фиг. 5 последовательные этапы формирования детали; на фиг.9 представлен вариант устройства штамповки с прижимом переменной толщины в перспективе; на фиг. 10 вариант устройства штамповки с прижимом, имеющим Г-образное сечение, и элементами компенсации; на фиг.11 вариант устройства штамповки с элементами компенсации, выполненными из материала упругой подушки.
Устройство для штамповки, показанное на фиг.1-4. имеет контейнер 1, центральная часть которого составляет полость для упругой подушки 2 из упругого материала. На верхней поверхности упругой подушки располагается рамка 3 с замкнутым контуром, которая образует нижний периферийный прижим заготовки и точно соответствует контуру внутренней полости контейнера 1 с тем, чтобы имелась возможность проникновения в указанную полость в момент формирования детали. Над контейнером 1 устройство имеет корпус 4, закрепленный на плите 5, связанной с наружным ползуном 6. Нижняя часть 7 корпуса 4 составляет верхний периферийный прижим заготовки. Верхний периферийный прижим заготовки имеет немного меньший внешний диаметр, чем внутренний контур полости контейнера 1, чтобы взаимодействовать с рамкой 3 и проникать в указанную полость. Корпус 4 имеет центральную полость 8, внутрь которой проникает пуансон 9, имеющий в верхней части опорную плиту 10. Плита 5 имеет центральное отверстие для прохода пуансона 9 и опорной плиты 10. Нижняя поверхность пуансона 9 имеет отпечаток, соответствующий профилю окончательно получаемой детали.
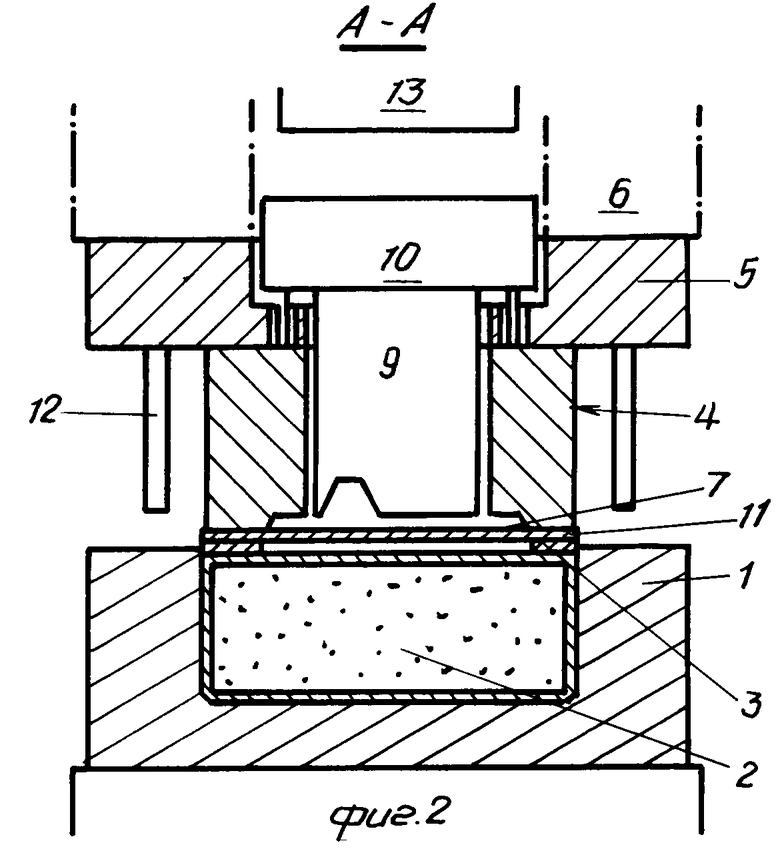
Формирование листовой заготовки 11 реализуется следующим образом.
Листовую заготовку располагают на рамке 3, затем наружный ползун 6 пресса приводится в соприкосновение с плитой 5. Наружный ползун 6 опускается постепенно, что вызывает через плиту 5 опускание корпуса 4 и, как следствие, верхнего периферийного прижима 7 заготовки. Он приходит в соприкосновение с листовой заготовкой 11, периферийная часть которой постепенно зажимается между верхним прижимом заготовки и рамкой 3 для предотвращения ее фестонирования и одновременно сжимается реакцией упругой подушки 2. Упругая подушка под воздействием периферийного сжатия действует на центральную зону листовой заготовки 11 и вызывает предварительную формовку заготовки. Раздувание центральной части листовой заготовки ограничено нижней поверхностью пуансона 9 с целью предотвращения неконтролируемых эрратических деформаций. Опускание плиты 5 ограничивается направляющими 12.
