Изобретение относится к машиностроению и может быть использовано при обработке поверхностным пластическим деформированием нежестких валов.
Известен способ обработки нежестких валов, при котором правку и поверхностное пластическое деформирование осуществляют с переменным усилием по заданному закону, который синхронизируют с угловым расположением точек максимального прогиба вала.
Недостатком известного способа является сложность его реализации, поскольку способ предусматривает использование системы автоматического управления с большим количеством элементов, суммарная надежность которых низка и соответственно не оправдывает себя в производственных условиях вследствие снижения точности обработки.
Известен способ обработки валов, при котором правку и поверхностное пластическое деформирование осуществляют с постоянным усилием деформирующего инструмента вдоль образующей вала.
Недостатком данного способа является невозможность исправления малых исходных прогибов валов, что обычно имеет место в практике, поскольку степень деформации вогнутой и выпуклой сторон вала практически одинакова.
Целью изобретения является повышение точности и качества обработки за счет перераспределения остаточных напряжений.
Поставленная цель достигается тем, что в способе обработки нежестких валов, при котором правку и поверхностное пластическое деформирование осуществляют с постоянным усилием деформирующего инструмента вдоль образующей вала, нежесткий вал перед обработкой упруго деформируют за счет изгибающих моментов, приложенных к концам детали, в направлении обратном прогибу на величину
fперег=  · fисх ,
· fисх ,
где fперег - величина перегиба вала отсчитанная от линии центров;
fисх - величина исходного прогиба вала перед обработкой;
L - длина вала;
l - длина обрабатываемого участка, располагаемая симметрично относительно середины вала;
r - радиус обрабатываемого вала;
a - глубина залегания остаточных напряжений от отработки поверхностным пластическим деформированием.
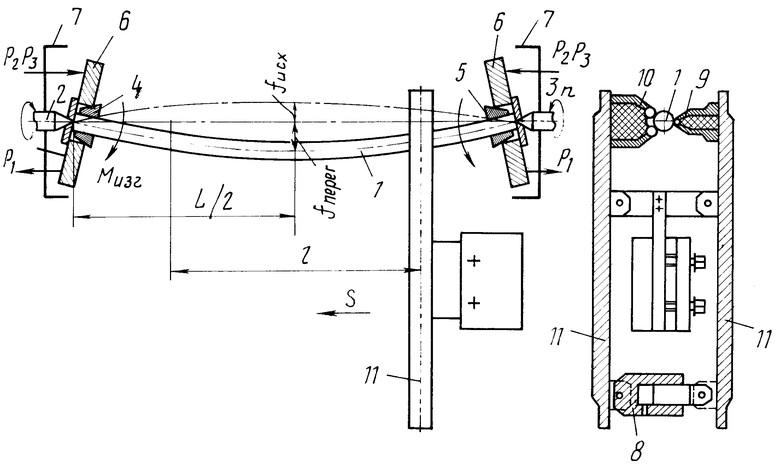
На чертеже представлена схема обработки поверхностным пластическим деформированием, реализующая способ.
Способ осуществляется следующим образом. Измеряют исходный прогиб вала 1 fисх и по нему по формуле (1) рассчитывают величину перегиба вала fперег, отсчитываемую от линии центров.
Затем деталь 1 устанавливают в переднем 2 и заднем 3 центрах станка, после чего фиксируют зажимными механизмами 4 и 5 соответственно передней и задней бабок. К внутренним подвижным кольцам 6, расположенным в плоскостях, перпендикулярных к оси центров 2, 3, прикладывают не менее чем в трех разных точках продольные усилия Р1, Р2, Р3 со стороны наружных подвижных колец 7, выставленных также, как и внутренние кольца 6. Так как величины сил Р1, Р2, Р3 разные по величине и направлению возникает управляемый изгибающий момент Мизг в плоскости изгиба вала 1, упруго деформирующий деталь 1 в направлении, обратном исходному прогибу вала 1 на величину перегиба fперег, отсчитываемую от линии центров 2, 3. К детали 1 подводят закрепленное в резцедержателе станка деформирующее устройство. Устанавливают давление в цилиндре 8. При этом инструмент 9 и опорный элемент 10 посредством рычагов 11 поджимаются к обрабатываемой детали 1 с величиной рабочего усилия, формирующего при обработке в поверхностном слое детали 1 остаточные напряжения на глубину a. Включают привод главного движения и вращение передают посредством поводка подвижным кольцам 6 и 7, а инструменту 9 сообщают продольное движение подачи.
