Изобретение относится к технологическому оборудованию, производящему очехление изделий термоусаживаемой трубкой, и может найти применение для очехления конденсаторов, химических источников тока и других изделий цилиндрической формы.
Известна роторно-конвейерная линия для очехления конденсаторов, содержащая станину, ротор и механизм транспортирования изделий (каталог Роторные и роторно-конвейерные машины. Автоматические роторные и роторно-конвейерные линии. М. 1990 г, ВНИИТЭМР, с.138).
В этих линиях транспортированные изделия по технологической цепочке производится в вертикальном положении с удержанием за проволочные выводы, расположенные на торце изделия. Такие линии не пригодны для очехления изделий больших габаритов и изделий с одним коротким выводом ввиду невозможности их удержания за выводы при транспортировке и надевании чехла из-за повышенной массы изделий.
Наиболее близким по технической сущности к изобретению является роторно-конвейерная линия очехления изделий термоусаживаемой трубкой, содержащая станину, на которой смонтированы ротор подачи и отрезки трубки, ротор очехления, узел загрузки и конвейер выгрузки готовых изделий (заявка Великобритании N 2033294, кл. В 29 С 27/20, 1980).
Недостаток известной линии заключается в том, что процесс очехления в ней сложен ввиду того, что расширение трубки и удержание ее в процессе очехления производится на роторе вакуумными присосками, подведенными с противоположных сторон сложенной (плоской) трубки. Это требует использования вакуумной установки и системы подвода вакуума в ротор и к его рабочим позициям, при этом усложняется сборочное оборудование и повышается его стоимость.
Данная линия позволяет упростить процесс очехления изделий термоусаживаемой трубкой и исключить использование вакуумной установки.
Это достигается тем, что в роторно-конвейерной линии очехления изделия термоусаживаемой трубкой, содержащей станину, на которой смонтированы ротор подачи и отрезки трубки, ротор очехления, узел загрузки и конвейер выгрузки готовых изделий, согласно изобретению ротор подачи и отрезки трубки снабжен неподвижно установленными на его валу барабанов с неподвижным кулачком и приводными ползунами, блокодержателем и звездочкой, при этом ротор подачи и отрезки трубки и ротор очехления связаны друг с другом посредством транспортной цепи, а приводные ползуны снабжены механизмом захвата и установлены по окружности ротора с возможностью взаимодействия с неподвижным кулачком, причем блокодержатель снабжен направляющими втулками с размещенными в них расширителями трубки, установленными с шагом, равным шагу зубьев звездочки и транспортной цепи, снабженной инструментальными блоками с рабочей головкой и толкателем.