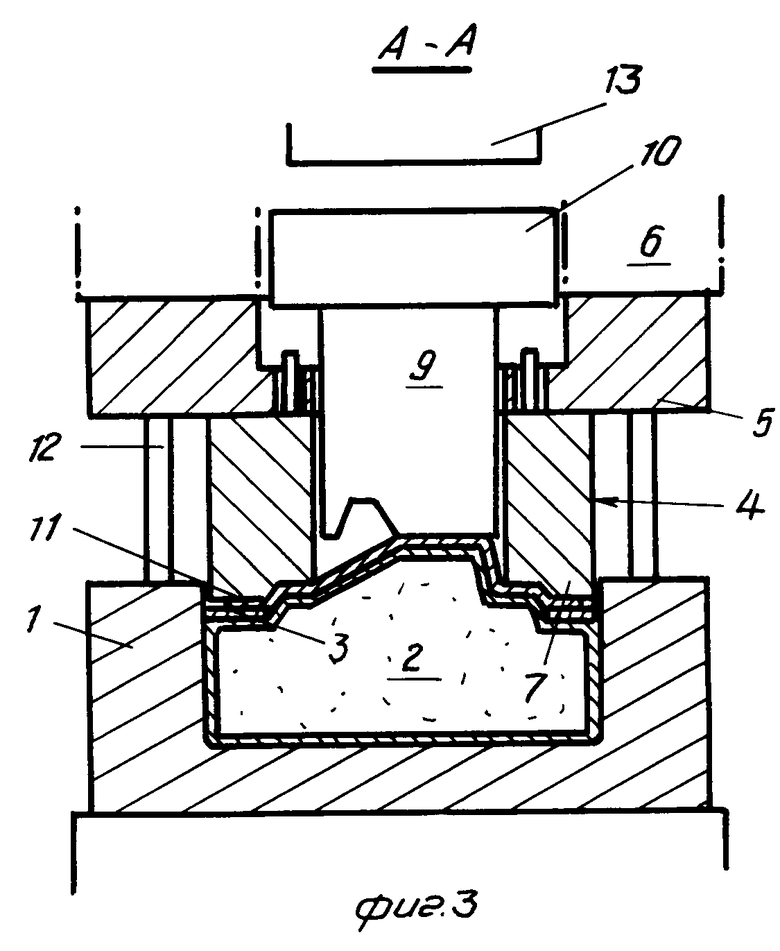
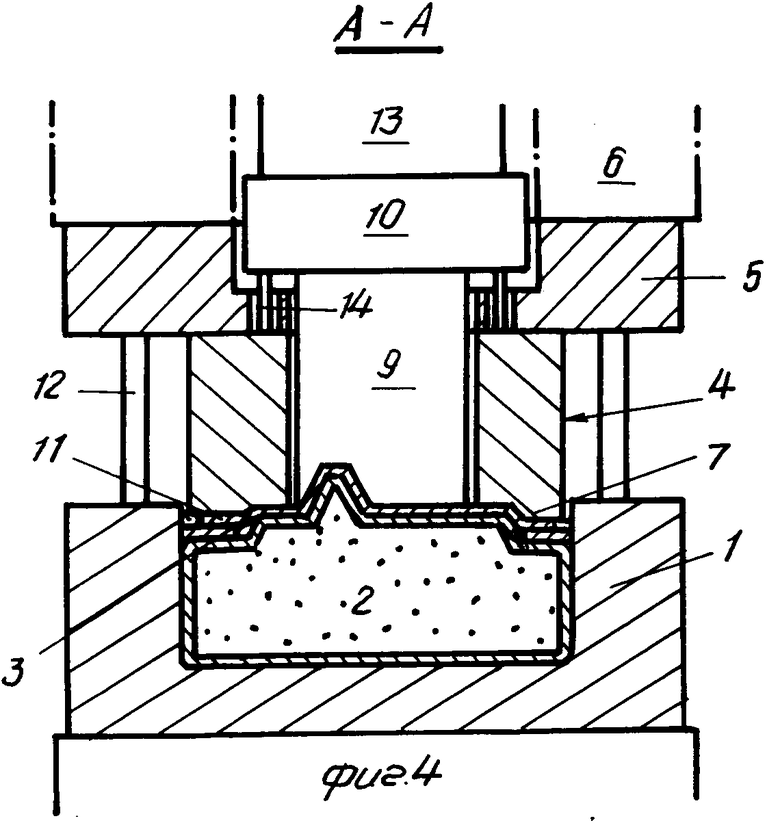
На фиг. 4 показан этап окончательного формирования детали. Центральный ползун 13 пресса приходит в контакт с опорной плитой 10 пуансона 9 и вызывает опускание указанного пуансона в нижнее положение, что приводит одновременно к увеличению верхнего периферийного прижима 7 заготовки через стержни 14 для окончательного формирования листовой заготовки 11, сформированной предварительно в ходе предыдущего этапа.
