Изобретение относится к способам изготовления электрофильтров, предназначенных для очистки химически агрессивных газов в производстве минеральных удобрений, цветной металлургии, нефтехимической и других отраслях промышленности.
Известен способ изготовления пластинчатых осадительных электродов электрофильтра, заключающийся в термообработке и креплении электродов. Однако этот способ не решает вопросов крепления элементов осадительных электродов между собой с учетом специфических свойств полимерных материалов, в частности высокого коэффициента линейного термического расширения.
Кроме того, композиционный полимерный материал не является практически идентичным во всех изделиях.
Наиболее близким к заявляемому является способ изготовления полимерных электрофильтров, в котором в качестве каучука, увеличивающего морозостойкость и эластичность материала, применен этилен-пропиленовый каучук. Элементы электродов формуют с термообработкой, собирают в электроды с помощью крепления.
Этот способ также имеет недостатки.
Цель изобретения - обеспечение изготовления электрофильтра с учетом высокого линейного коэффициента термического расширения, исключение влияния фактической неидентичности состава полимерного компонента и упрощение технологии изготовления.
Поставленная цель достигается тем, что в способе изготовления электродов электрофильтра из полимерных материалов с электропроводящими наполнителями и каучуком осуществляют формование элементов осадительных и коронирующих электродов при 190-210оС, сборку осуществляют соединительными стяжками с креплением с помощью полипропиленовых заклепок в промежутках между этими же элементами, которые расположены вертикально, а заклепки для крепления элементов формуют из полипропилена при температуре 130-150оС в течение 10-15 с и охлаждают водой в течение 4-5 с.
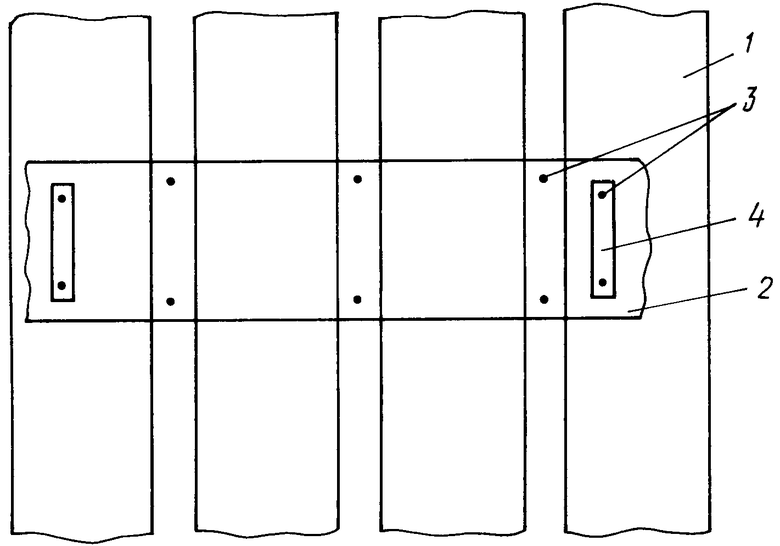
Суть реализации способа в конструкции показана на чертеже, где изображены вертикальные элементы-пластины 1, соединительные пластины-стяжки 2 (количество показано условно), заклепки 3, пазы 4.
Способ осуществляется следующим образом.
Сажеграфитовая смесь на основе полипропилена смешивается с термопластичным разветвленным каучуком, который выпускается в виде порошка, затем производят грануляцию. Из гранулята изготавливают изделия для осадительных и коронирующих электродов электрофильтров. Формование изделий производят при 190-210оС. Готовые изделия электрофильтров - элементы пластины 1 соединяют с помощью таких же пластин-стяжек 2, которые крепят между собой с помощью полипропиленовых заклепок 3, помещенных в промежутках между вертикальными пластинами 1, и в пазах 4 крайних вертикальных пластин. Головку заклепки формуют из полипропиленовой трубки при температуре 130-150оС в течение 10-15 с и затем охлаждают водой в течение 4-5 с.
Конструкции, изготовленные указанным способом, обеспечивают высокую точность заданных разрядных промежутков, так как исключается деформация и коробление этих конструкций под действием химически агрессивной среды, поступающей в электрофильтр, и исключает влияние высокого коэффициента линейного термического расширения ( α = 1,1 х 10-4 град-1).
