Изобретение относится к способу прокатки готовых профилей из профильной заготовки с помощью прокатной установки, работающей в реверсивном режиме, которая образует компактную прокатную группу клетей, состоящую из расположенной на входе первой универсальной клети, расположенной на выходе второй универсальной клети и размещенной между этими универсальными клетями обжимной клети, причем перед компактной прокатной группой клетей расположена обжимная клеть, при этом профильная заготовка представляет собой профиль, полученный в установке для непрерывной разливки, имеющий с обоих концов перемычки утолщения, соответствующие получаемому позже готовому профилю, а размеры профильной заготовки с высотой и толщиной перемычки и/или шириной фланцев так согласованы с размерами готового профиля, что эта профильная заготовка либо вводится непосредственно в первую универсальную клеть компактной прокаткой группы клетей и затем прокатывается в ней до заданных размеров готового профиля, либо участок перемычки и/или имеющиеся утолщения в виде фланцев профильной заготовки для достижения других размеров, отличающихся от первоначально заданных размеров по высоте, толщине перемычки и/или ширине фланцев готового профиля, подлежащего окончательной прокатке в компактной прокатной группе клетей, перед вводом профильной заготовки в первую универсальную клеть компактной группы клетей редуцированно прокатывается в прокатном устройстве, расположенном непосредственно перед компактной прокатной группой клетей.
Исходя из известного факта, что из полученной после установки для непрерывной разливки, подводимой непосредственно в компактную прокатную группу клетей профильной заготовки, можно изготовить лишь ограниченное количество готовых профилей с различными размерами, уже предлагалось (EP-A-265757) прокатывать готовые профили со значительной разницей в окончательных размерах из одного единственного профиля после установки для непрерывной разливки на одной и той же компактной прокатной группе клетей таким образом, чтобы эта профильная заготовка деформировалась прокаткой с обжатием в обжимной клети, расположенной непосредственно перед компактной прокатной группой клетей, например, путем приложения нагрузок на участок, имеющий форму перемычки или на фланцеобразные утолщения профильной заготовки, после чего ее вводят в компактную прокатную группу клетей. За счет этого участок профильной заготовки, имеющий форму перемычки, при обжиме либо укорачивается, либо удлиняется, что сопровождается в случае необходимости одновременными упрочнениями, а также в случае необходимости, может уменьшаться ширина фланцеобразных утолщений. Расположенная непосредственно после обжимной клети компактная прокатная группа клетей могла бы использоваться в этом известном способе частично для редуцированного деформирования профильной заготовки, например, для адекватного нагружения фланца этой профильной заготовки.
При осуществлении известного способа выяснилось, что его недостатком является то, что компактная группа прокатных клетей во время редуцированного прокатного деформирования профильной заготовки не может служить для чистовой прокатки и вследствие этого достигаемая данным способом общая производительность всей установки ограничена.
В основу изобретения положена задача усовершенствовать известный способ таким образом, чтобы достичь значительно более высокой производительности и более высокого КПД в установке для проката. Эта задача решается за счет того, что редуцированное прокатное деформирование профильной заготовки осуществляется в линии прокатки, проходящей параллельно линии прокатки компактной прокатной группы клетей со свободным выходом и что редуцированно деформированная профильная заготовка смещается поперечно непосредственно перед компактной прокатной группой клетей, после чего вводится в нее.
За счет такого способа обеспечивается редуцированное прокатное деформирование профильной заготовки независимо от работы компактной прокатной группы клетей, что означает, что редуцируемая профильная заготовка может прокатываться до готового профиля в компактной прокатной группе клетей, в то время как уже на параллельной линии прокатки осуществляется редуцированное прокатное деформирование следующей профильной заготовки.
Для осуществления способа согласно изобретению можно расположить в параллельной линии прокатки прокатное устройство, имеющее вертикальную прокатную клеть, с помощью которой осуществляется деформирование фланцеобразных утолщений на профильной заготовке, аналогичное обжатию имеющего форму перемычки участка профильной заготовки. Согласно изобретению за этой вертикальной клетью может быть расположена горизонтальная клеть, осуществляющая воздействие на участок профильной заготовки, имеющий форму перемычки. Имеется также возможность расположить на параллельной линии прокатки только одну такую горизонтальную клеть и снабдить ее универсальной клетью, валки которой могут воздействовать как на фланцеобразные утолщения, так и на имеющий форму перемычки участок профильной заготовки.
