Изобретение относится к области металлургии, в частности к способам автоматического управления непрерьш- ным литьем металлов.
Цель изобретения - повьшение надежности предотвращения повреждения .кристаллизатора и увеличение его ресурса путем прогноза интенсивности теплонагруженИя.
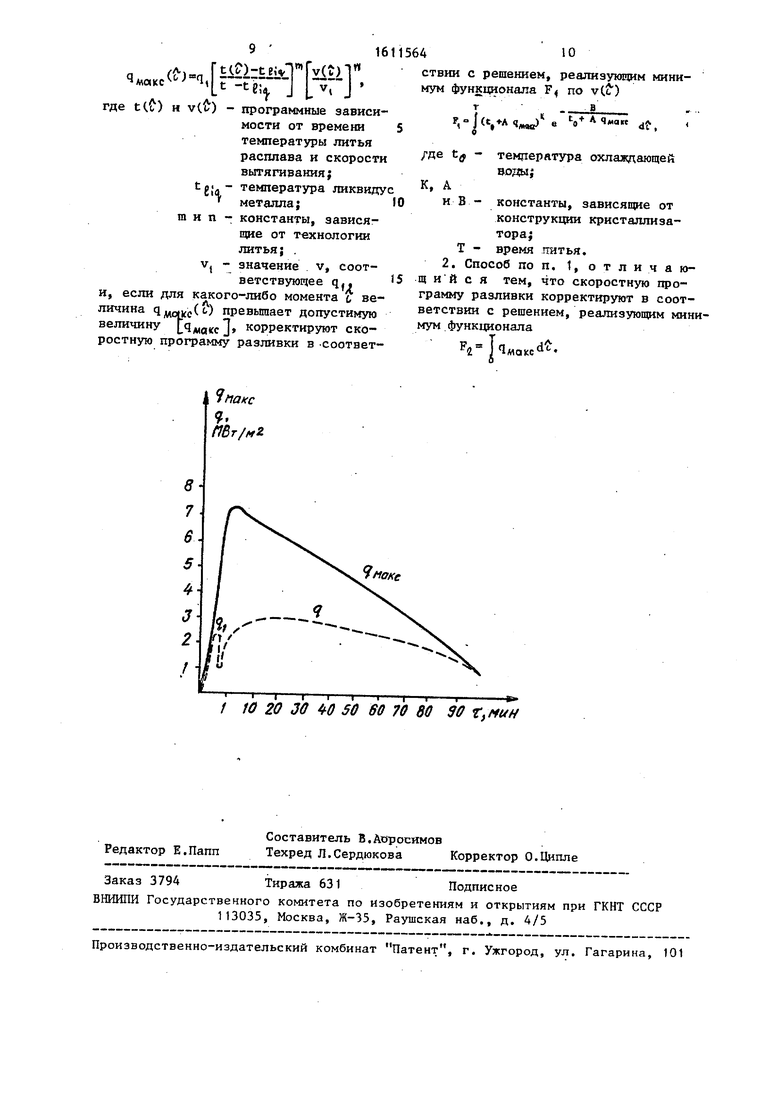
На чертеже представлена зависимость средней и максимальной плотности теплового потока в кристаллизаторе от времени.
Поставленная цель достигается реализацией способа предотвращения по- вреждения кристаллизатора, включающе-. го измерение скорости вытягивания, расхода охлаждающей воды и ее нагрева, вычисление средней плотности теплового потока в кристаллизаторе, при этом определяют первый максимум q на зависимости средней плотности Теплового потока в кристаллизаторе q от скорости вытягивания v (или времени ) в начале разливки, измеряют соответствующую этому моменту темпера-
ел
Ot)
-и
туру металла в- металлоприемнике t и рассчитывают на последующее время разливки прогнозную величину максимальной плотности теплового потока в кристаллизаторе: мчкс
Д« t g; t()
ча гМтемпература ликвидус талла;
и v) и
программные зависимости от времени температуры литья расплава и скорости вытягивания;
значение v соответствующеета и п - константы, зависящие от
технологии литья
л/
V
если для какого-либо момента С величина () превышает допустимую величину ГТ;ус,(;с1 корректируют скоростную программу разливки в соответствии с решением, реализуторщм мин мум функционала
в
VI
Ч А-ч„„„)
tg t,+A. d (.2)
где
КД
tff - температура охлаждающей воды;
и В - константы, зависящие от конструкции кристаллизатора; Т - время литья.
