Изобретение относится к акриловым эфирам, в частности к усовершенствованному способу получения этилакрилата, используемого в органическом синтезе.
Известен способ получения этилакрилата путем этерификации акриловой кислоты с этанолом в присутствии кислотного катализатора при повышенной температуре с получением этилакрилата и воды, причем в качестве исходного сырья используют очищенный обогащенный раство акриловой кислоты [1].
Недостатком данного способа является сложность процесса за счет стадии очистки и обогащения акриловой кислоты.
Целью изобретения является упрощение процесса.
Поставленная цель достигается предложенным способом получения этилакрилата путем этерификации акриловой кислоты с этанолом в присутствии кислотного катализатора при повышенной температуре с получением этилакрилата и воды, отличительной особенностью которого является то, что поток реакционных газов, полученный при окислении акролеина, в присутствии катализатора и содержащий акриловую кислоту, предварительно подвергают частичной конденсадции так, чтобы содержание акриловой кислоты в конденсированном продукте должно составлять 34,61-91,63 мол.%, а в несконденсированной смеси - 0-2,55 мол.%, причем конденсированный продукт без очистки или рафинирования направляют на стадию этерификации.
Для частичного выделения доли неочищенной кислоты путем охлаждения с целью непосредственного использования при синтезе акрилата без дополнительной очистки, предпочтительно применять охладитель/скруббер с раздельными охладитель- ными и промывочными секциями, находящимися в одной и той же колонне. Газ, входящий вблизи основания колонны, резко охлаждают охлажденным мокрым кислотным продуктом, так что часть акриловой кислоты конденсируется и ее убирают через дно охладителя. Часть охлажденного остатка охлаждают и повторно используют в качестве охлаждающей жидкости. Другую часть охлажденного кислотного остатка можно непосредственно использовать для производства акрилового эфира.
После конденсации и выделения акриловой кислоты на первой стадии частичного выделения с получением фракции, содержащей обогащенную акриловую кислоту, неконденсированные реакционные газы, включающие в себя пары невыделенной акриловой кислоты и различные невыделенные загрязняющие примеси, направляют на вторую стадию для выделения оставшейся акриловой кислоты. На второй стадии выделения акриловой кислоты можно применять любые стандартные методики и условия, пригодные для выделения из реакционных газов оставшейся акриловой кислоты.
В этом процессе жидкость, содержащую акриловую кислоту, выделяют с помощью тарелки, помещенной в кислотной скруберрной колонне. Тарелка имеет увеличивающийся кверху разрез, который определяет отверстие, через которое несконденсированный на второй стадии газовый поток проходит на промывку водой. Тарелка, таким образом, собирает сконденсированные, промытые водой газы, чтобы удалить их прежде, чем они могут попасть на дно скрубберной колонны. Таким образом, жидкость, которая конденсируется в основании скрубберной колонны, не загрязнена жидкостями, промытыми водой.
В предпочтительном охладителе/скруббере неконденсируемые газы вместе с неконденсируемыми продуктами поступают в скрубберную часть, где они промываются водой, подаваемой вблизи верхней части колонны. Тарелка для удерживания жидкости, помещенная в нижней части скрубберной секции, собирает промытый жидкий продукт. Из этой скрубберной секции жидкость насосом направляется в имеющуюся систему для выделения кислоты. Неконденсируемые соединения выходят через верх скруббера, их или повторно направляют в реактор, или направляют в камеру сгорания.
Ниже приведены диапазоны рабочих режимов для скруббера/охладителя
Рабочий режим
Конвертер, объем-
ная скорость по- дачи газа (GHSV) ч-1 1000-4000
Давление охлаж- даемого сырья, ати 0-2,2
Температура охлаж- даемого сырья, оС 50-350
Температура осно- вания охладителя, оС 20-150
Температура верх-
ней части охлади- теля, оС 20-150
Температура ох-
лаждающей жид- кости, оС 20-60
Давление в охла- дителе, ати 0-2,2
Эта сырая акриловая кислота реагирует с этанолом с получением эфира. Реакцию этерификации для получения этилакрилата обычно проводят в реакторе, снабженном дистилляционной колонной для выделения эфирного продукта, который удаляют через верх колонны в виде азотропа эфир(спирт)вода. Обычно в реакции этерификации используют избыток спирта, а в качестве катализатора используют серную или сульфокислоту. Ниже приведены диапазоны рабочих режимов для получения этилакрилата взаимодействием акриловой кислоты с этанолом: его охлаждают, смешивая с холодной влажной кислотой, полученной в двух последовательно охлаждающих секциях, по мере того, как реакционный газ идет вверх колонны. Степень частичной конденсации акриловой кислоты в остатках первой стадии выделения зависит от ряда переменных, например скорости подачи смеси, полученной при окислении пропилена/акролеина, температуры реакционного газа, температуры охлаждающей жидкости и скорости ее подачи, температуры и давления у основания охладителя и т.д.