Напряжения сжатия, обусловленные опорой пуансона 9 на вершину листовой заготовки 11 под воздействием упругой подушки 2, действуют на противоположную поверхность листовой заготовки напряжениями растяжения, действующими на всю поверхность листовой заготовки, и вызывают перемещение этой заготовки во всем располагаемом объеме.
Соединение верхнего периферийного прижима заготовки и нижнего периферийного прижима заготовки, образуемого рамкой 3, позволяет обеспечить достаточную жесткость для удержания листовой заготовки 11 в зоне под прижимом заготовки в ходе этапов предварительной формовки и окончательного формирования.
Этап высвобождения конечной детали выполняется путем одновременного подъема центрального ползуна 13 и наружного ползуна 6, который приводит через плиту 5 корпус 4, приводящий в свою очередь пуансон 9 через стержни 14 и опорную плиту 10.
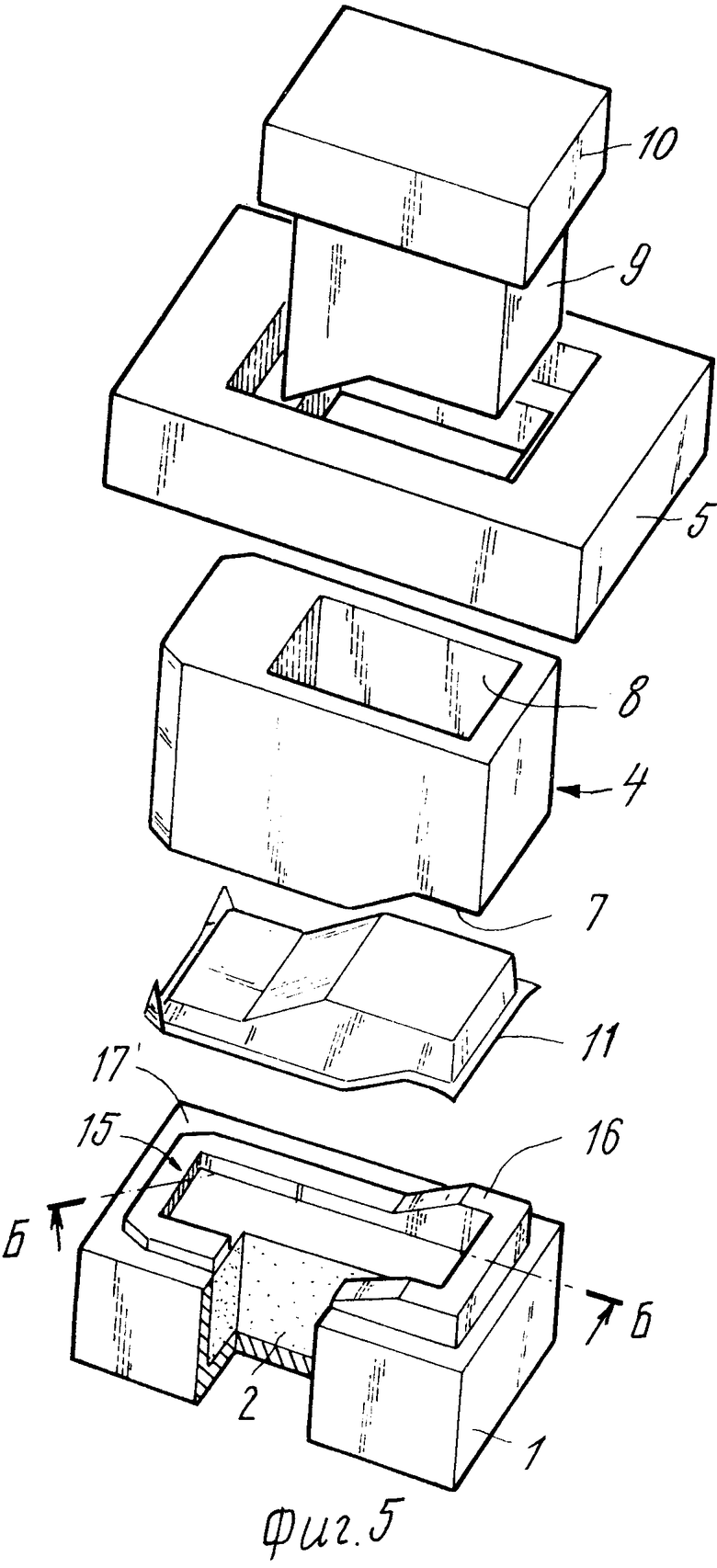
По варианту, показанному на фиг.5-8, нижний периферийный прижим заготовки, расположенный на упругой подушке 2, состоит из рамы 15 с замкнутым контуром, который имеет соответствующую часть 16 в форме, соответствующей профилю периферийной зоны получаемой окончательно детали. Устройство имеет также, как и в предыдущем варианте, корпус 4, закрепленный на наружном ползуне 6, а его нижняя часть составляет верхний периферийный прижим 7 заготовки. Корпус 4 снабжен центральной полостью 8, внутрь которой проникает пуансон 9, имеющий на своей нижней части отпечаток, соответствующий профилю получаемой окончательно детали. Пуансон 9 имеет на своей верхней части опорную плиту 10. Плита 5 жестко связана с корпусом 4 и имеет также центральное отверстие для прохода пуансона 9. Кроме того, на верхней поверхности контейнера 1 выполнены определенные зоны 17, которые взаимодействуют с верхним периферийным прижимом 7 заготовки для реализации в локализованных зонах отгибания края листовой заготовки 11.