Таким образом обрабатывают участок вала длиной l, симметрично расположенного относительно середины вала.
Вследствие перераспределения напряжений при освобождении детали происходит исправление исходной деформации нежесткого вала.
П р и м е р. По предлагаемому способу проводилась обработка нежесткого вала из стали 12Х18Н10Т радиусом r = 20 мм и длиной L = 2200 мм. Вал имел исходный прогиб fисх = 1,2 мм. Назначили режимы обработки, для которых предварительно была определена глубина залегания остаточных напряжений. Так у обкатанного вала шаром диаметром 10 мм с усилием Р = 1000 Н, подачей S = 0,1 мм/об и скоростью обкатывания v = 30 м/мин глубина залегания остаточных напряжений составила a = 2 мм. По формуле (1) для обрабатываемого участка вала длиной l = 1600 мм определили величину перегиба fперег = 3,25 мм. Вал установили в центрах токарного станка и изогнули в противоположную сторону исходному прогибу на величину fперег = 3,25, отсчитанную от линии центров. Обработали участок вала длиной l = 1600 мм, симметрично расположенного относительно середины вала (L/2), на указанных режимах. После завершения обработки и освобождения детали величина прогиба вала составила f = 0,014 мм.
Предлагаемый способ позволяет обеспечить процесс упрочнения обрабатываемой поверхности и исправлять деформацию нежестких валов от предыдущей технологической операции. Это обеспечит уменьшение числа бракованных деталей, а также сократит затраты на исправление брака, вызванного запредельной величиной отклонения прямолинейности оси вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| СПОСОБ ПРАВКИ С ОДНОВРЕМЕННОЙ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКОЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2284237C2 |
| СПОСОБ ПРАВКИ НЕЖЕСТКИХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2525023C1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАЗМЕРОВ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2611616C1 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
| Способ правки и упрочнения цилиндрических деталей | 2024 |
|
RU2827624C1 |
| СПОСОБ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2001 |
|
RU2203155C1 |
| Способ обработки поверхностным пластическим деформированием | 1989 |
|
SU1660944A1 |
Использование: обработка металлов давлением, в частности, обработка поверхностным пластическим деформированием нежестких валов. Сущность изобретения: при обработке правку и поверхностное пластическое деформирование осуществляют одновременно с постоянным усилием деформирующего инструмента. Нежесткий вал перед обработкой упруго деформируют за счет изгибающих моментов, приложенных к его концам, в направлении, обратном исходному прогибу, на величину, приведенную в материалах описания. 1 ил.
СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ, при котором правку и поверхностное пластическое деформирование осуществляют с постоянным усилием посредством деформирующего инструмента, перемещаемого вдоль образующей вала, отличающийся тем, что вал перед обработкой упруго деформируют за счет изгибающих моментов, приложенных к его концам, в направлении, обратном исходному прогибу, на величину
fперег= fисх,
fисх,
где fпеpег - величина перегиба вала, отсчитанная от линии центров, мм;
fисх - величина исходного прогиба вала перед обработкой, мм;
L - длина вала, мм;
l - длина обрабатываемого участка, расположенная симметрично относительно середины вала, мм;
r - радиус обрабатываемого вала, мм;
a - глубина залегания технологических остаточных напряжений от обработки поверхностным пластическим деформированием, мм.
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