В описываемой линии раскрытие сложенной плоско термоусадочной трубки при помощи цилиндрического расширителя, вставленного внутрь трубки, значительно проще, чем при применении вакуумного расширения. При этом упрощается переталкивание раскрытой трубки, принимающей цилиндрическую форму, с расширителя на рабочую головку инструментального блока, а с него на изделие. Отпадает необходимость использования вакуумной установки, что снижает стоимость линии и упрощает конструкцию, ротора очехления.
Применение транспортирующей цепи, охватывающей роторы, синхронизирует их работу в процессе сборки, что упрощает работу роторно-конвейерной линии ввиду отказа от дополнительного устройства, синхронизирующего работу дискретных устройств подачи и отрезки с вращающимся ротором.
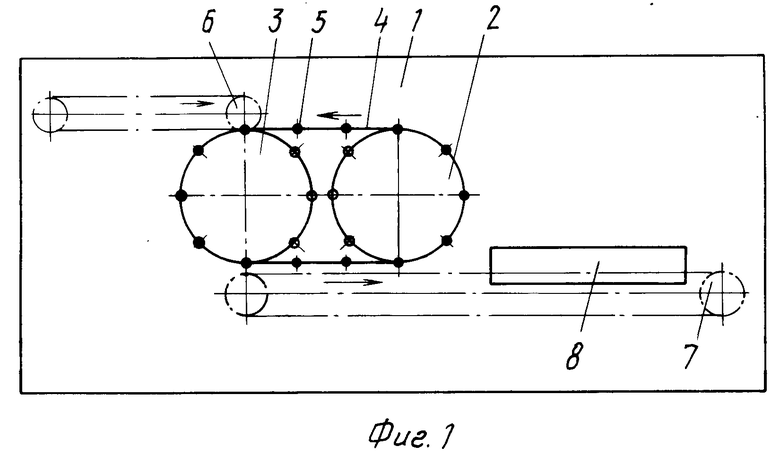
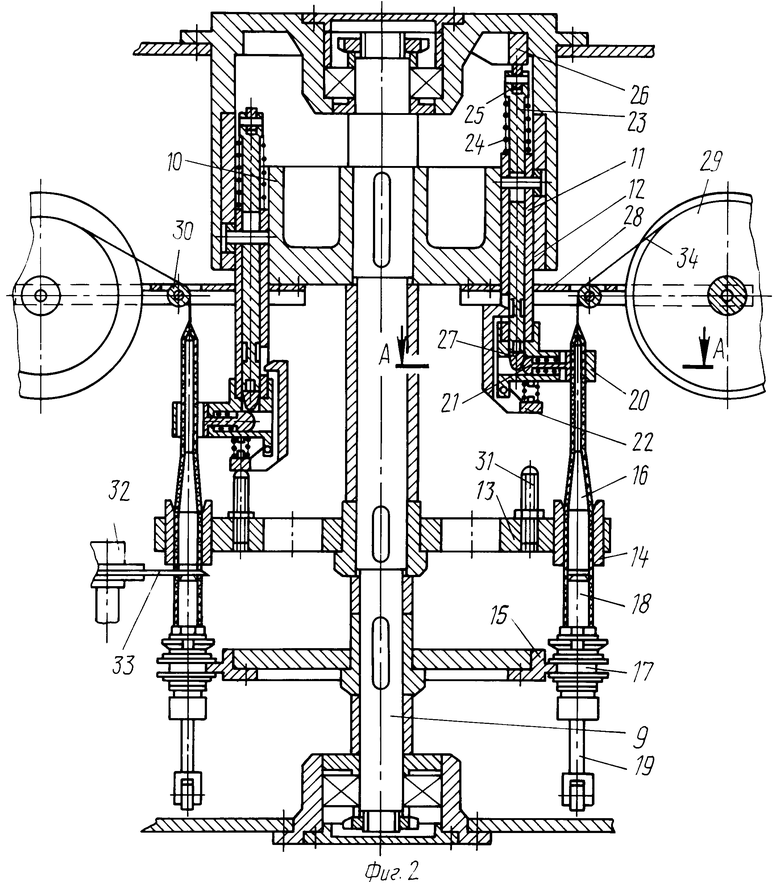
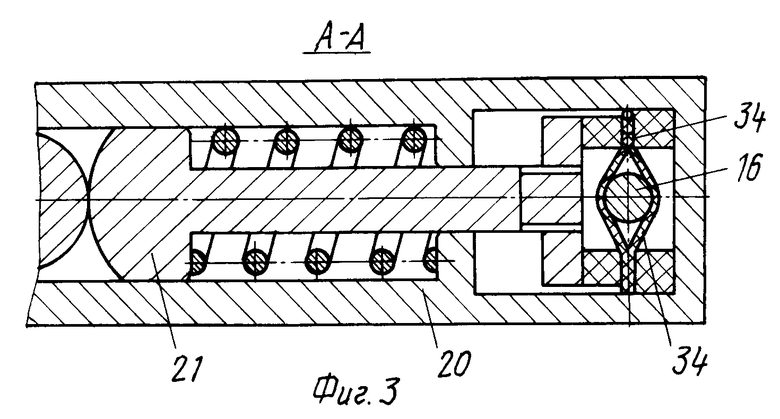
На фиг.1 изображена транспортно-технологическая схема линии; на фиг.2 - ротор подачи и отрезки трубки с транспортной цепью в разрезе; на фиг.3 - разрез А-А на фиг.2.
Роторно-конвейерная линия очехления изделий термоусаживаемой трубкой содержит станину 1, с установленными на ней роторами 2 подачи и отрезки трубки и ротором 3 очехления, охватывающую их транспортную цепь 4 с инструментальными блоками 5, конвейеры загрузки 6 и выгрузки 7 изделий и термотоннель 8.
Ротор 2 подачи и отрезки трубки содержит вал 9, установленный на нем неподвижно барабан 10 с приводными ползунами 11, взаимодействующими с неподвижным кольцевым кулачком 12, блокодержитель 13 с направляющими втулками 14, установленными с угловым шагом, равным шагу зубьев звездочки 15 и транспортной цепи 4, во втулках 14 установлены расширители 16 трубки.
Инструментальные блоки 5 установлены во втулках 17 транспортной цепи 4 и имеют рабочую головку 18 и толкатель 19.
Каждый приводной ползун 11 содержит механизм захвата, включающий корпус 20 с размещенными в нем подпружиненными прижимом 21 и фиксатором 22, установленными с возможностью вращения вокруг горизонтальной оси, и толкатель 23 с пружиной 24, расположенными соосно с ползуном 11. На верхнем конце толкателя установлен ролик 25, взаимодействующий с кулачком 26, а на нижнем конусный наконечник 27, взаимодействующий с прижимом 21.
В каждой позиции ротора 2 установлен держатель 28 и кассета 29 с термоусадочной трубкой, которая охватывает направляющий ролик 30 и расширитель 16 входит в зазоры между стенкой корпуса 20 и прижимом 21 и направляющей втулкой 14 и расширителем 16, и надежна на рабочую головку инструментального блока 5.
Для регулирования длины отрезаемого участка трубки в блокодержателе установлен регулирующий штырь 31. Толкатель 19 служит для переталкивания отрезанного участка трубки с инструментального блока на изделие. Для отрезания участка трубки служит нож 32 механизма отрезки 33.
