Изобретение относится к электронному машиностроению и может использоваться при изготовлении оксидно-электролитических однонаправленных алюминиевых конденсаторов.
Известна установка для вакуумной пропитки конденсаторов диаметром 28-40 мм УММ 3.256.014, разработанная Воронежским специальным конструкторским бюро "Рикон" и используемая на Воронежском заводе радиодеталей роторного типа, содержащая ротор пропитки, установленный на станине и приводимый в движение от привода. Ротор имеет 24 позиции, на каждую из которых вручную загружаются подлежащие пропитке конденсаторы (корпуса в сборе с секциями). К каждой позиции через плоский распределитель подведен под давлением электролит от гидронасоса и вакуум. Последовательно проходя все позиции, каждый конденсатор вакуумируется, пропитывается под давлением горячим электролитом. После пропитки отсасывают остатки электролита и конденсатор вручную извлекают из своей позиции и укладывают на выносной транспортер.
Приведенное устройство имеет следующие недостатки: низкая надежность, так как необходимо для каждого конденсатора отдельно создавать герметизацию на позиции пропитки, и низкая производительность, а именно 360 шт/ч, так как операции загрузки и выгрузки конденсаторов осуществляются вручную, а также невозможность пропитки конденсаторов разных габаритов.
Наиболее близким к предлагаемому техническому решению является автомат вакуумной пропитки [1] с устройством вакуумной пропитки, содержащим смонтированные на станине устройства подачи, загрузки, выгрузки, транспортирования секций (прерывистого действия), перемещения кассет, сушки абсорбционного типа, снабженное кареткой, установленной с возможностью возвратно-поступательного движения, резервуар для вакуумной пропитки кассет с губками для удержания группы элементов, то есть секций электролитических конденсаторов.
Основными недостатками приведенного автомата вакуумной пропитки является невысокая надежность и производительность из-за сложной связи кассеты с устройствами ее транспортирования. При этом теряется много времени на выполнение дополнительных операций в цикле. Надежность и производительность устройства резко снижаются из-за нежесткой фиксации кассеты на своей позиции, необходимости фиксации и расфиксации кассеты на каждой позиции (их всего в автомате 14) при ее перемещении по позициям, неудовлетворительного качества пропитки из-за сушки лишь нижнего торца элемента, когда остальная его поверхность не сушится. Кроме того, еще одним недостатком приведенного в качестве прототипа устройства является то, что оно предназначено только для одного размера конденсаторов, что ограничивает технологические возможности.
Предлагаемое техническое решение позволяет устранить вышеуказанные недостатки.
Цель изобретения - повышение надежности и производительности работы, а также расширение технологических возможностей автомата вакуумной пропитки.
Цель достигается тем, что в предлагаемом автомате вакуумной пропитки, содержащем смонтированные на станине устройства подачи, загрузки, выгрузки, заполнения кассеты секциями конденсаторов, перемещения кассеты, транспортер прерывистого действия, камеру вакуумной пропитки, сушильное устройство с абсорбционным насосом и кареткой, имеющей возможность возвратно-поступательного перемещения, кассету с устройством для зажима секций конденсаторов за проволочные выводы, устройство перемещения кассет выполнено в виде четырехгранного поворотного барабана, на каждой грани которого жестко закреплена кассета, транспортер выполнен в виде замкнутого цепного контура, камера дополнительно снабжена насадкой с ячейками, размещенной на дне камеры, а дно ячейки выполнено в виде капиллярной сетки, причем камера установлена с возможностью возвратно-поступательного перемещения и взаимодействия с гранью барабана, охвата кассеты, сушильное устройство снабжено системой подачи сжатого воздуха и выполнено в виде двух, верхней и нижней, створок, поворотно смонтированных на каретке, на внутренней стороне каждой из створок установлена пористая упруго-эластичная обкладка с ячейками, снабженными каналами, ячейки верхней обкладки расположены соосно ячейкам нижней и соединены каналами с системой подачи сжатого воздуха, а ячейки нижней обкладки соединены каналами с абсорбционным насосом, причем устройство перемещения кассет установлено ниже уровня цепи транспортера с возможностью взаимодействия с транспортером, вакуумной камерой и устройством сушки, в отличие от прототипа, упрощены связи кассеты с устройствами ее транспортирования, в частности уменьшено количество позиций, занимаемых в течение всего технологического цикла каждой кассетой (с 14 в прототипе до четырех в предлагаемом устройстве за счет жесткой фиксации кассеты на каждой позиции при перемещении барабана, за счет подвижной вакуумной камеры, сокращен цикл, связанный с ликвидацией вспомогательных операций при закрытии камеры и при этом совмещены позиции по времени, процесс сушки состоит из двух стадий, причем первая стадия осуществляется уже на позиции пропитки, где излишки электролита снимаются с нижнего торца секции капиллярами дна ячеек насадки, расположенной на дне камеры, а вторая стадия осуществляется на позиции сушки путем сдувания излишков электролита с цилиндрической части секции сжатым воздухом, пропускаемым через верхнюю обкладку и путем удаления излишков электролита с нижней части и нижнего торца при помощи абсорбционного насоса через нижнюю обкладку.