Формовка листовой заготовки 11 выполняется следующим образом.
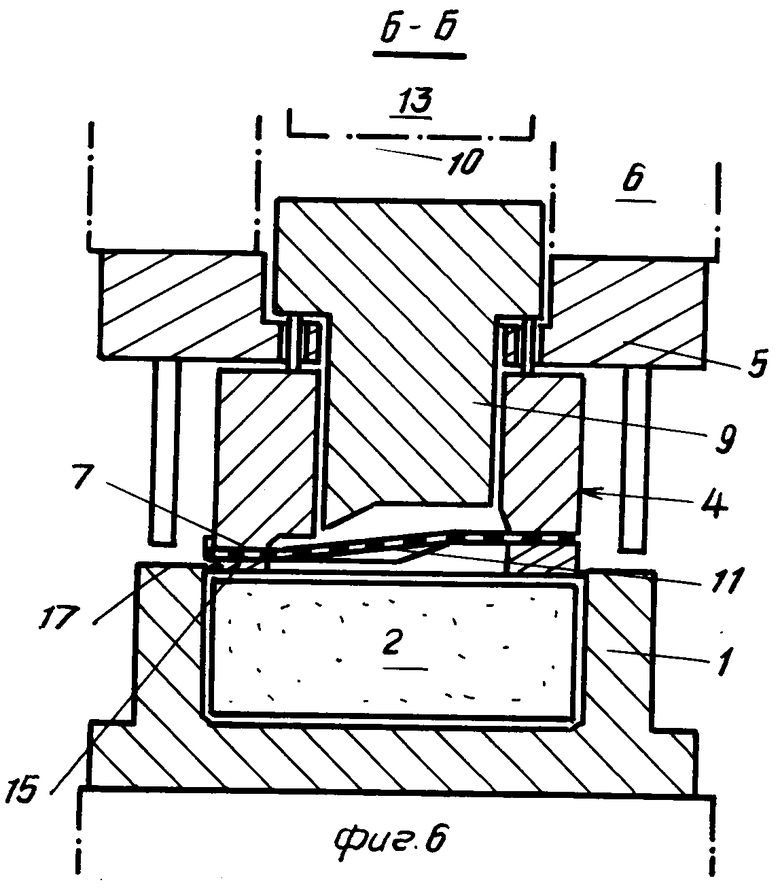
Прежде всего устанавливается листовая заготовка, которая покоится на зонах 17 и на связанном участке 16 рамки 15. В первый момент времени наружный ползун 6 пресса (фиг.6) действует на корпус 4 через плиту 5. Продолжают постепенное опускание наружного ползуна 6 так, чтобы верхний прижим 7 заготовки корпуса 4 вызывал в локализованных зонах 17 отгибание края листовой заготовки. Следствием этого является то, что в ходе первого этапа локализованные зоны периферийной части листовой заготовки 11, которые подвергаются сильной усадке, удерживаются между определенными зонами 17 и прижимом 7 заготовки с целью реализации в этих зонах отгибания края листовой заготовки, обеспечивая таким образом снижение объема усадки металла.