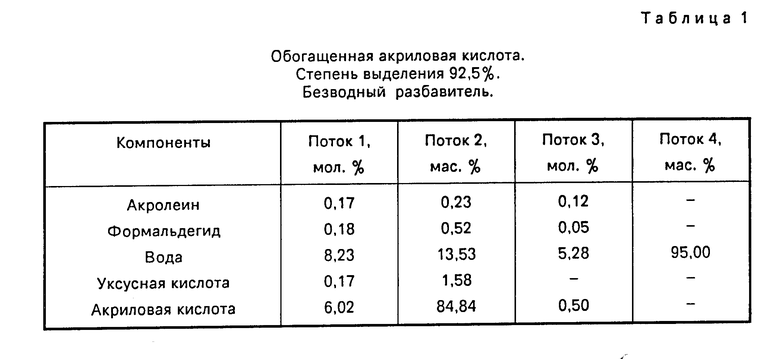
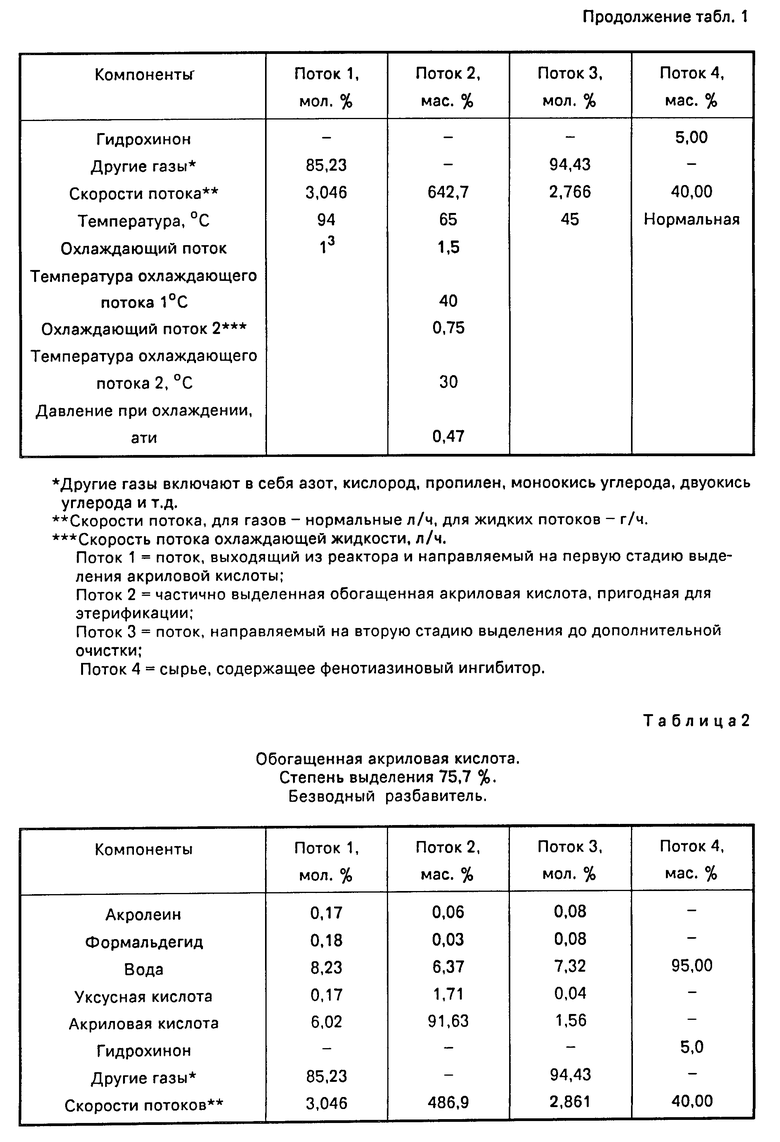
Примеры 1-3 (табл.1-3) показывают, как возрастает содержание примесей, конденсирующихся в фракции, обогащенной акриловой кислоты, по мере увеличения степенни выделения акриловой кислоты с использованием безводного разбавителя См. например, скорости (мас.%, умноженный на скорость потока) формальдегида, акролеина, воды и уксусной кислоты, полученные в потоке 2. Аналогичные результаты приведены в сравнительных табл.4-6 (примеры IV-VI) с использованием в качестве разбавителя водяного пара. Эти результаты показывают, что при частичном выделении акриловой кислоты большинство более легких примесей (например, акролеин, формальдегид, ацетальдегид и др.) уходит с несконденсированным газом на первой стадии выделения.
