1
(21) 071010/02
(22)16.06.86
(146} 30..92. Бюл. f 16
(71)Всесоюзный научно-исследовательский и проектно-конструкторский институт металлургического машиностроения им.А.И.Целикова
(72)В.С.Капитанов, В.С.Смирнов, А.А.Иванов,.Е.Н.Манаенко, А.А.Цели ков и Ю.М.Айзин
(53) 621..0/47(088.8)
(56)Авторское свидетельство СССР
N 10ВВ203, кл. В 22 D 11/00, 1982. ( СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
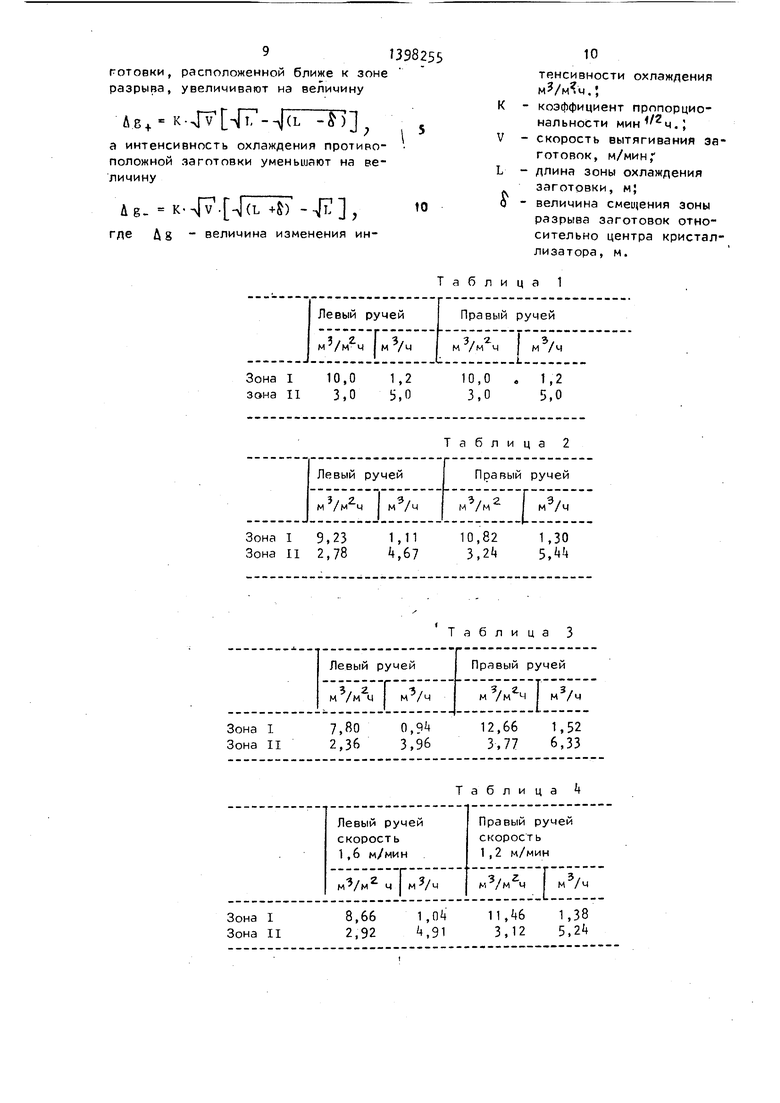
(57)Изобретение относится к черной металлургии, конкретнее к горизонталь ному непрерывному литью металлов в кристаллизаторе с двусторонним вытягиванием слитков. Цель изобретения - повышение стабильности процесса лм- тья, улучшение качества заготовок и увеличение выхода годного. В процессе литья охлаждают противоположные заготовки и регулируют интенсивности их охлаждения в зависимости от изменения величины смещения зоны разрыва заготовок относительно центра кристаллизатора, причем интенсивность охлаждения заготовки, расположенной ближе к зоне разрыва, увеличивают, а интенсивность охлаждения противоположной заготовки уменьшают, А табл., 2 ил.
3



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля работы форсунок зоны охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1986 |
|
SU1365493A1 |
| Способ горизонтального непрерывного литья заготовок | 1986 |
|
SU1438085A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2082541C1 |
| Способ непрерывного литья полых чугунных заготовок и устройство для его осуществления | 1975 |
|
SU772011A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| Способ вторичного охлаждения непрерывнолитых заготовок | 1985 |
|
SU1346331A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088203A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
Изобретение относится к черной металлургии, а именно к непрерывному литью металлов с вытягиванием слитка в двух противоположных направлениях из горизонтально расположенно- . го кристаллизатора, и может быть использовано в системах автоматического управления технологическим процессом на горизонтальных машинах непрерывного литья, заготовки (ГМНЛЗ) с двусторонним вытягиванием слитка,
Цель изобретения - повышение стабильности процесса литья, улучшение качества заготовок и увеличение выхода годного.