Дополнительный технический результат, заключающийся в расширении технологических возможностей, обеспечивается за счет появляющейся возможности захватывать, удерживать и устанавливать в кассете и извлекать из нее секции конденсаторов разных диаметров, что, в свою очередь, обеспечивается тем, что транспортер дополнительно снабжен подпружиненными зажимами, каждый из которых имеет пару удлиненных захватов, расположенных ниже цепи транспортера. Например, одними и теми же захватами можно надежно зажимать секции диаметром 8,8 - 14,5 мм.
Таким образом, достигаемый технический результат, обеспечиваемый приведенной совокупностью признаков, указанных в отличительной части формулы изобретения, не является явным из достигнутого технического уровня, а отсюда можно сделать вывод, что предложенное техническое решение соответствует критерию "изобретательский уровень".
При проведении поиска на новизну заявляемого объекта автоматы вакуумной пропитки по заявленной формуле не обнаружены, из чего можно сделать вывод, что предложенное техническое решение является новым.
Предлагаемое техническое решение соответствует критерию "промышленное применение", что подтверждается тем, что производительность предлагаемого автомата вакуумной пропитки составляет 5000 шт/ч, производительность прототипа - 3600 шт/ч, а аналога - 360 шт/ч.
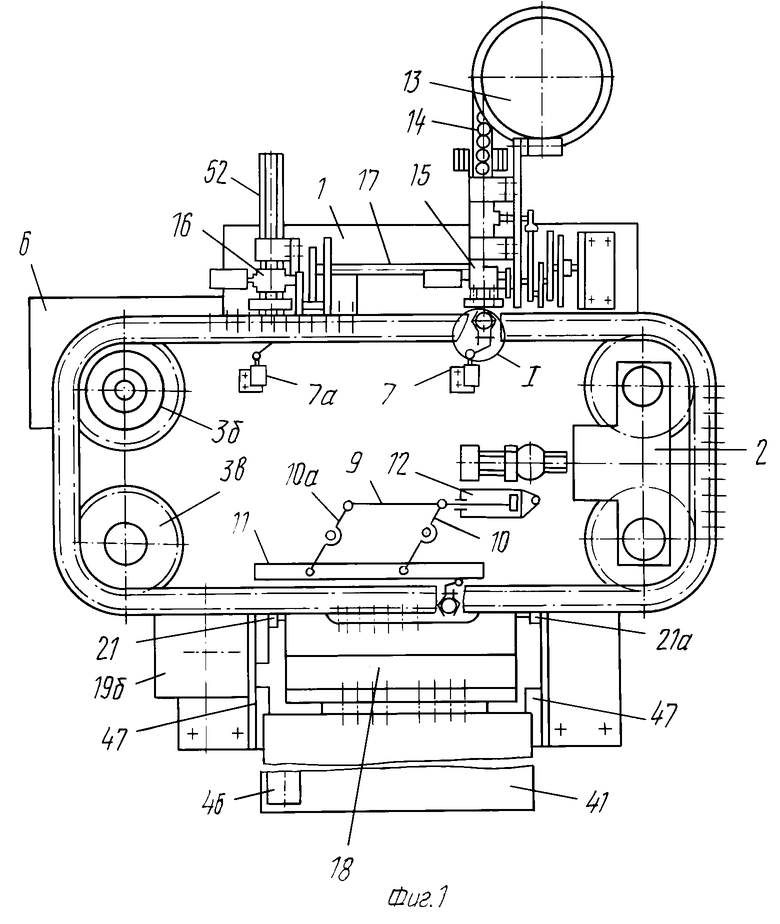
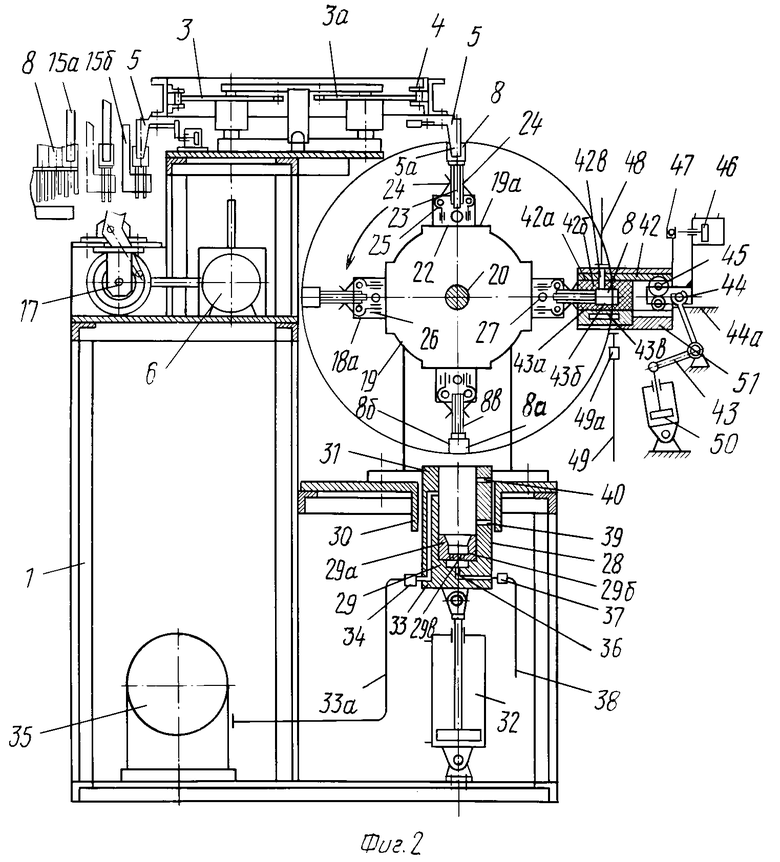
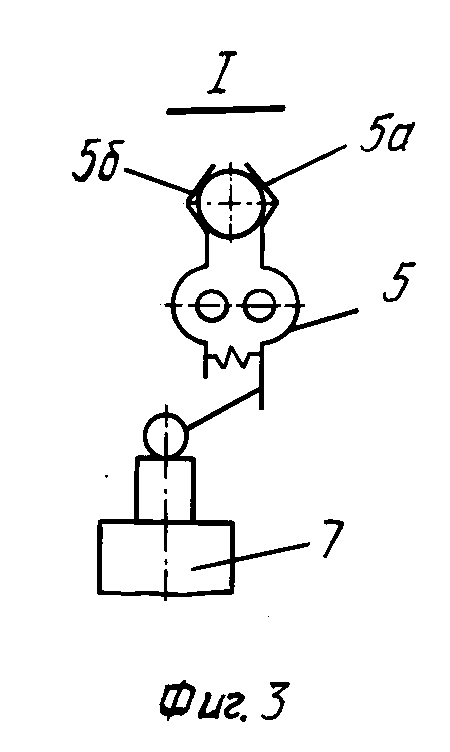
На фиг. 1 приведен автомат вакуумной пропитки, вид сверху; на фиг. 2 - то же, поперечное сечение; на фиг. 3 - место I на фиг. 1.