Скоростную программу разливки корректируют в соответствии с решением, реализуюшрм минимум функционапа
.d.(3)
Ь
Такое выполнение способа предотвращения повреждения кристаллизатора позволяет предсказать интенсивность
Значение q,(v ,t-) позволяет оценить функцию 1 для всех наперед заданньтх значений vCt) и t(C ) согласно программе температурно-скотегшонагружения на период рабочей ско-дз ростного режима литья. Если турбу рости вытягивания уже на стадии раз- лентная струя расплава набегает на гона вытягивания, причем предсказание интенсивности в зоне максимального теплонагружения осуществляется по
стенку перпендикулярно, то теплоотдача пропорциональна температурному напору в степени 1 и скорости расплава
среднему в кристаллизаторе теплонагру-50 в степени 0,5. При продольном набегалии струи q.-,, пропорциональна v 0,8, при этом исходят из пропорциональности скорости струи расплава и скорости вытягивания слитка v Отсюда следует вычисляемый по нагреву охлаждающей кристаллизатор воды, от скорости вытягивания, при этом величина q вычисляется не по всей площади кристаллизатора, а с учетом реальной длины
жению на этапе разгона.
После старта вытягивания через 10- 20 с -наблюдается максимз зависимости средней плотности теплового потока q,
справедливость выражения (1), по которому вычисляют значения qwok-c -
л X т TIITQ Л
интервале , , когда , литья.
&1 ,
где г
- момент
Т - время окончания
0
5
0
25
слитка L, ксггорая на этапе разгона менее длины кристаллизатора. Первоначальный рост q от времени 2 (или скорости v) связан с постепенным прогревом стенок кристаллизатора Последующее за максимумом q падение q связано с более быстрым ростом L з сравнении с теплоотдачей от слитка, так с как пик теплонагружения существует лишь на небольшой длине в зоне ввода расплава в кристаллизатор, далее плотность теплового потока q уменьшается по мере роста корочки слитка. Таким образом, для малых величин L, сравнимых с размером максимального теплонагружения (например, диаметром струи расплава или шагом вытягивания), величина q, рассчитанная на основе стандартного калориметрирования. кристаллизатора
5
Чъ9
0
5
40
utg-pft-Cg, (4)
где S - периметр кристаллизатора; L - текущая длина слитка;
9б
Hutg - расход и нагрев воды;
РР
и Со - плотность и теплоемкость , в
, воды,
примерно равна величине максимальной плотности теплового потока в кристаллизаторе, обусловленного теплоотдачей от струи расплава к стенкам кристаллизатора, причем величина Чмако относится к тому значению скорости вытягивания v и температуре расплава в металлоприемнике t,, которые обусловили значение на этапе разгона.
Значение q,(v ,t-) позволяет оценить функцию 1 для всех наперед заданньтх значений vCt) и t(C ) согласно программе температурно-сколии струи q.-,, пропорциональна v 0,8, при этом исходят из пропорциональности скорости струи расплава и скорости вытягивания слитка v Отсюда следует
справедливость выражения (1), по которому вычисляют значения qwok-c -
л X т TIITQ Л
интервале , , когда , литья.
&1 ,
где г
- момент
Т - время окончания
51
У каждого кристаллизатора есть допустимая величина интенсивности тегшо нагружения 1,акс1 зависящая от его конструкции и интенсивности охлаждения, определяемая по термическим напряжениям и базовым механическим свойствам. Эксплуатация кристаллизатора при 1моисс1не приводит к трещинам, разгару или короблению стенок и ресурс его в этом случае лимитируется износостойкостью и может достигать сотен разливок. Таким образом, если расчет по уравнению (1) дает величины, не превышающее то программа литья не подлежит кор- ре1 гировке.
Отсутствие в большинстве случаев значений теплофизических свойств сталей (особенно для легированного металла) и точных расчетных методик затвердевания не позволяет выполнить расчет ,,,дo разливки. Поэтому на этапе разгона может быть обнаружено, что Ч/ле,е() всем рабочем периоде V или в какие-то моменты превысит 1 если вести разливку по намеченной программе - зависимости vCtjt) Очевидно следует так скорректировать программу, чтобы минимизировать скорость накопления повреждений кристаллизатора, предотвращая тем самым его разрушение или критическую деформацию и увеличивая ресурс.