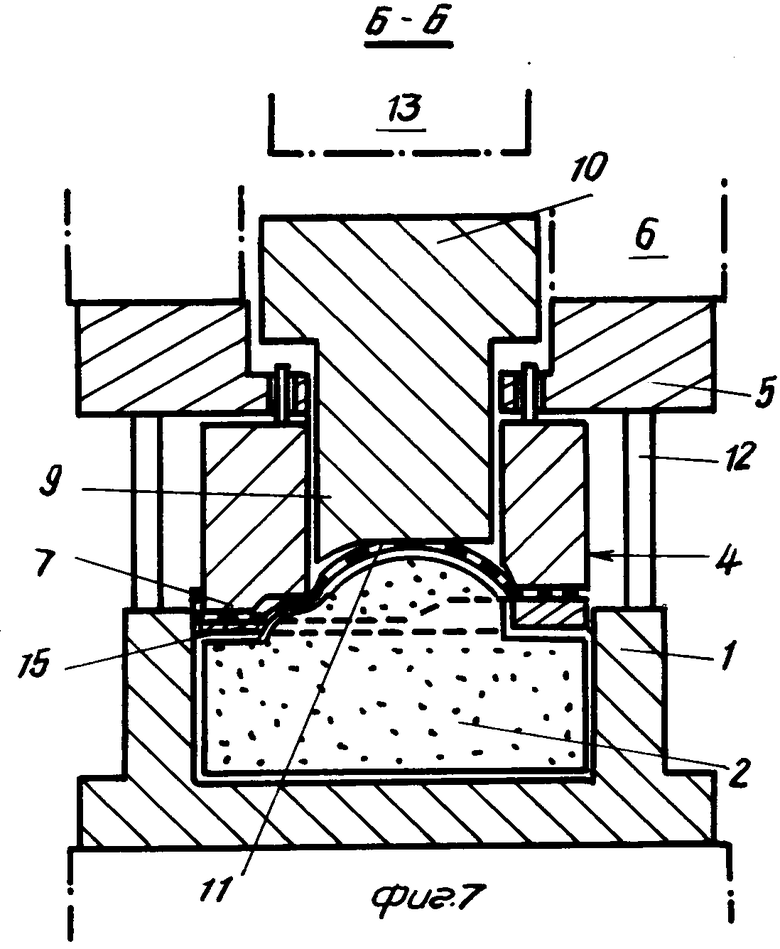
Затем продолжают опускание наружного ползуна 6 для удержания и формирования листовой заготовки 11 между верхним прижимом 7 заготовки и нижним прижимом, образуемым рамкой 15. Одновременно упругая полушка 2 сжимается и под воздействием периферийного сжатия (фиг.7) вследствие текучести центральной зоны листовой заготовки обеспечивается предварительное формирование заготовки.
Раздувание центральной части листовой заготовки 11 ограничивается нижней частью пуансона 9 с целью предотвращения неконтролируемых эрратических деформаций. Как и для предыдущего варианта, опускание плиты 5 и наружного ползуна 6 ограничивается направляющими 12.
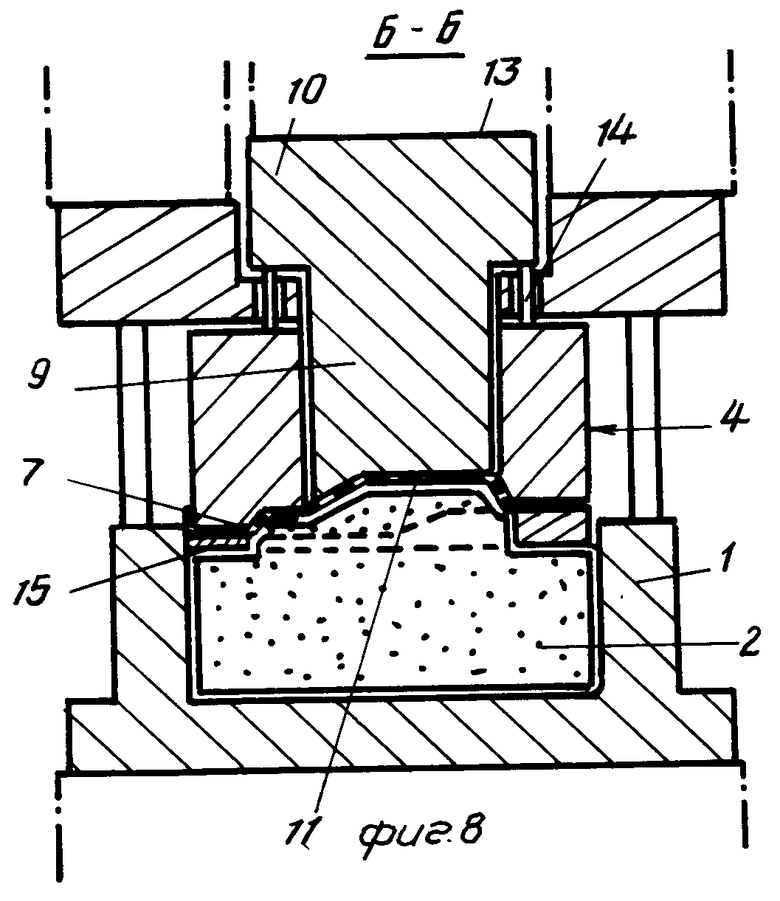
Затем центральный ползун 13 пресса приходит в соприкосновение с опорной плитой 10 пуансона 9 и вызывает опускание указанного пуансона, который приводит в движение одновременно верхний периферийный прижим 7 заготовки через стержни 14 (фиг. 8) для окончательного формирования центральной части листовой заготовки 11.