Достижению указанной цели способствует также то, что электроды выполнены в виде отдельных элементов, что наряду с перечисленными выше факторами способствует исключению влияния фактической неидентичности состава пластин.
Технология изготовления указанным способом проще, чем изготовление по прототипу.
Примеры осуществления способа изготовления электрофильтра из полимерных материалов.
П р и м е р 1. Сажеграфитовую смесь на основе полипропилена смешивают с бутадиенстирольным разветвленным каучуком (10% по массе) в виде порошка. Затем производят грануляцию. Из гранулянта изготавливают изделия для осадительных и коронирующих электродов электрофильтра. Формование изделий производят при 190оС. Готовые изделия электрофильтров (пластины) соединяют с помощью таких же пластин-стяжек 2, которые крепятся между собой с помощью полипропиленовых заклепок 3, помещаемых в промежутках между вертикальными пластинами 1 и в пазах 4 крайних вертикальных пластин 1. Головки заклепок формуют из полипропиленовой трубки при температур 130оС в течение 15 с и затем охлаждают водой в течение 4 с.
П р и м е р 2. Сажеграфитовую смесь на основе полипропилена смешивают с бутадиенстирольным разветвленным каучуком (12,5% по массе) в виде порошка. Затем производят грануляцию. Из гранулянта изготавливают изделия для коронирующих и осадительных электродов электрофильтра. Формование изделий производят при температуре 200оС. Готовые изделия электрофильтров (пластины) соединяют с помощью таких же пластин-стяжек 2, которые крепятся между собой с помощью полипропиленовых заклепок 3, помещенных в промежутках между вертикальными пластинами 1 и в пазах 4 крайних вертикальных пластин. Головки заклепок формуют из полипропиленовой трубки при 140оС в течение 12 с и затем охлаждают водой в течение 5 с.
П р и м е р 3. Сажеграфитовую смесь на основе полипропилена смешивают с пипериленбутадиенстирольным каучуком (15% по массе) в виде порошка. Затем производят грануляцию. Из гранулянта изготавливают изделия для коронирующих и осадительных электродов электрофильтра. Формование изделий производят при температуре 210оС. Готовые изделия электрофильтров (пластины) соединяют с помощью таких же пластин-стяжек, которые крепятся между собой с помощью полипропиленовых заклепок, помещаемых в промежутках между вертикальными пластинами и в пазах крайних вертикальных пластин. Головки заклепок формуют из полипропиленовой трубки при температуре 150оС в течение 8 с и затем охлаждают водой в течение 5 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1995 |
|
RU2088338C1 |
| ЭЛЕКТРОФИЛЬТР | 1993 |
|
RU2036016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСАДИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118914C1 |
| Способ изготовления пластинчатых осадительных электродов электрофильтра | 1980 |
|
SU971428A1 |
| ЭЛЕКТРОФИЛЬТР | 1987 |
|
SU1815843A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРА | 1992 |
|
RU2009718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОФИЛЬТРОВ | 1998 |
|
RU2131301C1 |
| Узел крепления осадительного электрода | 1981 |
|
SU971477A1 |
| Способ изготовления пластинчатых электродов электрофильтра | 1990 |
|
SU1740072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ КОРОНИРУЮЩИХ ЭЛЕКТРОДОВ | 1991 |
|
RU2046021C1 |
Использование: изготовление электрофильтров, предназначенных для очистки химически агрессивных газов в производстве минеральных удобрений, цветной металлургии, нефтехимической и в других отраслях промышленности. Сущность изобретения: в материал электродов из полимерных материалов с электропроводящими наполнителями вводят термопластичный каучук. Осуществлят формование элементов электродов при температуре 190 - 210°С. Вводят соединительные стяжки с креплением с помощью полипропиленовых заклепок в промежутках между этими же элементами, которые расположены вертикально. Заклепки для крепления элементов формуют из полипропилена при 130 - 150°С в течение 10 - 15 с и охлаждают водой в течение 4 - 5 с. 1 з.п. ф-лы, 1 ил.
| Диссертация Мошкина А.А | |||
| на тему "Разработка мокрого электрофильтра из полимерных материалов для очистки химически агрессивных газов", М., МИХМ, 1982, с.82,118,119 - прототип |