Как далее предусматривается согласно изобретению, линия прокатки может иметь реверсивную черновую клеть дуо в качестве вертикальной или горизонтальной клети, предпочтительно с гладкими валками, за которой расположено кантующее устройство для профильного прутка. Такая установка создает возможность обрабатывать в одной прокатной клети выборочно как фланцеобразные утолщения профильной заготовки аналогично обжатию фланцеобразного участка, так и участок, имеющий форму перемычки, за счет того что профильный пруток после прохождения через черновую клеть кантуется с помощью кантующего устройства и затем подвергается следующему реверсивному проходу, в случае необходимости повторным реверсивным проходам.
Кроме того, согласно изобретению в прокатной установке с расположенной после установки для непрерывной разливки и первой линией прокатки нагревательной печью, за ней может быть установлена горизонтальная прокатная клеть для предварительного деформирования, в частности фланцеобразных утолщений профильной заготовки, сохраняющей тепло разливки. С помощью такого выполнения создается возможность подвергнуть профильный пруток непосредственно после выхода из установки для непрерывной разливки и еще сохраняющей тепло разливки предварительно деформации для того, чтобы уменьшить объем фланцеобразных утолщений профильной заготовки до того, как она поступает в нагревательную печь, благодаря чему обеспечивается лучшее использование нагревательной печи и повышается равномерность распределения температуры по поперечному сечению профиля.
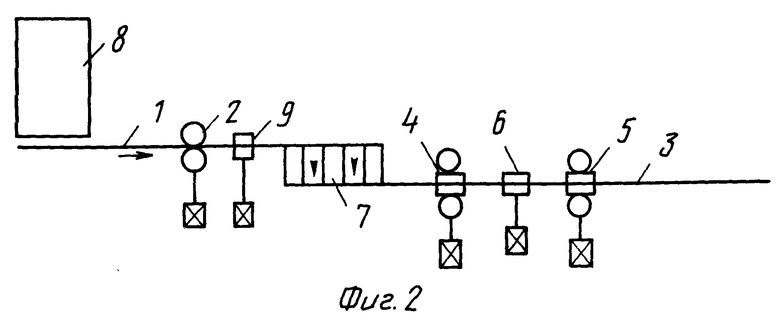
На фиг. 1 схематически показана линия прокатки в виде сверху; на фиг. 2 - другая форма выполнения линии прокатки, также схематически и также в виде сверху.
Как видно на фиг. 1, в линии прокатки 1 расположена вертикальная клеть 2, а в проходящей параллельно ей линии прокатки 3 - компактная прокатная группа клетей 4 и 5 с расположенной между ними обжимной клетью 6. Между обеими прокатными линиями 1 и 3 размещено устройство 7 для поперечного перемещения. Выходящая из нагревательной печи 8, расположенной перед линией прокатки 1, не показанная на чертеже профильная заготовка, полученная способом непрерывной разливки, поступает в вертикальную клеть 2 на такую высоту своей перемычки, что ее размер соответствует размеру универсальных клетей 4 и 5 компактной прокатной группы клетей на параллельной линии прокатки 3. Практические испытания показали, что возможно, например, обжатие перемычки по высоте на 60 мм за один проход в вертикальной клети 2 и что уже после пяти проходов происходит уменьшение высоты перемычки до 300 мм. При этом вертикальная клеть 2 нуждается только в одном калибре, а возникающие короткие длины развальцовки позволяют уменьшить расстояние между вертикальной клетью 2 и первой универсальной прокатной клетью 4 компактной прокатной группы клетей 4, 6, 5.