Получение акриловых эфиров.
Для того, чтобы продемонстрировать преимущества предпочтительного воплощения изобретения, очищенная акриловая кислота (эфирный сорт), а также неочищенная обогащенная акриловая кислота из реакции окисления с применением безвод- ного разбавителя, являющаяся предметом заявки, реагировали со спиртом в реакторе для этерификации с образованием акрилового эфира.
Этилакрилат получали в лабораторных условиях взаимодействием акриловой кислоты (или согласно изобретению, обогащенной акриловой кислоты) с этанолом в присутствии 3-5% катализатора - H2SO4 в трлехгорлой круглодонной колбе емкостью 500 см3, снабженной чехлом термопары, магнитной мешалкой, дистилляционной колонной для выделения продукта (две колонны oldershaw с внутренним диаметром 2,5 см, одна с 3 тарелками, другая с 10 тарелками), обратным холодильником, делительной головкой для жидкости, приемником для продукта и двумя охлажденными ловушками.
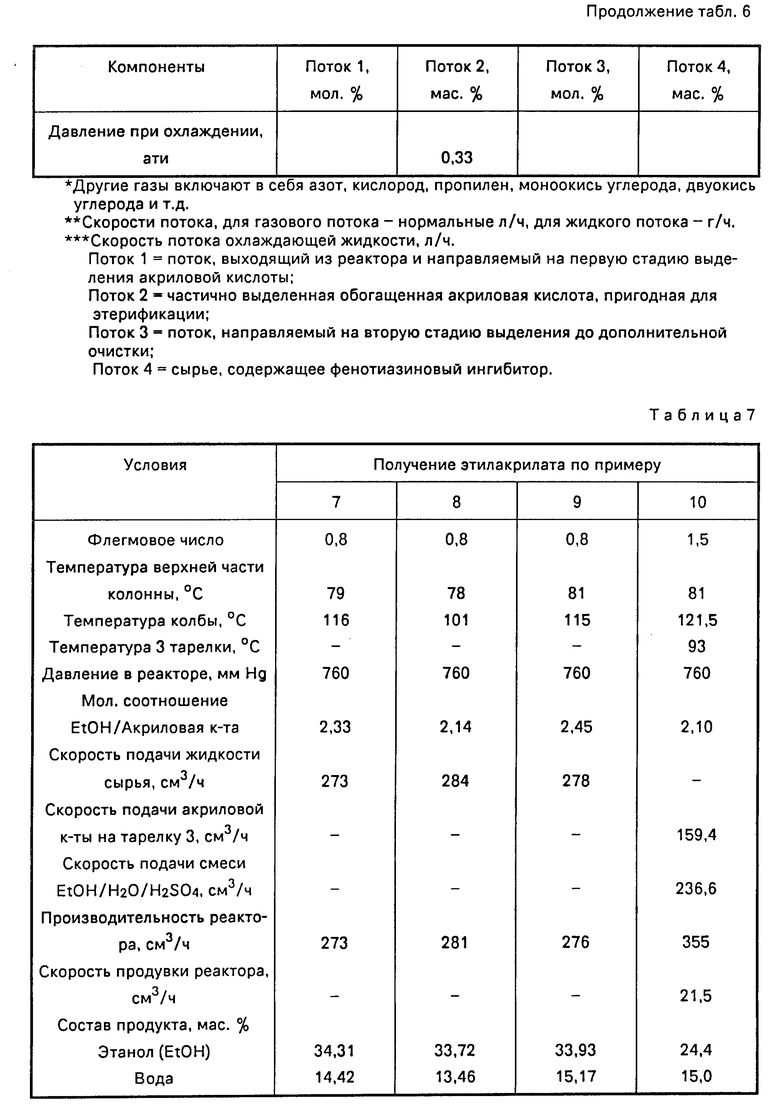
В обычном лабораторном эксперименте 250 см3 смеси, содержащей фенотиазин (ингибитор, для предотвращения димеризации), 1-10% серной кислоты (лучше 3-5%) и несколько процентов воды, акриловой кислоты, этилакрилата и этанола, а также более тяжелых веществ, загружали в колбу. В реактор непрерывно подавали со скоростью 200-500 см3/ч жидкое сырье, содержащее акриловую кислоту, этанол и воду (молярное соотношение этанол : акриловая кислота было в пределах 1:1-4:1). Температура колбы была 100-150оС, а реакцию проводили при давлении от 200 мм Hg до 0,73 ати. Контролируя подводимое тепло и температуру реакции, продукт реакции выделяли через верхнюю часть колонны реактора, продукт реакции выделяли через верхнюю часть колонны реактора со скоростью, аналогичной скорости подачи жидкого сырья. Колонна реактора работала при флегмовом числе 0,5-2,0, а результирующая температура верхней части реактора была 78-85оС. С другой стороны для уменьшения образования побочных продуктов реакции обогащенную акриловую кислоту можно прямо направить в колонну, выделяющую продукт (например, на третью тарелку реакторной колонны), чтобы из нее удалить летучие альдегиды (акролеин, формальдегид, ацетальдегид) и воду прежде, чем она будет реагировать в колбе с этанолом. Тарелки ниже точки кипения служат в качестве секции для удаления летучих примесей. В примерах 7-10 и табл.7 приведены результаты по этерификации.