Автомат вакуумной пропитки состоит из станины 1, на которой установлен цепной транспортер 2, состоящий из звездочек 3, 3а, 3б и 3в, несущих цепь 4 с равнорасположенными на ней подпружиненными и подвижными зажимами 5, снабженными удлиненными захватами 5а, 5б, движущийся от привода 6 прерывистого движения. Транспортер 2 имеет толкатели 7 и 7а в виде силовых цилиндров для раскрытия зажимов 5 соответственно при поштучной загрузке и выгрузке конденсаторных секций 8. Секция 8 имеет нижний 8а и верхний 8б торцы и проволочные выводы 8в, выходящие со стороны верхнего торца.
Транспортер 2 снабжен упором 9 с рычагами 10 и 10а и нажимной планкой 11, шарнирно связанной с рычагами 10 и 10а. Упор 9 приводится в действие, например, от силового цилиндра 12 и предназначен для раскрытия группы зажимов 5 цепи 4 (при перегрузке секций 8 в кассету).
Устройство подачи состоит из чашеобразного бункера 13 и прямого (приемно-подающего линейного) устройства 14.
Устройство 15 загрузки с захватными органами 15а и 15б и устройство 16 выгрузки с захватным органом (на чертеже условно не показано) приводится от одного вала 17, кинематически связанного с приводом 6.
На станине 1 смонтировано устройство 18 перемещения кассет 18а, выполненное в виде четырехгранного барабана 19 с гранями 19а, который приводится от привода 19б, размещенного на станине 1. Барабан 19 жестко установлен на валу 20, в шарнирных опорах 21, 21а, и снабжен фиксатором относительно одной из опор (фиксатор на чертеже условно не показан).
На каждой из граней 19а барабана 19 жестко установлена кассета 18а.
Кассета 18а состоит из основания 22, на котором жестко закреплена разделительная пластина 23, упругих зажимов 24, каждый из которых установлен на одном плече двуплечих рычагов 25, шарнирно размещены ролики 26. Рычаги 25 подпружинены пружиной (на чертеже условно не показано). Толкатели 27 подвижно установлены на основании 22 с возможностью воздействия на рычаги 25 через ролики 26 при закрывании кассеты 18а, то есть смыкании ее зажимов 24, и зажиме секций 8 за выводы 8в на разделительной пластине 23.
Толкатели 27 имеют возможность возвратно-поступательного перемещения, например, от силовых цилиндров (на чертеже условно не показано).
Вакуумная камера 28 пропитки установлена на станине 1 с возможностью возвратно-поступательного перемещения.
Камера 28 имеет закрепленную на ее дне 29 насадку 29а с ячейками 29б кубкообразной формы по числу секций в кассете 18а. Насадка 29 выполнена в виде капиллярной сетки 29в и имеет капиллярный торец. Камера 28 установлена на станине в направляющих 30 и по плоскости смыкания снабжена уплотнительным О-образным кольцом 31. Камера 28 приводится в движение, например, от силового цилиндра 32 и снабжена каналом 33 для связи с вакуумной магистралью 33а, например через клапан 34 от вакуумного насоса 35, и каналом 36, связанным через клапан 37 с магистралью 38 подачи электролита, снабжена устройством 39 контроля уровня подачи электролита, вакуумметром 40, системой выравнивания давления в вакуумной камере 28 с атмосферным (на чертеже условно не показано).
Устройство 41 сушки состоит из двух створок, верхней 42 и нижней 43, на внутренней стороне каждой из которых установлена пористая упруго-эластичная обкладка 42а и 43а с ячейками 42б и 43б, снабженными каналами 42в и 43в соответственно, причем ячейки 42б верхней обкладки 42а расположены соосно ячейкам 43б нижней обкладки 43а. Створки 42 и 43 поворотно смонтированы на каретке 44, которая подвижно установлена на станине 1 в направляющих 44а. Створки имеют возможность синхронно смыкаться на шарнирах 45, например, от силового цилиндра 46 через рычаг 47. Верхняя обкладка 42а соединена с системой 48 сжатого воздуха через канал 42в, нижняя 43а через канал 43в соединена с абсорбционным насосом 49 через клапан 49а. Цилиндр 46 смонтирован на каретке 44 и вместе с ней имеет возможность возвратно-поступательного перемещения, например, от силового цилиндра 50 через рычаг 51.