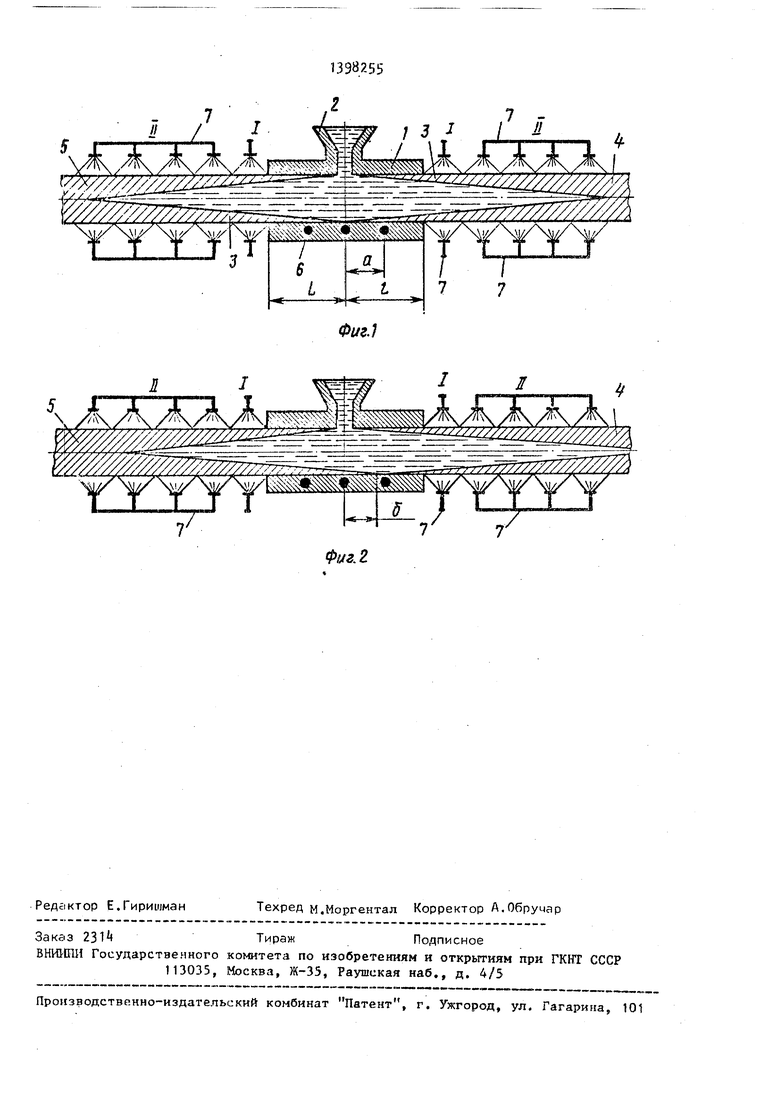
На фиг. 1 изображен прг польный разрез устройства для литья; на
фиг 2 7 то же, при смеи ении зоны разрыва.
Качество литого металла повышается благодаря улучшению его макроструктуры за счет стабилизации теплового режима противоположных заготовок в зависимости от изменения величины смещения зоны разрыва относительно центра кристаллизатора. Вследствие этого возникающие в заготовках температурные градиенты и термические напряжения не будут превосходить допусти- мь)е значения и в заготовках не будут возникать внутренние и наружные трещины .
Своевременное увеличение интенсивности охлаждения на выходе из кристаллизатора при смещении к Я1ому вь ходу
ВклА
со со
00
ю
О СП
. ЗОНЫ |1гсг.з-рыва снизит вероятность про рыва жидкого металла, связанную с утоньшением и раздутием корочки заготовки, и гювь1сит стабильность процесса литья.
Устройство для литья содержит кристаллизатор 1 с метэллоприемником 2, в котором формуется корочка 3 не- прерывиолитых заготовок ч и 5.
При равенстве скоростей вытягивания заготовок .t и 5 положение зоны разрыва совпадает с линией подвода жидкого металла в кристаллизатор. 3 реальных условиях практически невозможно обеспечить абсолютного равенства скоростей вытягизания обеих заготовок. При разности скоростей зона разрыва сме1цается в сторону заготовки, вьп ягипаемой с 6o;ibiJj(n -i скоростью.