Примеры 7-10 (табл.7) показывают, как примесь, формальдегид, находящаяся в обогащенной акриловой кислоте, непосредственно направляемой в реактор, влияет на состав неочищенного этилакрилатного продукта. Чем более концентрированная обогащенная акриловая кислота или чем ниже процент выделенной акриловой кислоты в охлажденных остатках (т.е., чем ниже содержание формальдегида в обогащенной акриловой кислоте), тем меньше в отогнанном неочищенном этилакрилатном продукте диэтоксиметана - побочного продукта реакции. В примере 7 приведены данные по реакции этанола с обычным способом очищенной (эфирный спирт) акриловой кислотой и они являются контрольными или основой для сравнения. Примеры 8 и 9 являются реакциями этанола с обогащенной акриловой кислотой, полученной парофазным окислением пропилена/акролеина в присутствии разбавителя - инертного газа и отличающейся разной степенью выделения. Пример 10 описывает предпочтительный способ получения этилакрилата, заключающийся в том, что неочищенная обогащенная акриловая кислота направляется непосредственно на третью тарелку колонны реактора для того, чтобы удалить из нее добавочные формальдегид и воду, прежде чем эта кислота будет реагировать в колбе с этанолом. В реактор отдельно подают этанол(воду), серную кислоту.
П р и м е р 1. Газовый поток, выходящий из реактора (3,046 л/ч), полученный парофазным окислением пропилена в присутствии азота (разбавитель) и содержащий 6,02 об.% акриловой кислоты, 8,23 об.% воды, 0,18 об.% формальдегида, 0,17 об. % акролеина, 0,17 об.% уксусной кислоты, а остальное - азот, кислород, окислы углерода и пропилен, прежде чем подать в систему скруббер/охладитель, охлаждали до 94оС. Этот поступающий газ резко охлаждали жидким продуктом, скорость подачи которого и температура составляли 1,5 л/ч (при 40оС) и 0,75 л/ч (при 30оС). После охлаждения конденсированную жидкость отделяли от паров и отводили через основание колонны.
