Изобретение касается установки непрерывной разливки черновых профилей для прокатки сортовой стали.
Известная установка такого рода состоит из охлаждаемого кристаллизатора с расположенным за ним направляющим устройством, причем каждая боковая стенка кристаллизатора имеет поверхность перемычки, соединенную с двух сторон с переходными поверхностями, расположенными под углом в сторону расширения поперечного сечения, и две параллельные друг другу поверхности, между которыми установлены с возможностью регулировки торцевые стенки.
С целью подгонки чернового профиля к готовому профилю, торцевые стенки могут регулироваться между параллельными регулировочными поверхностями боковых стенок посредством ходовых винтов. В этом кристаллизаторе переходные поверхности проходят под углом 75о к перемычке. Кристаллизатор такого типа имеет тот недостаток, что могут отливаться черновые профили в малом диапазоне размеров балок. Еще один недостаток такого кристаллизатора состоит в том, что из-за усадки изделия в формовочной полости может происходить заклинивание изделия.
Задачей изобретения является разработка установки для непрерывной разливки при изготовлении черновых профилей для прокатки сортовой стали, простой по конструкции и универсальной в использовании. В частности, заявленная установка непрерывной разливки позволяет отливать небольшим количеством кристаллизаторов черновые профили, которые могут прокатываться с небольшим количеством проходов, калибров, экономя энергию, повышая производительность до большого числа чистовых форм и окончательных размеров.
Согласно изобретению, поставленная задача решается тем, что переходные поверхности расположены под углом от 20 до 45о к перемычке, причем за перемычками, переходными поверхностями и регулируемыми поверхностями последовательно расположены ролики направляющего устройства, а за регулируемыми торцевыми стенками, оснащенными выступом в формовочной полости, расположены одинаково направленные регулируемые направляющие элементы.
Созданная таким образом установка для непрерывной разливки позволяет небольшим количеством кристаллизаторов отливать недорогие черновые профили, имеющих поверхность без трещин и с хорошей структурой, которые за небольшое число проходов могут прокатываться в балки, рельсы, шпунтовые стенки и другие профили.
При этом особым преимуществом является то, что направляющие элементы торцевых стенок имеют поверхности скольжения для торцевых сторон черновых профилей.
Согласно другому признаку изобретения, направляющие ролики перемычки и концевые направляющие ролики располагаются в попеременной последовательности с направляющими роликами переходной поверхности.
В процессе эксплуатации установки для непрерывной разливки торцевые стенки кристаллизатора и направляющие изделие элементы, принадлежащие торцевым стенкам, могут регулироваться в процессе разливки с целью изменения профиля утолщений. Благодаря этому можно последовательно отливать несколько различных заказов.