Наиболее распространенным случаем повреждения кристаллизаторов при термическом нагружении является накопление повреждений (деформаций), обусловленных ползучестью под действием термических нагружении. Известно, что скорость ползучести пропорциональна степенной зависимости от напряжений и экспоненциальной функции от температуры. Отсюда следует, что накопление повреждений за время плавки можно описать функционалом F, (2). С наибольшей точностью это вьфажение применимо для случая малой стойкости кристаллизаторов, порядка 10-50 разливок, например, при изготовлении их стенок из меди.
Константы К и В зависят от механических свойств материала рабочих стенок кристаллизатора. При выполнении стенок из меди и медных сплавов (бронз) влияние напряжений учитыва- ется через ,5, причем для чистой меди ,5 для бронз . Влияние температуры на повреждаемость учиты5646
вается через параметр В, равньй частному от деления энергии активации разрушения (около 30 ккал/моль для меди)
на универсальную газовую постоянную 8,31 Дж/кмоль,
Константа А определяет тепловое сопротивление стенки кристаллизатора, т.е. пропорциональность между плотQ ностью теплового потока q и перепа- дом температур ДТ по глубине стенки:
1.5.
(l.|)q.A,
(5)
где об - коэффициент теплоотдачи от
5 А стенки к воде; О - толщина стенки; - теплопроводность стенки. В случае большей стойкости, например при изготовлении стенок из брон0 зы на уровне 50-100 разливок, каждую из них можно представить как цикл нагружения при малоцикловой усталости. Характерным параметром при этом является средняя за время разливки
5 максимальная температура в кристаллизаторе. Отсюда следует, что минимизировать следует величину, пропорциональную Fg (3). I
0 Скорректированная программа v(t,) литья, полученная минимизацией F или Р, выполняется регулированием скорости вытягивания по ходу разливки, /(ля поиска минимума F, или F в
5
подынтегральное выражение подставляют известную из практики зависимость t(6) (с учетом скорости остьшания металла п ковше) в виде
t(0)-t:,-K(-f|), (6) 0 где t - температура металла в мо- .
мент времени Г , ;
К - скорость падения температуры металла в металлоприемнике за счет остывания в ковше. 5 Тогда решение задачи заключается в отыскании неизвестной функции v() на интервале , cC irT, при подставке которой в (1) для вычисления Q Mat-c) и затем в (2) или (3) для 0 вычислений (1)J, о j достигается .минимум. При этом поиск v(2) должен быть проведен на множестве функций с заданными ограничениями: по производительности МНЛЗ, по длине жидкой 5 фазы слитка, по корочки в кристаллизаторе, по неперемерзанию металлопровода. Данная задача является задачей-вариационного исчисления и реша ется сведением к дифференциаль1611564
ному уравнению с граничным условием ,«v,.
В более общей прстановке, при наличии р составе МНЛЗ устройства йодо- грева стали в. ковше или металлопри- емнике, может быть отдельно найдена и 4 функция t() с соответствующими ограничениями, в этом случае регулируется по ходу литья, наряду с v, вели- Q чина t, а время разливки Т пЪжет быть увеличено..
Решение дифференциального уравнения для нахождения минимума осуществ/Vjc
(20-H02,6q,
150000i8i31
20+1,
dt,
.при q
WOKC
Jd-
Решение вариационной задачи дало следующую программу: литье на скорости 1 м/мин до А2-Й мин, затем ускорение до 3,5 м/мии за 6 мин, и ведение разливки на скорости 4 м/мин до окончания литья,
П р и м е р 2. При всех условиях примера 1 стенки выполнены из бронзы
ляет ЭВМ по стандартной подпрограмме, ij теплопроводностью 260 Вт/м с темпера- I / . rt.. ч ч турой разупрочнения . Величина
Пример 1. Разливку стали 35 иэ ковша емкостью 100 т осуществляют на МНЛЗ горизонтального типа с двусторонним вытягиванием в кристаллиза- тор сечением 50x600 мм со средней ско- 20 ростью 2,5 м/мин за 90 мин. Значения технологических и конструкционных констант: , п-0,5, ,6
fq 3,8 МВт/м2. Корректируют скоростную программу, минимизируя функционал ал. Г- - ПО-К,
VJ2.3-TTO- л|о:2 Решение вариационной задачи дает следующую программу: разгон от 1,5
констант; ш-i, и-«,-, -.- -- - . л-.. -,--. / г В 15000018,31J ,5. Перегрев метал- до 2 м/мин плавно за 45 мин, увеличе- -„«,-.,«/. «1и«ом. ммр пп И дальнейший рост
ла в металлоприемнике уменьшается равномерно с до 7,0°С при CKO-J рости остывания t град./мин. Расход воды иа кристаллизатор И8 . При стартовой скорости вытягивания 0,2 м/мин через 15 с после начала вытягивания зафиксирован первый максимум q,, равный 2,3 МВт/м. Программа литья предусматривает разгон за 1 мин до м/мин и затем постоянное ускорение до м/мин к концу 35 разливки. Расчет показал, что в течение рабочего периода величина уменьшается от
..«.c- 3|fo-(oy 7.ZMBrW до
полв 2 ) 1.62 МВт/м. l10 0,2
Стенки кристаллизатора толщиной 20 мм выполнены из меди теплопровод- . ностью 380 Вт/м и охлаждаются водой с температурой 200с и коэффициентом тедаеотдачи 20000 . Предельно допустимая тепловая нагрузка пературе разупрочнения, равной ZbU t,эи составляет
,«.-гтЦ-- -
Зоооо зво
45
55
ние до 3 м/мин и дальнейший рост плавно до 3, 5 м/мин вплоть до 90-й
минуты.