Конденсированный жидкий продукт, полученный охлаждением окисленного потока (т.е. "охлажденные остатки"), содержал приблизительно 84,84 мас.% акриловой кислоты, 13,53 мас.% воды, 1,53 мас.% уксусной кислоты, 0,23 мас.% акролеина и 0,52 мас.% формальдегида. Часть потока охлажденного остатка жидкого продукта пропускали через два раздельных теплообменника и повторно использовали в качестве охлаждающей жидкости. Оставшийся охлажденный остаток обогащенной акриловой кислоты (642,7 г) непосредственно использовали в качестве сырья для получения этилакрилата (т.е. без объепинения с жидкостью, сконденсированной на второй стадии), как изложено в примерах 7-10. Было вычислено, что количество акриловой кислоты в этом обогащенном охлажденном остатке, выделенном из потока, выходящего из реактора, составляет 92.5%.
Несконденсированные пары, содержащие 0,50 об.% акриловой кислоты, 5,28 об. % воды, 0,12 об. % акролеина, 0,05 об.% формальдегида, а остальное - азот, кислород, окислы углерода и пропилен, направляли из охладительной секции при 45оС со скоростью 2,766 л/ч на вторую стадию выделения акриловой кислоты. Жидкость, образующуюся при конденсации этих паров на второй стадии выделения акриловой кислоты, не смешивали с охлажденным остатком раствора обогащенной акриловой кислоты.
Результаты приведены в табл.1.
П р и м е р 2. Пример 1 был повторен при условии, что сырье, подаваемое для охлаждения смешением с холодным продуктом, предварительно было охлаждено до 188оС. Кроме того, скорость потока охлаждающей жидкости и ее температура в охлаждающей секции составляли 0,75 л/ч и 30оС соответственно. В охлажденных остатках было получено 486,9 г обогащенной акриловой кислоты, содержащей 91,63 мас.% акриловой кислоты, 6,37 мас.% воды, 1,71 мас.% уксусной кислоты, 0,06 мас.% акролеина и 0,03 мас.% формальдегида. Несконденсированные пары, содержащие 1,56 об.% акриловой кислоты, 7,32 об.% воды, 0,04 об.% уксусной кислоты, 0,08 об.% акролеина, 0,08 об.% формальдегида, а остальное составляли азот, кислород, окислы углерода и пропилен, направляли при 45оС со скоростью 2,861 л/ч на вторую стадию выделения акриловой кислоты. Было вычислено, что количество кислоты в выделенном обогащенном охлажденном остатке составляет 75,7%. Результаты приведены в табл.2.
П р и м е р 3. Все то же самое, что и в примере 1, за исключением того, что сырье, подаваемое для охлаждения смешением с холодным продуктом, было охлаждено предварительно до 189оС и его подавали со скоростью 4,005 л/ч. Подаваемые пары содержали 5,49 об.% акриловой кислоты, 6,74 об.% воды, 0,21 об. % уксусной кислоты, 0,04 об.% акролеина, 0,13 об.% формальдегида, а остальное составляли азот, кислород, пропилен и окислы углерода. Кроме того, скорости потока охлаждающей жидкости и ее температура составляли 1,0 л/ч (63оС) и 1,0 л/ч (50оС). В охлажденных остатках было получено 427,2 г обогащенного продукта, содержащего 89,82 мас.% акриловой кислоты, 8,22 мас.% воды, 1,72 мас.% уксусной кислоты, 0,14 мас.% формальдегида.
Несконденсированные пары, содержащие 2,55 об.% акриловой кислоты, 0,12 об.% акролеина, 5,87 об.% воды, 0,15 об.% уксусной кислоты и 0,12 об.% формальдегида направляли при температуре 65оС со скоростью 3,748 л/ч на вторую стадию выделения акриловой кислоты. Было вычислено, что содержание акриловой кислоты в выделенном обогащенном охлажденном остатке составляет 55,5%. Результаты приведены в табл.3.