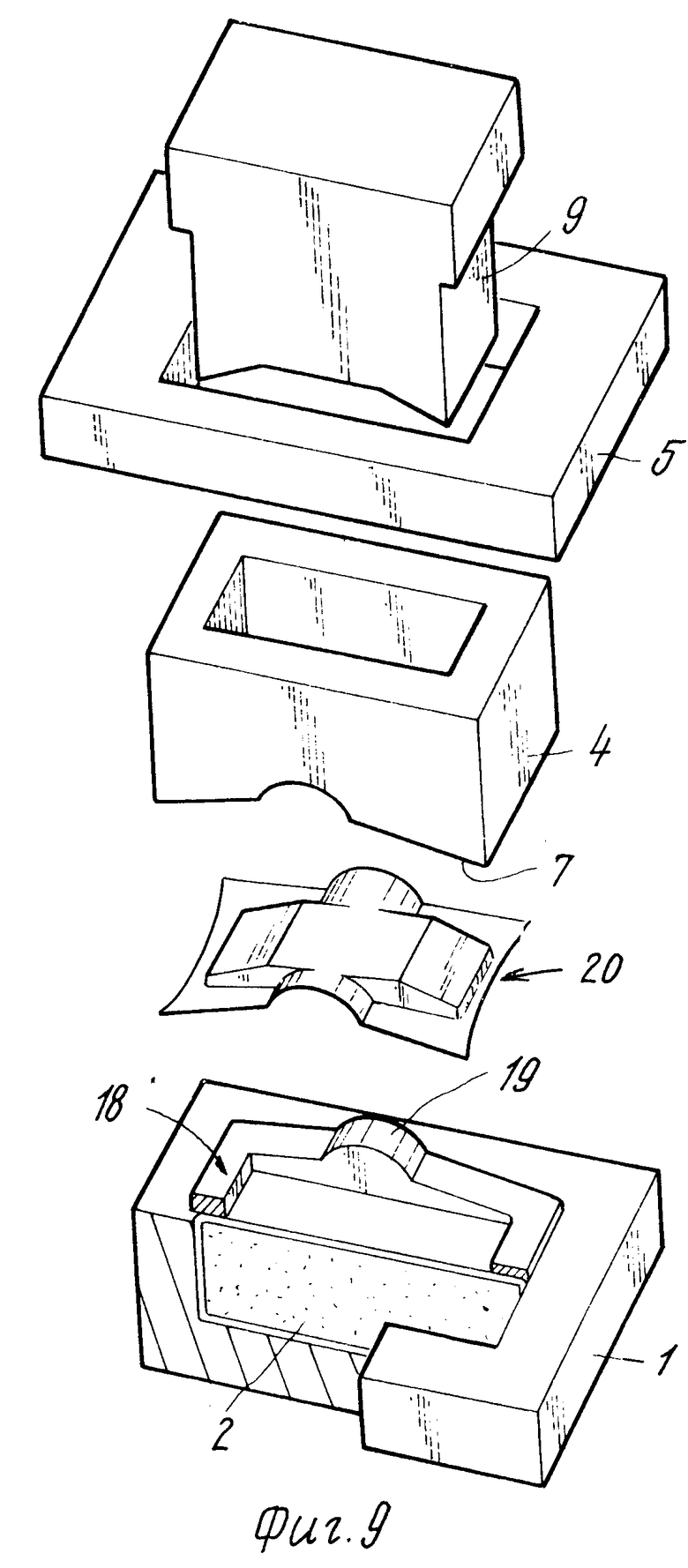
По варианту, показанному на фиг.9, нижний периферийный прижим заготовки, расположенный на упругой подушке 2, формируется из рамки 18, которая имеет на двух противоположных ветвях соответствующую выпуклую рельефную форму 19, высота которой соответствует профилю периферийной зоны окончательно получаемой после формовки детали 20.
Как и в предыдущих вариантах, устройство имеет корпус 4, нижняя часть которого формирует верхний прижим 7 заготовки, пуансон 9 и плиту 5. Предварительная формовка и формирование листа выполняются так же, как описано ранее.
