Изобретение относится к металлургии, в частности к оборудованию машин непрерывного литья заготовок.
Известен гильзовый кристаллизатор для одностороннего горизонтального литья, в котором на двух противоположных рабочих стенках нанесены продольные рифления ("волна") (1). При двустороннем горизонтальном литье нельзя применить это решение без учета особенностей конструкции кристаллизатора и схемы процесса, а именно: ослабление жесткости одной из стенок выполнением посадочного отверстия для ввода металла и пиковое термонагружение противоположной стенки в месте набегания на нее струи расплава. Выполнение рифлений снижает жесткость стенки и тем самым, усиливает склонность к деформации стенок под действием термических напряжений при литье. В связи с этим нанесение рифлений на стенку гильзы с отверстием и противоположную стенку нецелесообразно, так как приводит к деформациям стенок и, соответственно, образованию трещин в слитках вследствие неравномерности температуры их поверхности по периметру.
Из известных решений наиболее близким по технической сущности является кристаллизатор для двустороннего горизонтального литья, в котором продольные рифления нанесены на рабочей стенке с отверстием (2). Недостатком этого решения является неприменимость его для гильзового кристаллизатора, в котором жесткость тонкой стенки существенно ниже, чем жесткость толстой рабочей стенки сборного кристаллизатора в прототипе (2), скрепленной с корпусом. Повторение такой конструкции на гильзе повлекло бы ее деформацию и образование трещин в слитке.
Целью изобретения является увеличение стойкости кристаллизатора и улучшение качества формируемых слитков за счет предотвращения деформации стенок и образования трещин в слитках.
Поставленная цель достигается созданием гильзового кристаллизатора для двустороннего горизонтального литья прямоугольных заготовок, содержащего рабочие стенки с продольными рифлениями, в одной из стенок которого выполнено отверстие под разливочный стакан, при этом (согласно изобретению) рифления выполнены на рабочих стенках, примыкающих к стенке с отверстием, при этом на каждой из стенок выполнено нечетное число рифлений с расположением одного из рифлений по среднему продольному сечению гильзы и с отношением шага к глубине рифлений 55-85.
Выполнение рифлений на стенках, примыкающих к стенке с отверстием (например, на боковых стенках при подводе металла в кристаллизатор сверху), позволяет предотвратить деформацию самой нежесткой стенки (с отверстием) и самой теплонагруженной (напротив отверстия), за счет этого минимизировать деформацию кристаллизатора в процессе эксплуатации; это и отсутствие коробления слитка при наличии рифлений позволяет сформировать слиток без трещин.
Расположение одного из рифлений на стенке по среднему продольному сечению гильзы, с одной стороны, уменьшает жесткость стенки гильзы в месте действия максимальных термических напряжений (в среднем продольном сечении) и за счет этого уменьшает склонность к образованию трещин в гильзе и к необратимым деформациям, а с другой стороны - создает на грани слитка продольное ребро жесткости, предотвращающее образование ужимин на слитке и соответственно появление трещин; таким образом, данный признак изобретения служит выполнению обеих целей изобретения.
Выполнение нечетного числа рифлений на каждой стенке обусловлено наличием рифления по среднему продольному сечению и одинаковым количеством рифлений по обе стороны от среднего продольного сечения; последнее определяет одинаковые условия формирования по периметру слитка, например, верхней и нижней половин слитка и устраняет образование трещин вдоль ребер слитка по всем 4 его углам в равной степени.
Отношение шага к глубине рифлений ограничено, с одной стороны, требованием достаточно большого шага между рифлениями, чтобы при их минимальном числе предотвратить коробление оболочки слитков в кристаллизаторе, при этом рифления не должны быть слишком близки к округлениям в углах, поскольку в углах кристаллизатора оболочка слитка отходит от рабочих стенок; с другой стороны, глубина рифлений должна быть достаточна, чтобы исключить выход слитков из рифлений за счет усадки при затвердевании по всей длине кристаллизатора.
Если отношение шага к глубине более 85, при данном сечении гильзы глубина рифлений недостаточна и слитки удерживаются "волной" только в центральной части кристаллизатора, или не работают рифления возле углов.
Если отношение шага к глубине менее 55, недостаточна фиксация граней оболочки вблизи углов и коробления не удается избежать.
И в том, и в другом случае, образуются продольные угловые трещины на слитках.
Отличительные признаки предлагаемого решения отсутствуют в аналогах, а их совокупность необходима и достаточна для формирования слитков без трещин, что свидетельствует о соответствии решения критериям "новизна" и "существенные отличия".
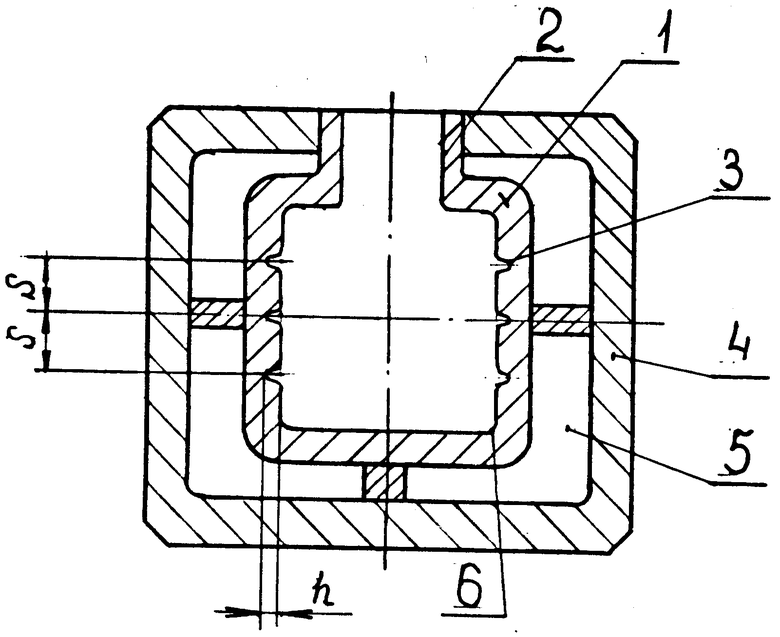
На чертеже изображено поперечное сечение гильзового кристаллизатора.