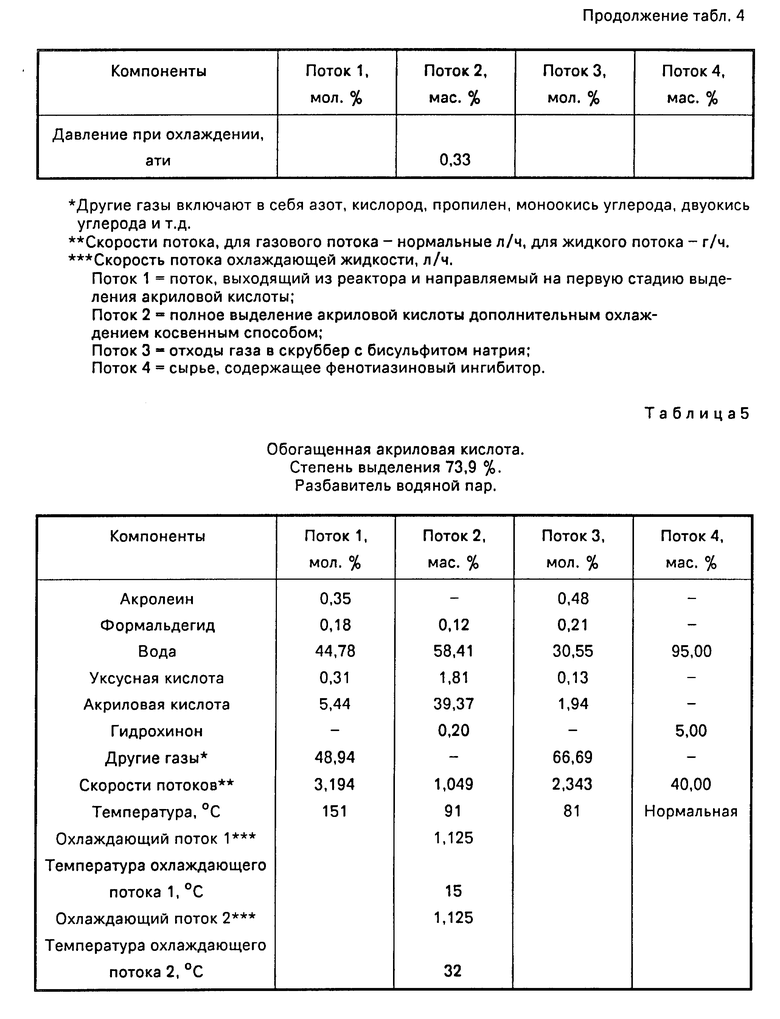
П р и м е р ы 4-6. При парофазном окислении пропилена/акролеина в качестве разбавителя использовали водяной пар, а не инертный газ. Методы выделения применяли те же самые, что и описанные в примерах 1-3. В примере 4 после удаления первого жидкого потока остатков обогащенной акриловой кислоты несконденсированные пары после первой стадии выделения направляли на вторую стадию выделения - в теплообменник, чтобы выделить всю акриловую кислоту и полученный жидкий поток соединить с первым жидким потоком. В примерах 5 и 6 применяли те же самые приемы частичного выделения, что и в примерах 2 и 3. В примерах 4-6 количество акриловой кислоты, выделенной в обогащенных охлаждающих остатках, составляло 100, 73,9 и 66,1% соответственнно. Используемые режимы и результаты приведены в табл.4-6.
П р и м е р 7. Этилакрилат получали в лабораторных условиях, используя аппаратуру, описанную в части, излагающей методику получения акрилового эфира. До подачи в реактор, содержащий 250 см3 основного этилакрилатного раствора, питающий раствор предварительно смешивали с 916 г безводного этанола, 622,5 г акриловой кислоты (общепринято экстенсивно очищенной, чистота более 99,5%) и 69,6 г дистиллированной воды. Контролируя количество подводимого тепла, сырой продукт удаляли через верх колонны реактора со скоростью, аналогичной скорости подачи жидкого сырья. В колонне реактора поддерживали флегмовое число 0,8. Реакцию продолжали в течение 6 ч, периодически отбирая для анализа сырой продукт, выходящий из верхней части реактора. Результаты и условия реакции приведены в табл.7. Это представляет собой контрольный опыт, используемый для сравнения с опытами, в которых в качестве этилакрилатного сырья применяют обогащенную акриловую кислоту.
П р и м е р 8. Пример 7 был повторен при условии, что этилакрилатный питающий раствор был получен предварительным смешением 1175 г безводного этанола, 1000 г неочищенной обогащенной акриловой кислоты, полученной в примере 1, и 88 г дистиллированной воды. В конце опыта наблюдали незначительное отложение в объеме реактора. Результаты приведеы в табл.7.