В отлитом профиле для проката сортовой стали перемычка переходит под углом от 40 до 90о в боковые утолщения. Торцевые стороны утолщений имеют углубление. Существенное преимущество такого профиля в том, что центрирование задается уже в первом проходе.
С целью использования тепла разливки отлитый черновой профиль может сразу же поступать в прокатный стан для получения двутавровых балок с параллельными полками, профилей шпунтовых стенок и т.п.
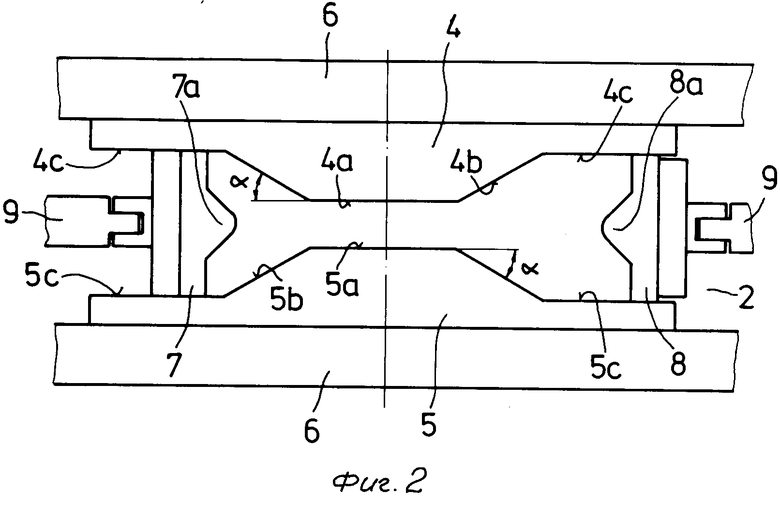
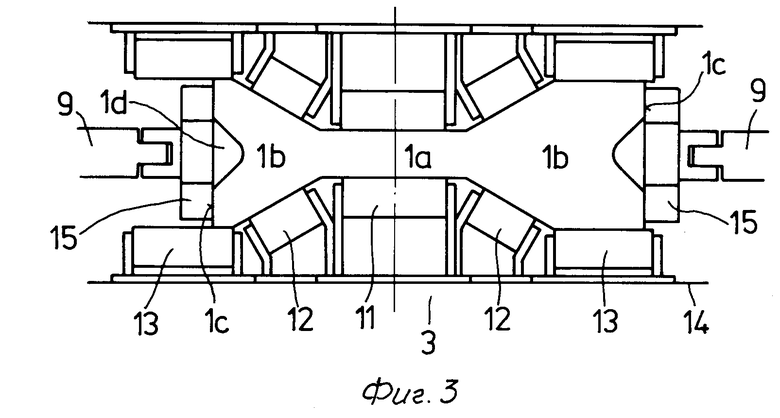
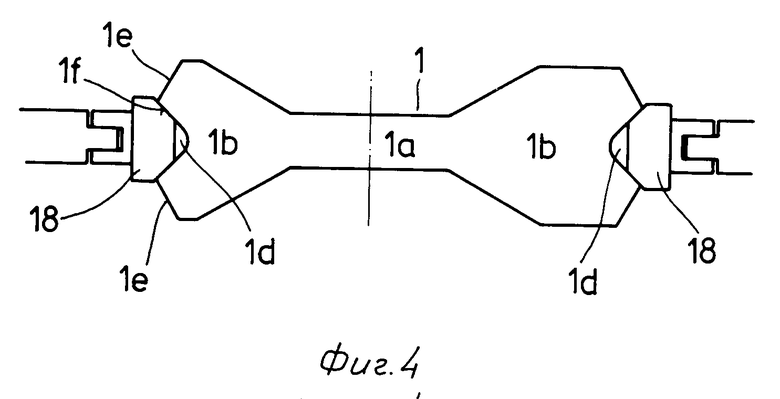
На фиг.1 показан продольный разрез установки непрерывной разливки, состоящей из кристаллизатора с расположенным за ним направляющим устройством; фиг. 2 - вид сверху на кристаллизатор; фиг.3 - вид сверху на направляющее устройство; фиг.4 - альтернативная направляющая торцевых сторон.
Согласно фиг. 1 установка непрерывной разливки черновых профилей 1 для проката сортовой стали состоит из кристаллизатора 2 с расположенным за ним направляющим устройством 3 для изделия.
Как видно из фиг.2, две боковые стенки 4,5 установлены на опорных рамах 6. Каждая боковая стенка 4,5 имеет среднюю перемычку 4а, 5а, две переходные поверхности 4в, 5в и две регулировочные поверхности 4с, 5с. Переходные поверхности 4в, 5в в приведенном примере проходят под углом 30о к плоскости перемычки 4а, 5а. В качестве бокового завершения кристаллизатора между параллельными друг другу регулировочными поверхностями 4с, 5с расположены торцевые стенки 7,8, которые для изменения профиля могут регулироваться при помощи ходового винта 9. Каждая торцевая стенка 7,8 имеет выступ 7а, 8а в полость формования, который образует в черновом профиле 1 углубление 1. Боковые стенки 4,5 и торцевые стенки 7,8 снабжены каналами 10 охлаждения. В кристаллизатор 2 через одну или две разливочные трубы 19 заливается сталь. Разливочные трубы 19 целесообразно располагать в полости кристаллизатора 2, охватываемой переходными поверхностями 4в, 5в, регулировочными поверхностями 4с, 5с и торцевыми стенками 7,8 и не требуют регулировки при изменении профиля.
Согласно фиг.1 и 3 направляющее устройство 2, расположенное за кристаллизатором в одном направлении с боковой стенкой 4,5 кристаллизатора, состоит из направляющих роликов 11 перемычки, роликов 12 переходной поверхности и концевых направляющих роликов 13, опирающихся внутри рамы 14. Как видно из фиг. 1, направляющие ролики перемычки 11 и концевые направляющие ролики 13 располагаются в переменной последовательности с роликами 12 переходной поверхности. В одном направлении с торцевыми стенками 7,8 располагаются направляющие планки 15, которые через ходовой винт 17 могут регулировать торцевые стенки 7,8. Направляющие планки 16 подпирают перпендикулярно перемычке 1а торцевые поверхности 1с чернового профиля 1.