Кристаллизатор содержит гильзу 1, отверстие 2 для подвода металла в одной из стенок, рифления 3 на стенках, корпус 4 и полость 5 для охлаждающей воды, при этом рифления 3 нанесены на стенках, примыкающих к той, где выполнено отверстие 2, а отношение шага S к глубине h рифлений составляет 55-85, между стенками в гильзе 1 выполнены закругленные углы 6.
Устройство работает следующим образом. При подаче металла в гильзу 1 через отверстие 2 и вытягивании формирующихся слитков их оболочки заходят в рифления 3 и центрируются в кристаллизаторе. Количество рифлений 3 минимально, чтобы снизить трение слитков при вытягивании. Шаг S между рифлениями составляет 0,30-0,45 размера поперечного сечения гильзы. При меньшем шаге рифления не удерживают угловые части оболочки от коробления, при большем шаге краевые рифления слитков близки к углам 6, где слиток отходит от стенок, и только центральные рифления не удерживают оболочку.
Глубина h рифлений составляет 0,38-0,8% размера поперечного сечения гильзы. При меньшей глубине за счет усадки слиток выходит из "волны", при большей глубине растет сила трения и снижается жесткость рифленных граней.
Ниже приведены примеры конкретного выполнения.
П р и м е р 1. Гильзовый кристаллизатор для двустороннего горизонтального литья предназначен для разливки сталей со скоростью 1 м/мин; сечение гильзы 170 х 170 мм. Диаметр отверстия для подвода металла 100 мм. Толщина стенок гильзы 100 мм, гильза выполнена из меди марки Мр. Длина кристаллизатора 1500 мм.
Подвод металла осуществляется сверху, на боковых стенках нанесены по 3 продольных рифления, причем по 1 - на средние высоты сечения гильзы. Расстояние между соседними рифлениями (шаг) S = 68 мм, глубина h рифлений 1 мм, отношение S/h = 68.
При литье слитки формируются без трещин, стойкость гильзы по критерию деформации стенок 20 разливок.
П р и м е р 2. При всех условиях примера 1 увеличили шаг до 77 мм, глубину рифлений снизили до 0,9 мм, отношение S/h = 85.
При литье наблюдали мелкие угловые трещины, стойкость гильзы 20 разливок, металл годен для прокатки.
П р и м е р 3. При всех условиях примера 1 глубину снизили до 0,85 мм, S/h = 90. На слитках идут грубые угловые трещины, часты прорывы за кристаллизатором, металл в большинстве своем не годен для прокатки.
П р и м е р 4. При всех условиях примера 1 снизили шаг до 51 мм, глубину до 0,93 мм, отношение S/h = 55. Стойкость гильзы 20 разливок, слитки с мелкими угловыми трещинами, годны для прокатки.
П р и м е р 5. При всех условиях примера 1 увеличили глубину до 1,4 мм, отношение S/h составило 50. Возросла сила трения при вытягивании слитков, появился брак по угловым поперечным трещинам.
П р и м е р 6. При всех условиях примера 1 нанесли рифления на верхнюю и нижнюю стенку гильзы. Стойкость гильзы снизилась до 10 разливок, при этом на слитках часты грубые продольные угловые трещины.
Применение предлагаемого способа позволило повысить разливаемость сталей на 50%, увеличить выход годного при разливке на 10% за счет сокращения брака и за счет увеличения доли стали, отлитой на МНЛЗ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ТЕМПЕРАТУРЫ ОХЛАЖДАЕМОЙ ГИЛЬЗЫ КРИСТАЛЛИЗАТОРА | 1991 |
|
RU2017573C1 |
| РАБОЧАЯ СТЕНКА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК С ДВУСТОРОННИМ ВЫТЯГИВАНИЕМ СЛИТКОВ | 1990 |
|
RU2035258C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
RU2037360C1 |
| Способ предотвращения повреждения кристаллизатора | 1988 |
|
SU1611564A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| СЕРВОКЛАПАН | 1994 |
|
RU2064608C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2006 |
|
RU2308348C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| Способ горизонтального непрерывного литья заготовок | 1986 |
|
SU1398255A1 |
В гильзе кристаллизатора рифления выполнены на рабочих стенках, примыкающих к стенке с отверстием, при этом на каждой из стенок выполнено нечетное число рифлений с расположением одного из рифлений по среднему продольному сечению гильзы и с отношением шага к глубине рифлений 55 - 85. 1 ил.
ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК, содержащий рабочие стенки с продольными рифлениями, в одной из стенок которого выполнено отверстие под разливочный стакан, отличающийся тем, что, с целью увеличения стойкости кристаллизатора и улучшения качества формируемых слитков за счет предотвращения деформаций стенок и образования трещин в слитках, рифления выполнены на рабочих стенках, примыкающих к стенке с отверстием, при этом на каждой из рабочих стенок выполнено нечетное число рифлений с расположением одного из рифлений по среднему продольному сечению гильзы и с отношением шага к глубине рифлений 55 - 85.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1711403, кл.B 22D 11/04, 1990, непублик. | |||