Для определения положения зоны разрыва заготовок можно использовать термопары б, установленные в стенках кристаллизатора с шагом а. При расположении зоны разрыва в центре кри сталлизатора по месту подвода металла те лература медной стенки кристаллизатора в центре имеет макси -1альное значение, а температу|эы в. точках, равноудаленных от центра кристаллизатора, равны между собой, причем с увеличением расстояния от центра кристаллизатора температура медной стенки уменьшается,
В случае смеи1ения зоны разрыва от центра -кристаллизатора температура Б этой точке снижается, тогда как температура в других точкгх изменяется таким образом, что в точке, бг1излежа1 дей к этой зоне, повышается, а в точке, симметрично расположенной по другую сторону от iieHTpa кристаллизатора, уменьшается, В точках, равноудаленных от центра кристаллизатора, возникает разность тем- гератур, пропорциональная величине смещения зоны разрыва,,
Таким образом, по измерению температуры медных стенок кристаллизатора в нескольких точках определяют расположение в криста) 1лизаторе зоны разрыва.
Смещение зоны разрыва относительно центра кристаллизатора вызывает соответствующее смещение зоны начального формирования корочки 3 заготовок i и 5 на ту же аелимину, на которую изменяются длины зон их контактного охлаждения в кристаллиза™
1398255
торе, т.еТна величину S (см.фиг.2). Изменение длин зон контактного охлаждения заготовок приводит к изме- ,. ,нению теплооотвода в кристаллизаторе и учитывается при последующем вторичном охлаждении заготовки в зонах охлаждения 7, расположенных за кристаллизатором 1, JO Коэффициент пропорциональности К зависит от марки разливаемой ста- ,ли, сечения заготовки, от заданного режима охлаждения заготовки и конструкции горизонтальной МНЛЗ. Диапазон 15 изменения коэффициента пропорциональности составляет К 3,525
30
3$
: 12 мин .
Пример, Непрерывное литье стали производят на горизонтальной
20 МНЛЗ с двусторонним вытягиванием
заготовок из кристаллизатора сечением мм и длиной 1,6 м. Жидкую сталь 35 из сталеразливочного ковша подают в металлоприемник 2, установленный на кристаллизаторе 1. Из горизонтального кристаллизатора 1 в двух противоположных направлениях вь1тягивают заготовки и 5 со скоростью I,) м/мин. В зоне вторичного охлаждения, заготовку поддерживают и направляют при помощи роликов и охлаждают их поверхность охладителем, распыляемым из форсунок в виде факела. Форсунки сгруппированы, например, по двум зонам охлаждения, длины которых соответственно составляют 0.2 м и 2,8 м. Общая длина зоны вторич.чого охлаждения или суммарная длина зон охлаждения одного ру.ч чья составляет 3,0 м. Интенсивности охлаждения противоположных заготовок устанавливают одинаковыми с плотностями орошения в зоне .1 - 10 и в зоне II.-3 MVn, что
, в пересчете на расходы охладителя
Лх
на четыре грани заготовки соответственно составляет: для зоны I - 1,2 и для зоны II - 5,0 ,
Определение положения зоны разрыва заготовок относительно центра кристаллизатора производится измерением температуры медной стенки кристаллизатора при помощи трех термопар. Термопары установлены по обе стороны кристаллизатора на расстоянии а - 400 мм от его центра и в самом центре кристаллизатора (см, фиг.1 и фиг.2) ,
торе, т.еТна величину S (см.фиг.2). Изменение длин зон контактного охлаждения заготовок приводит к изме- ,нению теплооотвода в кристаллизаторе и учитывается при последующем вторичном охлаждении заготовки в зонах охлаждения 7, расположенных за кристаллизатором 1, Коэффициент пропорциональности К зависит от марки разливаемой ста- ,ли, сечения заготовки, от заданного режима охлаждения заготовки и конструкции горизонтальной МНЛЗ. Диапазон изменения коэффициента пропорциональности составляет К 3,5
: 12 мин .