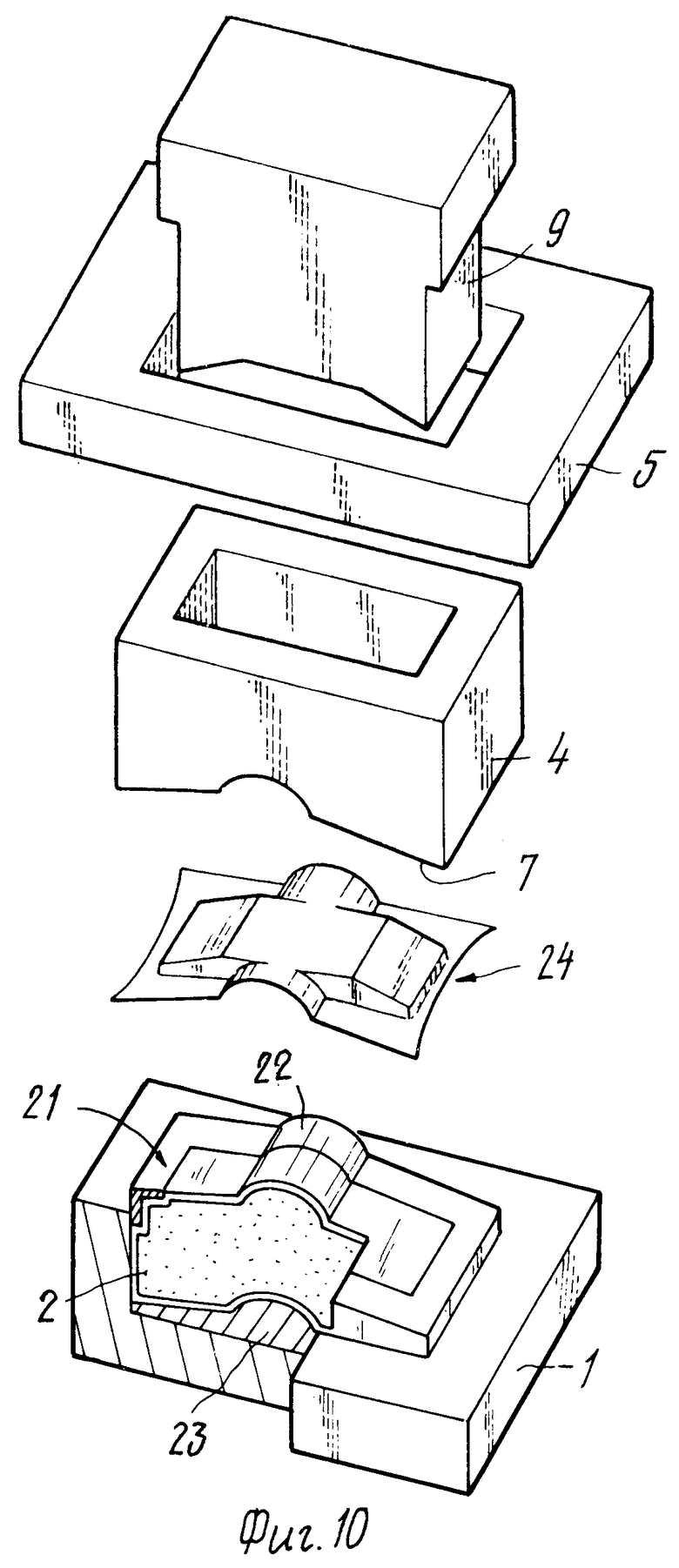
По варианту, показанному на фиг.10, нижний периферийный прижим заготовки, расположенный в контейнере 1 над упругой подушкой 2, образован рамкой 21, имеющей сечение в виде уголка. Рамка 21 имеет на двух противоположных ветвях соответствующую выпуклую рельефную форму 22,
В случае необходимости устройство имеет по меньшей мере один элемент 23 компенсации. Этот элемент компенсации снижает объем между верхней поверхностью упругой подушки 2 и поверхностью листовой заготовки 11, зажатой между верхним прижимом 7 заготовки и нижним прижимом, образованным рамкой 21 так, чтобы вызвать начальную фазу предварительной формовки с начала опускания верхнего прижима заготовки.
В примере, показанном на фиг.10, элемент 23 компенсации вставляется между дном контейнера 1 и упругой подушкой 2. Элемент компенсации образован в этом случае несжимаемым блоком и имеет профиль, соответствующий профилю рамки 21.
Это устройство позволяет предварительно отформовать упругую подушку 2, для чего она принимает форму рамки 21, и избежать таким образом слишком значительной деформации упругой подушки в момент предварительной и окончательной формовки детали 24.
Устройство имеет корпус 4, нижняя часть которого образует верхний прижим 7 заготовки, пуансон 9 и плиту 5.