Расположение прокатных линий 1 и 3 на фиг. 2 соответствует показанному на фиг. 1, точно так же, как и расположение компактной прокатной группы клетей 4, 6, 5 и поперечного транспортера 7. Здесь в прокатной линии 1 за вертикальной клетью расположена только лишь горизонтальная клеть 9. Эта горизонтальная клеть 9 позволяет также в случае необходимости дополнительно воздействовать на имеющий форму перемычки участок профильной заготовки и тем самым обеспечивает более благоприятное соотношение между перемычкой и фланцем профильной заготовки для входа в компактную прокатную группу клетей 4, 6, 5. Так как здесь имеется возможность уменьшить высоту фланцеобразного утолщения профильной заготовки в последнем переходе с помощью горизонтальной клети 9, можно уменьшить соответствующее редуцирование в компактной прокатной группе клетей обжимной клетью 6 и соответствующим образом уменьшить мощность двигателя.
Как, кроме того, видно на фиг. 1, в другой установке, в которой вертикальная клеть 2 в качестве клети дуо, как вертикальная или горизонтальная клеть, оснащена гладкими валками и имеет возможность реверсирования, за этой клетью расположено показанное штрихпунктирной линией кантующее устройство 10, которое, как уже было описано выше, позволяет кантовать профильный пруток, выходящий из вертикальной клети 2, и реверсивно подвергать его еще одному проходу через вертикальную клеть 2. Кроме того, из фиг. 1 видно, что перед нагревательной печью 8 может быть расположена показанная также штрихпунктиром горизонтальная черновая клеть (11), в которой предварительно деформируется поступающий из не показанной на чертеже установки для непрерывной разливки имеющий температуру разливки профильный пруток, прежде чем он войдет в нагревательную печь.
Способ прокатки готовых профилей из профильной заготовки с помощью прокатной установки, состоящей из первой универсальной клети со стороны входа, второй универсальной клети со стороны выхода и расположенной между ними обжимной клети. Перед прокатной группой клетей расположена обжимная клеть. Профильная заготовка поступает из установки для непрерывной разливки и имеет по обе стороны перемычки соответствующие будущему готовому профилю утолщения. Размеры профильной заготовки по высоте и толщине перемычки и/или толщине фланцев так согласованы с размерами прокатного готового профиля, что эта профильная заготовка входит непосредственно в первую универсальную клеть и затем окончательно прокатывается до готового профиля с заданными размерами или прокатывается с редуцированием участков в виде перемычки и/или фланцеобразных утолщений профильной заготовки для получения других, отличающихся от первоначально заданных размеров, перед вводом профильной заготовки в первую универсальную клеть в линии прокатки, расположенной параллельно линии прокатки прокатной установки, и затем профильная заготовка с поперечным перемещением вводится в положение непосредственно перед компактной прокатной группой клетей. Изобретение обеспечивает увеличение производительности в установке для прокатки. 2 с. и 3 з.п.ф-лы, 2 ил.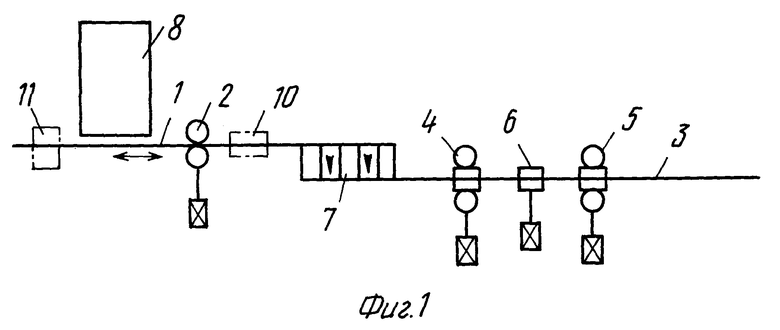
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ СВЕТОФОРНОЙ СИГНАЛИЗАЦИИ ДЛЯ ГОРОДСКОГО ЭЛЕКТРОТРАНСПОРТА | 0 |
|
SU265757A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ДРЕНЕР ДЛЯ РАБОТЫ С ЗАКРЕПЛЯЮЩИМИ ЖИДКОСТЯМИ | 0 |
|
SU256409A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ УДЛИНЕНИЯ ИЗВИТОЙНИТИ | 0 |
|
SU348913A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Вентильный многодвигательный электропривод | 1974 |
|
SU535705A2 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE 3636478 A1, 02.10.96. | |||