Устройство 16 выгрузки смонтировано на станине 1 с возможностью поштучной выдачи пропитанных и просушенных секций 8 на линейное приемно-подающее устройство 52 (например, вибролоток).
Автомат работает следующим образом.
Из бункера 13 секции 8 попадают на линейное приемно-подающее устройство 14. От привода 6 транспортер 2 совершает прерывистое движение (движение-останов). Во время останова захватные органы 15 и 15а устройства 15 загрузки, кинематически связанные с приводом 6, производят поштучную загрузку секций 8 выводами вниз из устройства 14 в открытые толкателем подпружиненные и подвижные зажимы 5 цепи 4, которые закрываются тем же толкателем 7. После заполнения партии секций 8, например 27 шт, отстоящих друг от друга на величину, кратную шагу цепи 4, и доставки их транспортером 2 на позицию перегрузки в кассету 18а, секции 8, движущиеся выводами 8в вниз, входят в зону раскрытой кассеты 18а так, что выводы 8в оказываются разделенными пластиной 23 кассеты 18а. Кассета 18а имеет вместимость, рассчитанную по производительности, например 27 шт, после чего привод 6 останавливается, кассета 18а закрывается, то есть толкатель 27, воздействуя на ролики 26 рычагов 25, смыкает их, и упругие элементы 24 прижимают выводы 8в к разделительной пластине 23. Захват произведен. По соответствующей команде следует расфиксация поворотного барабана 19 и от привода 19б он поворачивается на 90о. Кассета 18а оказывается на промежуточной позиции, после чего следует фиксация барабана 19 и заполнение второй кассеты. Поворот производят против часовой стрелки (как показано стрелкой на фиг. 1). При следующем повороте поворотного барабана 19 первая кассета занимает нижнее положение, то есть позицию пропитки. После фиксации барабана 19 вакуумная камера 28 под воздействием силового цилиндра 32 делает ход вверх на смыкание с гранью 19а барабана 19. Кассета 18а при этом оказывается внутри замкнутого пространства. При помощи кольца 31 через канал 33 клапан 34 в камере 28 создает вакуум, который контролируют вакуумметром 40, после чего по каналу 36 через клапан 37 в вакуумную камеру 28 подают электролит до определенного уровня, который контролируется устройством 39 контроля уровня. Этот уровень должен обеспечивать несмачиваемость выводов 8в секций 8 и быть достаточным для полного погружения секций 8. После окончания пропитки производят выравнивание давления внутри камеры 28 и снаружи (напуск воздуха в камеру). Одновременно начинают откачивание (удаление) электролита из камеры 28 насосом. Откачивание производят через капилляры 29 в насадки 29а, контактирующие с нижними торцами 8а секций 8. Создается направление движения электролита и воздуха. В зоне капилляров насадки и нижних торцов секций создается разрежение. В результате капли электролита с торца 8а секций 8 переходят на насадки 29а. Время пропитки для каждого габарита может быть различным. После удаления электролита из камеры 28, что контролируется, например, по программе, происходит раскрытие камеры 28, то есть ее опускание вниз в исходное положение тем же силовым цилиндром 32. Во время пропитки транспортер 2 заполняет очередную кассету, таким образом совмещаются операции пропитки с загрузкой. Возврат камеры 28 в нижнее положение означает окончание пропитки в камере 28. Однако секции 8 впитали в себя количество электролита ≈ 18-23% от своего веса и процесс для улучшения качества пропитывания, а именно более равномерного распределения электролита внутри секции, продолжается все время, пока секция находится на автомате.
