Изобретение относится к производству товаров народного потребления, преимущественно, из древесины, например к технологическим процессам изготовления изделий для потребления в быту.
Известны различные технологические процессы по производству изделий из древесины, заключающиеся в том, что из специально подготовленной древесины формируют путем обработки полуфабрикаты (изделия) заданных форм. Процесс формирования (выдалбливания) углублений выполняют различными способами, например токарной обработкой, фрезерованием заготовки и т.д.
Цель изобретения - расширение технологических возможностей по производству изделий из отходов древесины, включая незначительных по размерам, снижение энергоемкости при изготовлении изделий пустотелого объема.
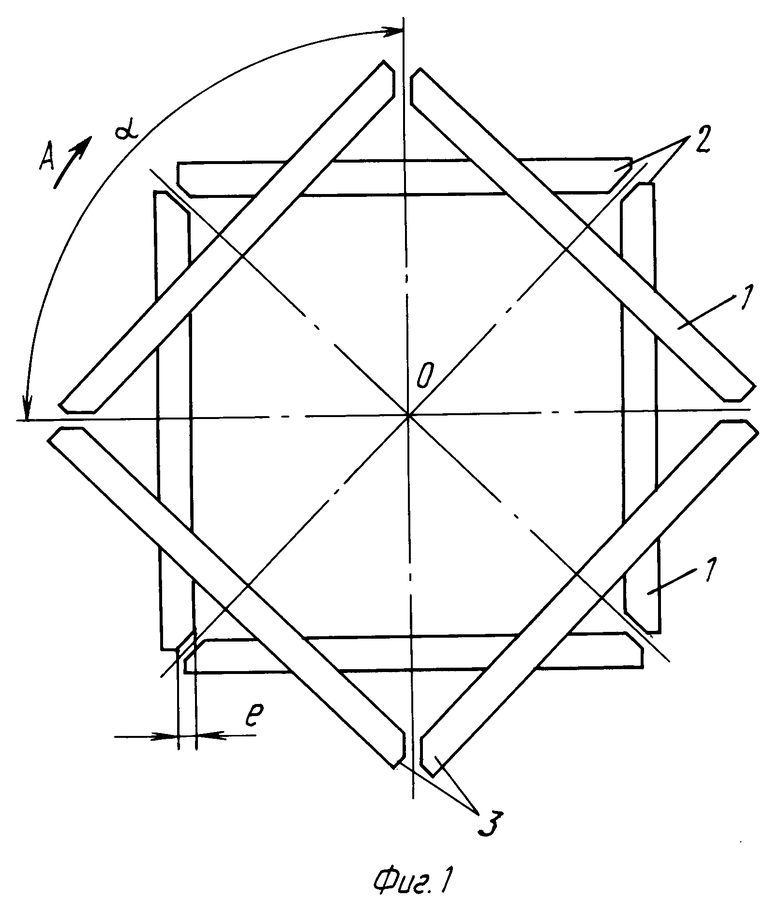
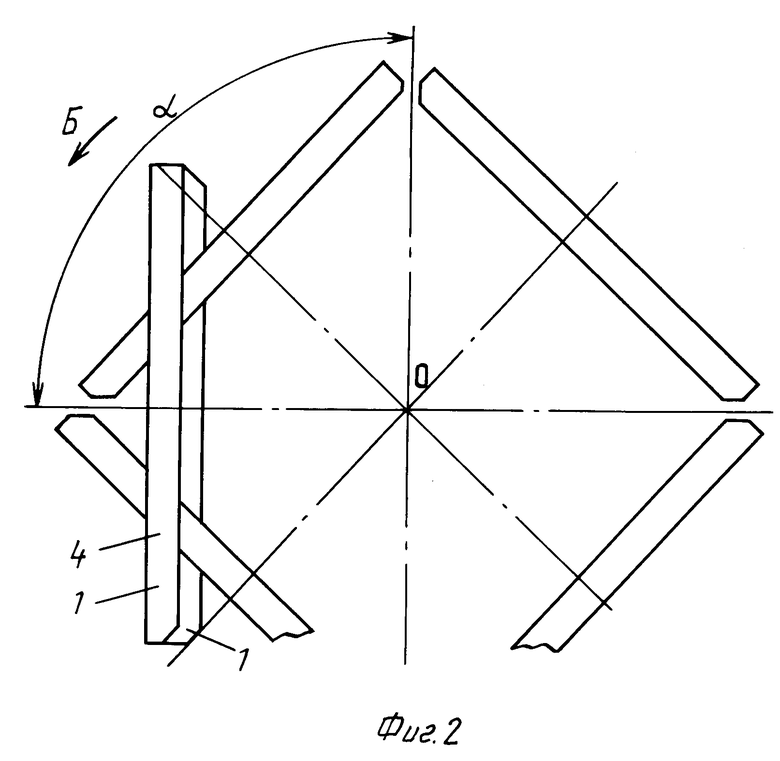
На фиг.1 и 2 условно показано расположение брусковых элементов в многоугольниках двух ярусов.
Технологический процесс по изготовлению пустотелого изделия осуществляется следующим образом: из отходов производства по форме брусковых элементов, преимущественно в виде пластин прямоугольного сечения, формируют бруски равной длины, например путем механической обработки. Равнодлинные пластины 1 укладывают в направлении сторон многоугольника, преимущественно описанного вокруг окружности или эллипса. Возможен и иной вариант формы многоугольника, что зависит от получаемой формы пустотелого объема.