Устройство работает следующим образом.
При вращении ротора 2 ролик 25 наезжает на кулачок 26, при этом толкатель 23 движется вдоль ползуна 11, сжимая пружину, и конусным наконечником 27 наезжает на прижим 21, который, смещаясь, фиксирует трубку 34 между его торцем и стенкой корпуса 20. При этом выступ фиксатора 22 входит в кольцевой паз толкателя 23, фиксируя его от обратного хода под действием пружины 24. Взаимодействуя с кулачком 12, ползун 11 движется в сторону блокодержателя 13 и трубка, проходя в зазор между направляющей втулкой 14 и расширителем 16, надевается на рабочую головку 18 инструментального блока 5. В конце движения ползуна 11 фиксатор 22 наезжает на регулировочный штырь 31 и поворачивается вокруг оси, выступ фиксатора выходит из кольцевого паза толкателя 23.
Под действием пружины 24 толкатель 23 отходит от прижима 21, высвобождая трубку 34. Продолжая вращение ротор 2 подходит к механизму отрезки 33, нож 32 входит между торцами расширителя 16 и головки инструментального блока 18, отрезая трубку 34, при этом расширитель 16 отодвигается от торца головки инструментального блока 18 на толщину ножа 32. После отрезки трубки ползун 11, двигаясь по кулачку 12, возвращается в исходное положение и цикл повторяется. Транспортная цепь 4 с инструментальным блоком 5 и одетыми на головки 18 отрезанными трубками движется к ротору очехления 3. Загрузочным конвейером 6 в ротор очехления загружается изделие, при этом оно поджимается к торцу головки 18 инструментального блока 5. Ролик толкателя 25 наезжает на кулачок, установленный на станине 1 и трубка с рабочей головки 18 переталкивается на изделие. С ротора 3 очехленное изделие выгружается в конвейер выгрузки 7 и транспортируется им через тоннель 8, где происходит термоусадка трубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ И СБОРКИ ИЗДЕЛИЙ | 1992 |
|
RU2091234C1 |
| Транспортный ротор роторно-конвейерной машины | 1990 |
|
SU1740278A1 |
| Рабочий ротор роторных машин | 1991 |
|
SU1827356A1 |
| Рабочий ротор роторных машин для прессования изделий | 1991 |
|
SU1812134A1 |
| Роторно-конвейерная машина | 1989 |
|
SU1740277A1 |
| Технологический ротор роторной машины | 1990 |
|
SU1750959A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| Роторно-конвейерная линия | 1989 |
|
SU1779658A1 |
| Роторный автомат | 1990 |
|
SU1717317A1 |
| Роторно-конвейерная машина | 1990 |
|
SU1789455A1 |
Использование: изобретение относится к технологическому оборудованию, производящему очехление изделий термоусаживаемой трубкой, и может найти применение для очехления конденсаторов, химических источников тока и других изделий цилиндрической формы. Сущность изобретения: в роторно-конвейерной линии очехления изделий термоусаживаемой трубкой ротор подачи и отрезки трубки снабжен неподвижно установленными на его валу барабаном с неподвижным кулачком и приводными ползунами, блокодержателем и звездочкой. Ротор подачи и отрезки трубки и ротор очехления связаны друг с другом посредством транспортной цепи. Приводные ползуны снабжены механизмом захвата и установлены по окружности ротора с возможностью взаимодействия с неподвижным кулачком. Блокодержатель снабжен направляющими втулками с размещенными в них расширителями трубки, установленными с шагом, равным шагу зубьев звездочки и транспортной цепи. Транспортная цепь снабжена инструментальными блоками с рабочей головкой и толкателем. 3 ил.
РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ ОЧЕХЛЕНИЯ ИЗДЕЛИЙ ТЕРМОУСАЖИВАЕМОЙ ТРУБКОЙ, содержащая станину, на которой смонтированы ротор подачи и отрезки трубки, ротор очехления, узел загрузки и конвейер выгрузки готовых изделий, отличающаяся тем, что ротор подачи и отрезки трубки снабжен неподвижно установленными на его валу барабаном с неподвижным кулачком и приводными ползунами, блокодержателем и звездочкой, при этом ротор подачи и отрезки трубки и ротор очехления связаны друг с другом посредством транспортной цепи, а приводные ползуны снабжены механизмом захвата и установлены по окружности ротора с возможностью взаимодействия с неподвижным кулачком, причем блокодержатель снабжен направляющими втулками с размещенными в них расширителями трубки, установленными с шагом, равным шагу зубьев звездочки, и транспортной цепи, снабженной инструментальными блоками с рабочей головкой и толкателем.
| УСТРОЙСТВО ДЛЯ СИФОННОЙ РАЗЛИВКИ СТАЛИ | 1989 |
|
RU2033294C1 |
| Солесос | 1922 |
|
SU29A1 |