После опускания камеры 28 в нижнее положение следует расфиксация барабана 19, очередной поворот на 90о и кассета 18а с пропитываемыми секциями 8 занимает позицию сушки. Происходит фиксация барабана 19 в новом положении, после чего каретка 44 цилиндром 50 посредством рычага 51 подводится к кассете 18а с секциями 8, следует смыкание створок 42 и 43. Производится сушка путем подачи сжатого воздуха от системы сжатого воздуха 48 в ячейки 42б через канал 42в. При этом струя сжатого воздуха удаляет с боковой поверхности секции излишки электролита, которые попадают в ячейки 43б, откуда через каналы 43в абсорбируются через клапан 49а абсорбционным насосом 49. Сушка выполняется одновременно с загрузкой и пропиткой. Окончание сушки происходит с окончанием пропитки. С раскрытием обкладок 42 и 43 производят отвод каретки 44 в исходное положение. После этого следует расфиксация и поворот барабана 19. Кассета 18а оказывается в верхнем (исходном) положении на позиции перегрузки секций в цепь 4. Зажимы 5 (27 шт) цепного транспортера 2 под влиянием упора 9 одновременно раскрыты. В раскрытые зажимы 5 возвращаются пропитанные и просушенные секции 8. С последующим движением транспортера 2 просушенные секции 8 выводятся из зоны кассеты 18а и следуют далее на позицию поштучной выдачи их, например, для последующего использования на сборке. Поштучная выдача производится при остановках транспортера 2 одновременно с операцией поштучной загрузки. Захватные органы устройства выгрузки 16 (условно не показаны) захватывают пропитанную секцию за выводы, после чего толкатель 7а раскрывает зажим 5 и следует удаление пропитанной секции 8 упомянутыми захватными органами на линейное приемно-подающее устройство 52 (например, вибролоток, подающий секцию, на сборочную машину). При этом захваты устройства 16 выгрузки раскрываются и отпускают пропитанную секцию 8. Далее освободившийся зажим 5 подходит на позицию загрузки и процесс повторяется. За один оборот (поворот на 360о) поворотного барабана 19 происходит четыре цикла пропитки и сушки, а также загрузки и выгрузки кассет 18а. Процесс происходит автоматически. Вместимость кассеты можно рассчитать по соотношению:
n =  , , где Tn - время пропитки заданного габарита секции конденсатора;
, , где Tn - время пропитки заданного габарита секции конденсатора;
To = const - алгебраическая сумма сопутствующих пропитке затрат времени на движение вспомогательных механизмов и устройств;
t - время, необходимое для загрузки одного изделия в зажим транспортера.
Использование: изобретение относится к электронному машиностроению и может использоваться при изготовлении оксидно-электролитических однонаправленных алюминиевых конденсаторов. Цель: повышение надежности и производительности, а также расширение технологических возможностей. Сущность изобретения: автомат вакуумной пропитки содержит смонтированные на станине устройства (У) подачи, загрузки и выгрузки, заполнения кассеты (К) секциями конденсаторов, У перемещения К, выполненное в виде четырехгранного поворотного барабана, на каждой грани которого жестко закреплена К, камеру вакуумной (В) пропитки (П), которая дополнительно снабжена насадкой (Н) с ячейками (Я), размещенной на дне камеры дно Я выполнено в виде капиллярной сетки, сушильное (С) У с абсорбционным насосом и кареткой, имеющей возможность возвратно-поступательного перемещения, причем С У снабжено системой подачи сжатого воздуха и выполнено в виде двух, верхней и нижней, створок, поворотно смонтированных на каретке. На внутренней стороне каждой из створок установлены пористые упруго-эластичные обкладки с Я, снабженными каналами. Я верхней обкладки расположены соосно Я нижней обкладки и соединены каналами с системой подачи сжатого воздуха, нижней обкладки соединены каналами с абсорбционным насосом, транспортер (Т) прерывистого действия выполнен в виде замкнутого цепного контура, который дополнительно снабжен подпружиненными зажимами, каждый из которых имеет пару удлиненных захватов, расположенных ниже уровня цепи У перемещения К установлено ниже уровня цепи с возможностью взаимодействия с Т, В камерой П и У С. 1 з.п. ф-лы, 3 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат вакуумной пропитки фирмы JCCE, Япония, модель ТО-2200А, 1985. | |||