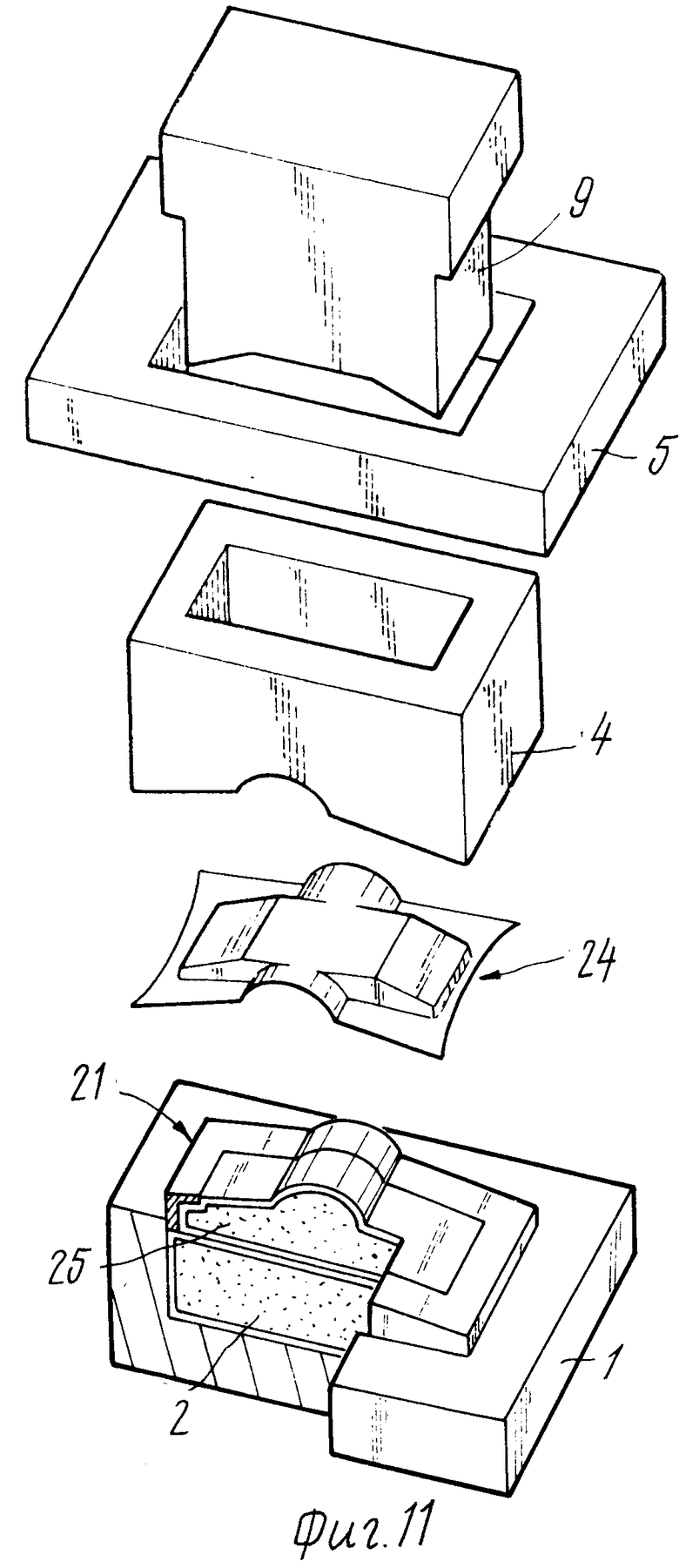
По варианту, показанному на фиг.11, нижний периферийный прижим заготовки также состоит из рамки 21, имеющей сечение в форме уголка. Но в этом случае объем, расположенный между верхней поверхностью упругой подушки 2 и рамкой 21, заполняется компенсационным элементом 25. Этот элемент компенсации образован малой подушкой из упругого материала той же природы, что и для подушки. В этом варианте имеется также корпус 4, пуансон 9 и плита 5.
Элементы 23 и 25 компенсации должны снижать объем между заготовкой 11 и упругой подушкой 2 и вызывать таким образом инициализацию фазы предварительной формовки с самого начала воздействия верхнего прижима заготовки.
Обычно нижний периферийный прижим заготовки имеет профиль поверхности в форме, соответствующей профилю периферийной зоны получаемой окончательно детали, и сечение постоянной или переменной толщины. Он может быть использован как система выброса конечной детали. Кроме того, нижний прижим заготовки может быть образован независимыми элементами, распределенными по периметру упругой подушки и в зонах, где должна быть зажата периферийная зона листовой заготовки.
Описанное устройство обеспечивает эффективное удержание периферийной зоны детали в процессе операций формовки и улучшает эффективность и стойкость подушки из упругого материала для реализации штампованных деталей средней глубины, центральная часть которых практически никогда не имеет формы тела вращения, а имеет сложную, не разворачиваемую форму.
Использование: для штамповки очень тонких листов металла больших размеров. Сущность изобретения: устройство для штамповки листовых материалов, в частности листов металла, имеет в своем составе подушку из упругого материала, размещаемую в контейнере, средства предварительной формовки листовой заготовки, состоящие из наружного ползуна, несущего верхний прижим заготовки, и средства окончательной формовки указанной листовой заготовки, состоящие из центрального ползуна, действующего на пуансон.Устройство имеет нижний прижим заготовки, помещаемый непосредственно на упругую подушку и взаимодействующий с верхним прижиом заготовки для зажима, по меньшей мере, в локализованных зонах листовой заготовки. Нижний прижим может иметь постоянную или переменную толщину, в сечении, например, Г-образную форму. Устройство имеет элементы компенсации, размещаемые под упругой подушкой или между нижним прижимом и упругой подушкой. Последняя и элементы компенсации могут быть выполнены из одного материала. 10 з.п. ф-лы, 11 ил.
| СЛОИСТЫЕ ТИТАНАТЫ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2010 |
|
RU2564339C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