Пример, Непрерывное литье стали производят на горизонтальной
МНЛЗ с двусторонним вытягиванием
заготовок из кристаллизатора сечением мм и длиной 1,6 м. Жидкую сталь 35 из сталеразливочного ковша подают в металлоприемник 2, установленный на кристаллизаторе 1. Из горизонтального кристаллизатора 1 в двух противоположных направлениях вь1тягивают заготовки и 5 со скоростью I,) м/мин. В зоне вторичного охлаждения, заготовку поддерживают и направляют при помощи роликов и охлаждают их поверхность охладителем, распыляемым из форсунок в виде факела. Форсунки сгруппированы, например, по двум зонам охлаждения, длины которых соответственно составляют 0.2 м и 2,8 м. Общая длина зоны вторич.чого охлаждения или суммарная длина зон охлаждения одного ручья составляет 3,0 м. Интенсивности охлаждения противоположных заготовок устанавливают одинаковыми с плотностями орошения в зоне .1 - 10 и в зоне II.-3 MVn, что
в пересчете на расходы охладителя
на четыре грани заготовки соответственно составляет: для зоны I - 1,2 и для зоны II - 5,0 ,
Определение положения зоны разрыва заготовок относительно центра кристаллизатора производится измерением температуры медной стенки кристаллизатора при помощи трех термопар. Термопары установлены по обе стороны кристаллизатора на расстоянии а - 400 мм от его центра и в самом центре кристаллизатора (см, фиг.1 и фиг.2) ,
При вытягивании заготовок в двух противоположных направлениях тепловой поток в зоне разрыва, а следовательно, и температура медной стенки кристаллизатора максимальные. При нулевом смещении зоны разрыва (см.фиг.1) температура медной стенки по центру кристаллизатора составляет 250 С, а в томках, равноудален- ных от него на расстоянии 00 мм, температура одинаковая и равна 150 С Тогда при расчете изменения интенсивности охлаждения противоположных заготовок получаем для зоны I:
ug. К --jy- - i(L-) 12- 0,8 - -л (0,8 - 0)
О
Ag (
(0,8+о7--л о78 О . ч;
и для зоны II:
II П ЛВ. К
4о)
3,5 л|Т7 ,8 -J(0,8 -0)
О .
Дв к . лВГ 47Г47- лГ1:
3,5 ,8 +0) - ,8
О ч,
. I
(/2 мин ч,
где К 12 мин ч, К 3 ,5 мин ч коэффициенты пропорциональности соответственно для зоны I и зоны II, L 0,8 мм - длина зоны контактного охлаждения заготовки, равная половине длины кристаллизатора; о О, м величина смещения зоны разрь1вп заготовок относительно центра кристаллизатора. Интенсивности охлаждения противоположных заготовок, а следовательно, и расходы охладителя в зонах охлаждения останутся .без изменений. В табл. 1 свепены значения интенсивности охлаждения и расходы охладителя в зонах для левого и правого ручьев ГМНЛЗ.
При смещении зоны разрыв, и ту или другую сторону (1т центО ) кристалQ5
5
0
лизатора температура в центральной точке падает, а в точках, разноудаленных от центра кристаллизатора, возникает разность температур, пропорциональная величине смещения зоны разрыва. При смещении зоны pa3pijiBa в сторону правого ручья (см.фиг.2) температура в точке, удаленной вправо от центра кристаллизатора на 00 мм, повышается до 175°С, а в точке, уда-, ленной влево на то же расстояние, понижается до I tO С. Величина смещения зоны разрыва заготовок относительно центра кристаллизатора пропорциональна разности этих температур и составляет
(. lZ5:l iO
у - 350
где у - эмпирический коэффициент, L J завися1ций от конструкции кристаллизатора и схемь установки термопар. В данном примереV 350 С/м. Тогда при смещении зоны разрыва на о 0,1 м интенсивность охлаждения заготовки k, расположенной ближе к зоне разрыва, должна быть увеличена на величину (по зонам I и И) :
30
Agf
12 л|1,4. лГо7в -4 0,8 -0,Т) 0,82 MVM.4.
35
Ag
3,5л|м С -л| 0,8- (0,8-0,1) 0, .
а интенсивность охлаждения противоположной заготовки 5 должна бмть уменьшена на величину (по зонам I и
40 II)
Ag- 12 4774 л(0,8+0,1) - -vfoTs 0,77 MVM.4.
& 3,5 (0,8-Ю,1) -л|7),8 0,22 .
Интенсивность охлаждения и соответствующие им расходы охладителя, полученные после их коррекции, сведены в табл.2 для левого и правого ручьев ГМНЛЗ.
При дальнейшем смеи;ении зонь разрыва в ту же сторону правого ручья ГМНЛЗ температура в точке, удаленной вправо от центра кристаллизатора, овы111ается еще больше - до Zlii°C, а точке, удаленной влево, пгмижг.ется
7
до . Величина смещения зоны разрыва заготовок составит .тогда
у,().„.з„.