П р и м е р 9. Пример 7 был повторен при условии, что этилакрилатный питающий раствор получали предварительным смешением 848 г безводного этанола, 620 г неочищенной обогащенной акриловой кислоты, полученной в примере 3, и 64 г дистиллированной воды. Под конец опыта наблюдали незначительное отложение в объеме реактора. Результаты приведены в табл.7.
П р и м е р 10. Пример 7 был повторен при условии, что частично конденсированная неочищенная обогащенная акриловая кислота, полученная, как в примерах 1-3 и содержащая 89,7 мас.% акриловой кислоты, 1,1 мас.% уксусной кислоты, 5,4% мас. % воды, 0,12 мас.% формальдегида и 3,68 мас.% тяжелых соединений (т.е. другие соединения, тяжелее, чем акриловая кислота) непосредственно направлялась на 3 тарелку 13-тарелочной колонны oldershaw (3- и 10-тарелочные колонны описаны выше) для того, чтобы удалить некоторое количество легких компонентов (например, формальдегид) и воды посредством дистилляции до того, как кислота будет реагировать со спиртом в реакционной колбе. В реакционную колбу отдельно подавали смесь, содержащую этанол (97,3 мас. %), воду (2,5 мас.%) и серную кислоту (0,2 мас.%). В ходе опыта поддерживали реакционный объем в 330 см3 и флегмовое число 1,5. Продукт реакции удаляли через верх реактора, кроме того, использовали непрерывную продувку реактора, чтобы удалить из него тяжелые компоненты. Общая продолжительность реакции 95 ч. Результаты и условия реакции приведены в табл.7.
Следовательно, изобретение направлено непосредственно на выделение неочищенного жидкого потока обогащенной акриловой кислоты и на его использование в реакции каталитической этерификации, не подвергая этот поток традиционным экстенсивным способам очистки. Однако, если желательно, можно провести незначительную очистку жидкого потока обогащенной акриловой кислоты для удаления из него альдегидов или воды. Сведение к минимуму содержания воды в неочищенном жидком потоке обогащенной акриловой кислоты способствует завершению реакции этерификации, а сведение к минимуму содержания альдегидов в неочищенном жидком потоке обогащенной акриловой кислоты предотвращает образование в реакторе этерификации нежелательных отложений. Перед тем, как использовать неочищенный жидкий поток обогащенной акриловой кислоты в реакции этерификации, из него можно совсем просто удалить легкие альдегиды, особенно формальдегид, подавая этот поток в дистилляционную колонну реактора этерификации. Таким образом, теплоту газового потока, выходящего из этерификационного реактора, применяют для отгона значительной части легких альдегидов прежде, чем неочищенный жидкий поток обогащенной акриловой кислоты попадает в реактор. Аналогично, тем же способом можно удалить воду. С другой стороны альдегиды (включая тяжелые альдегиды) и воду можно удалить обычной дистилляцией, которую проводят до непосредственной подачи жидкого потока обогащенной акриловой кислоты в реактор этерификации.
Таким образом, предложенный способ позволяет упростить процесс за счет исключения стадии очистки и рафинирования акриловой кислоты.



Использование: в органическом синтезе. Сущность изобретения: продукт - этилакрилат. Реагент 1: акриловая кислота. Реагент 2: этанол. Условия реакции: поток реакционных газов, полученный при окислении акролеина в присутствии катализатора и содержащий акриловую кислоту, предварительно подвергают частичной конденсации так, чтобы содержание акриловой кислоты в конденсированном продукте могло составлять 34,62 - 91,63 мол.%, а в неконденсированной смеси - 0 - 2,55 мол.%, причем конденсированный продукт без очистки или рафинирования направляют на стадию этерификации. 7 табл.
СПОСОБ ПОЛУЧЕНИЯ ЭТИЛАКРИЛАТА путем этерификации акриловой кислоты с этанолом в присутствии кислотного катализатора при повышенной температуре с получением этилакрилата и воды, отличающийся тем, что, с целью упрощения процесса, поток реакционных газов, полученный при окислении акролеина в присутствии катализатора и содержащий акриловую кислоту, предварительно подвергают частичной конденсации так, чтобы содержание акриловой кислоты в конденсированном продукте могло составлять 34,62 - 91,63 мол.%, а в несконденсированной смеси - 0 - 2,55 мол.%, причем конденсированный продукт без очистки или рафинирования направляют на стадию этерификации.
| Патент США N 4474981, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