Отлитый черновой профиль 1 состоит из средней перемычки 1а, которая под углом 2 = 60о расширяется в боковое утолщение 1в. Торцевые стороны чернового профиля состоят из перпендикулярных к перемычке 1а поверхностей 1с и среднего углубления 1. Согласно фиг.4 торцевые стороны 1е могут проходить под тупым углом друг к другу. В этом случае благодаря самоопиранию в краевых областях осуществляется опирание в области углубления 1 при помощи направляющих салазок 18.
Описанная установка для непрерывной разливки работает следующим образом.
Перед началом литья кристаллизатор 2 известным образом запирается при помощи затравки и включается входное охлаждение 10. Затем кристаллизатор 2 заполняется через литьевую трубу 19. При определенном заполнении кристаллизатора включаются протяжка и осцилляция. Линия чернового профиля 1, выходящая из кристаллизатора 2, подпирается по продольным сторонам направляющими роликами 11, роликами 12 и концевыми направляющими роликами 13. Со стороны торцев подпирание осуществляется при помощи направляющих элементов 15 или 18. Для подгонки чернового профиля к широкой палитре готовых профилей торцевые стенки 7,8 кокиля для литья черновых профилей с утолщениями 1в могут регулироваться на различную величину. На фиг.1 и 2 на левой стороне показана настройка на узкое малое утолщение, а на правой стороне - большое утолщение. Для специальных профилей настройка торцевых стенок 7,8 может быть различной. Путем определенной настройки торцевых стенок 7,8 в смысле увеличения и уменьшения утолщения 1в и соответствующей настройки направляющих элементов 15 или 18 возможно большое изменение размеров отливаемых заготовок при небольших сериях.
Использование: изобретение касается установки непрерывной разливки для литья черновых профилей для проката сортовой стали. Сущность изобретения: установка состоит из охлажденного кристаллизатора 2 и принадлежащей ему направляющей 3 для изделия. Расширяющиеся поверхности 4в, 5в кокиля 2 под углом от 20 до 45° наклонены к плоскости перемычки, к перемыкающим поверхностям 4а, 5а, расширяющимся поверхностям 4в,5в и регулируемым поверхностям 4с,5с относятся ролики 11,12,13 для направления изделия, а регулируемым торцевым стенкам 1с, 1f, оснащенным выступом 7а, принадлежат регулируемые в одном направлении направляющие элементы 15 или 18. Установка позволяет расширить технологические возможности за счет расширения диапазона типоразмеров выпускаемых на одном кристаллизаторе профилей. 2 з.п. ф-лы, 4 ил.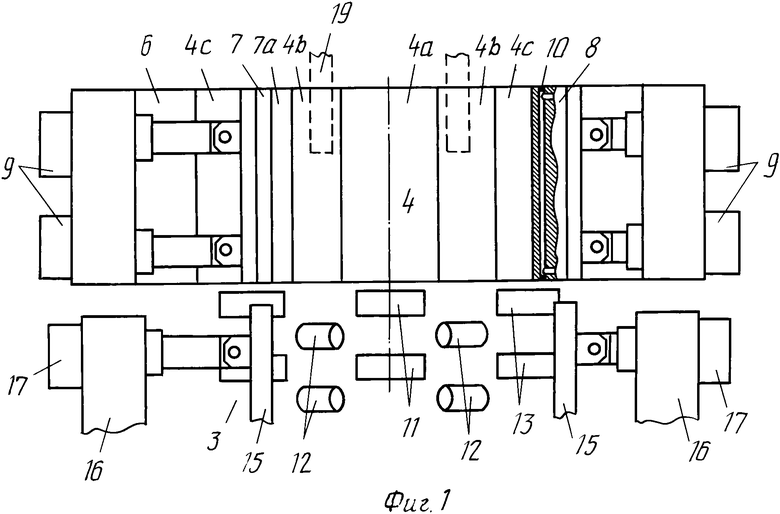
| РЕКОМБИНАНТНАЯ ПЛАЗМИДНАЯ ДНК pUL83HCMV, ОБЕСПЕЧИВАЮЩАЯ ЭКСПРЕССИЮ В КЛЕТКАХ БАКТЕРИИ Escherichia coli РЕКОМБИНАНТНОГО БЕЛКА, СОДЕРЖАЩЕГО ИММУНОДОМИНАНТНУЮ ЧАСТЬ ФОСФОПРОТЕИНА pp65 HCMV И ФРАГМЕНТ β-ГАЛАКТОЗИДАЗЫ | 2001 |
|
RU2218408C2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