Интенсивность охлаждения заготовки правого ручья ГМНЛЗ, расположенно ближе к зоне разрыва, должна быть увеличена в зонах 1 и II на следую щие величины:
А g 12 -Ivt -xIoTs- ,8-0,3) 2,66 .,
дgj 3,5 лГм л о7е-4(0.8-0,3) J
0,77 м /м%.,
а интенсивность охлаждения заготовки левого ручья должна быть уменьшена в зонах I и II соответственно на:
Лг,.
12 лГ1,-л{(0,8+0,з --л|о,8 2,20 MVM 4.,
Aglf 3,(0,8-Ю,3)-л1о,8 0,64 ,
4TiD приводит к следую1цим величинам интенсивности охлаждения и расходов охладителя по зонам I и II (см.табл.З)
t
С целью удержания зоны разрыва ближе к центру кристаллизатора в процессе литья изменяют скорости вытягивания противоположных заготовок. Скорость вытягивания заготовки k, контактирую1цей с участком кристаллизатора с большей температурой, уменьшают на 0,2 м/мин, а другой заготовки 5 увеличивают на 0,2 м/мин. По этому режиму заготовки вытягивают до перемещения зоны разрыва в центр кристаллизатора , т.е. до выравнивания температур в симметричных точках кристаллизатора. При этом температура стенки в центре кристаллизатора постепенно увеличивается до мйкси- мального значения ((°С) для данных условий разливки (температура металла, скорость литья). Продолжительность перемещения зоны разрыва в центр кристаллизатора определяется величиной ее смещения и разностью скоростей вытягивания, что для дан- нык условий составляет 1 мин.
Интенсивность охлаждения противоположных заготовок после изменения скоростей их вытнгивания должна бь1ть
скорректирована согласно значениям ;их скоростей. Для скорости вытягивания 1,2 м/мин интet cийнocтb охлажде- |ния по зонам должна составлять: зона l - 9 ., зона II - 2,ilMVM.4. а для скорости 1,ft м/мин соответственно: зона 1- 11м .; зона II - 3,6 м /м ч., однако с учетом величины смещения зоны разрыва о 0,3 м их следует изменить: для заготовки, расположенной ближе к зоне разрыва, увеличить на :
jigj 12-л|Т72 Чо -лГ(0,8-0,3) 2,46 м/,м-ч..
,5.1l,2 -1(0,8-0,3)
0,72 ..
а для противоположной заготовки уменьшить на:
5
0
S
.
5
0
0
5
2 4Ь6 д| (О ,8+0 , 3J - л| 0,8
.. ,
U рЛ/ 3,5 Т, -AJ (0,,3)- л|о,8 0,68 MVM. ч.,
что приводит к следующим величинам интенсизностей охлаждения и соответствующим им расходам охладителя по зона I и II,
Применение способа позволяет повысить производительность за счет по- выщения стабильности процесса литья и предотвращения прорывов корочки заготовки на 2% и увеличить выход годного на 7.
Формула изобретения
Способ горизонтального непрерывного литья заготовок, включающий подвод металла по центру кристаллизатора, вытягивание из него заготовок в двух противоположных направлениях, их охлаждение и определение положения зоны разрыва заготовок, о т л и ч а- щ и и с я тем, что, с целью повышения стабильности процесса литья, улучшения качества заготовок и увеличения выхода годного, в процессе литья интенсивность охлаждения про- тиЕЗОположных заготовок регулируют в зависимости от изменения величины смещения зоны разрыва заготовок относительно центра кристаллизатора, причем интенсивность охлаждения заготовки, расположенной ближе к зоне разрыва, увеличивают на величину
Лв. к.4Т -1Т-4а Т).
а интенсивность охлаждения противоположной заготовки уменьшают на величину
ug К-лГ7.-л1а -) -лР , где Д g - величина изменения ин
К
V L
10
10
тенсивности охлаждения .;
коэффициент пропорциональности .; скорость вытягивания заготовок, м/мин, длина зоны охлаждения заготовки, м; величина смещения зоны разрыва заготовок относительно центра кристаллизатора, м.
Таблица 1
Таблица 2
Таблица 3
Таблица
.1
I/
/ 3 У
Ж ) I,
/y///xZS2S - - g TZ //777777.
у/.
ЖЖДу
W W M/ |/yEiMS
//г2
Ред 1ктор Е.Гиришман
Техред М.Моргентал Корректор А.Обрумар
Заказ 231 ТиражПодписное
ВНЮти Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина ТоТ
/ 3 У
-и
шДчЖЖЖЖ