На фиг.1 показан вариант расположения пластин 1 по форме прямоугольного четырехугольника. Возможна и иная форма многоугольника, что также определяется формой изделия. После укладки изделия пластин 1 в направлении сторон многоугольника 2 формируют многоугольник 3 второго яруса, в котором пластины 1 укладывают в направлениях сторон соответствующего многоугольника, подобного первому. Второй по высоте ярус пластины многоугольника 3 смещают относительно многоугольника первого яруса на угол α≥ 90о (см.фиг.1) в направлении "А". Третий по ярусу многоугольник 4 из пластин 1 снова разворачивает на угол α, но в направлении "В", обратном направлению "А", располагая пластины 1 многоугольника 4 параллельно поверхностям пластин 1 многоугольника первого (нижнего) яруса, но со смещением пластины 1 многоугольника третьего яруса в горизонтальной плоскости, при этом увеличивается условный периметр многоугольника, а пластины 1 первого и третьего яруса параллельны относительно друг друга и имеют перекрытие "е" между собой. Пластины многоугольников всех ярусов соединяются между собой, например, склеиванием. Возможны другие варианты соединения. Таким образом при изготовлении изделия с пустотелым объемом уложенные по форме подобных многоугольников пластины разворачивают в каждом ярусе, при этом пластины 1 многоугольников параллельны друг другу через ярус многоугольника, имеют смещение в горизонтальной плоскости относительно пластин многоугольника предыдущего яруса, причем условный периметр подобных многоугольников увеличивается по высоте пустотелого объема изделия.
Пустотелый объем изделия имеет условную внутреннюю вертикальную ось "О", относительно которой и происходит формирование поверхностей изделия пластинами 1. При предлагаемом варианте построения изделий из равнодлинных пластин 1, уложенных по форме многоугольника, например четырехугольника, внутренний контур изделия приобретает форму, близкую к восьмиграннику. Наружные грани изделия имеют чередующиеся между собой V и -образно расположенные грани, причем V-образные грани имеют вершину со стороны первого (нижнего) яруса изделия.
Таким образом, благодаря предложенному формированию боковых поверхностей изделия с пустотелым объемом в процесс изготовления такого изделия вовлекаются низкосортные (мелкотоварные) брусковые элементы, которые ранее могли быть не использованы, что расширяет технологические возможности производства изделий с пустотелым объемом. Производимые изделия благодаря предложенному способу изготовления имеют ажурный вид, что придает изделию высокие эстетические качества. Изготовленное изделие имеет незначительную материалоемкость и процесс производства его не требует энергоемкого станочного оборудования. Законченность форме изделия может быть придана выполнением днища в самой нижней его части. Изделие может быть использовано в этом случае в быту как ваза для конфет, фруктов и т.п.
В предлагаемом способе изготовления изделия могут быть применены брусковые отходы пластмасс и т.п. Этот способ не требует значительных энергетических затрат, не материалоемок, а получаемые изделия удовлетворяют эстетическим нормам. Внешний вид изделия будет зависеть от формы брусковых элементов, количества их, форм многоугольников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1997 |
|
RU2120854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ПЛИТ ИЗ ОТХОДОВ ПИЛОМАТЕРИАЛОВ | 1997 |
|
RU2118589C1 |
| ПОЛУПРОВОДНИКОВОЕ ИЗДЕЛИЕ И ЗАГОТОВКА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2456714C1 |
| СЛОИСТЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ ИЗ УСИЛЕННОЙ ДРЕВЕСИНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2237138C1 |
| Способ возведения фундамента | 1989 |
|
SU1678987A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦЕВОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1999 |
|
RU2166429C2 |
| ДЕРЕВЯННЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ И СТЕНА ЗДАНИЯ, ВОЗВЕДЕННАЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2010 |
|
RU2456414C1 |
| Способ изготовления слоистых строительных изделий | 1982 |
|
SU1060599A1 |
| Устройство для обработки деталей сложного профиля | 1976 |
|
SU662325A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
Изобретение относится к способу изготовления декоративных изделий. Сущность изобретения заключается в том, что в качестве элементов для формирования поверхности изделия используют бруски равной длины. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ, заключающийся в формировании из элементов поверхности изделия с обеспечением возможности образования пустотелого объема, отличающийся тем, что в качестве элементов для формирования поверхности изделия используют бруски равной длины, при формировании поверхности изделия предварительно образуют несколько замкнутых многоугольников посредством последовательного соединения между собой свободных концов брусков, а затем осуществляют послойное соединение между собой брусков образованных многоугольников, причем каждый многоугольник последующего слоя поворачивают в горизонтальной плоскости относительно многоугольника предыдущего слоя на угол α ≥ 90o, а бруски многоугольников вне смежных слоев в вертикальной плоскости размещают параллельно один относительно другого, при этом бруски многоугольника последующего слоя смещены в горизонтальной плоскости относительно брусков многоугольника в предыдущем слое для увеличения объемности.
| Михайлов Г.М., Панков Е.Н | |||
| Технология изготовления товаров народного потребления из древесины М.: Лесная промышленность, 1988, с.8-15. |