Способ предотвращения повреждения кристаллизатора позволяет снизить интенсивность теплонагружения до 10%, за счет зтого ресурс кристаллизатора увеличивается до 30%, исключается катастрофическое разрушение кристаллизатора на произвольном сортаменте разливаемого металла. Формула изобретения
1 . Способ предотвращения повреждения кристаллизатора, включающий измерение скорости вытягивания, расхода охлаждающей вода и ее нагрева, вычисление средней плотности теплового потока в кристаллизаторе, отличающийся тем, что, с целью повьш1ения надежности предотвращения повреждения и увеличения ресурса кри таллизатора путем прогноза интенсивности теплонагружения,.определяют первЪ1й максимум q 4 на зависимости средней плотности теплового потока в кристаллизаторе q от скорости вытягивания V в начале разливки, изме ряют соответств тощую этому моменту теьшературу металла в металлоприемни ке t,, рассчитывают .на последующее время разливки прогнозную в.еличину максимальной плотности теплового потока ( в кристаллизаторе:
Расчетная величина ЧмаксПРе ьппает допустимую, поэтому необходимо корректировать скоростную программу, минимизируя функционал
jc
(20-H02,6q,
8
150000i8i31
20+1,
dt,
q
WOKC
Jd-
Решение вариационной задачи дало следующую программу: литье на скорости 1 м/мин до А2-Й мин, затем ускорение до 3,5 м/мии за 6 мин, и ведение разливки на скорости 4 м/мин до окончания литья,
П р и м е р 2. При всех условиях примера 1 стенки выполнены из бронзы
теплопроводностью 260 Вт/м с темпера- турой разупрочнения . Величина
теплопроводностью 260 Вт/м с темпера- турой разупрочнения . Величина
fq 3,8 МВт/м2. Корректируют скоростную программу, минимизируя функционал ал. Г- - ПО-К,
VJ2.3-TTO- л|о:2 Решение вариационной задачи дает следующую программу: разгон от 1,5
л-.. -,--. / г до 2 м/мин плавно за 45 мин, увеличе- ммр пп И дальнейший рост
л-.. -,--. / г до 2 м/мин плавно за 45 мин, увеличе- ммр пп И дальнейший рост
о
и
5
5
ние до 3 м/мин и дальнейший рост плавно до 3, 5 м/мин вплоть до 90-й
минуты.
Способ предотвращения повреждения кристаллизатора позволяет снизить интенсивность теплонагружения до 10%, за счет зтого ресурс кристаллизатора увеличивается до 30%, исключается катастрофическое разрушение кристаллизатора на произвольном сортаменте разливаемого металла. Формула изобретения
1 . Способ предотвращения повреждения кристаллизатора, включающий измерение скорости вытягивания, расхода охлаждающей вода и ее нагрева, вычисление средней плотности теплового потока в кристаллизаторе, отличающийся тем, что, с целью повьш1ения надежности предотвращения повреждения и увеличения ресурса кристаллизатора путем прогноза интенсивности теплонагружения,.определяют первЪ1й максимум q 4 на зависимости средней плотности теплового потока в кристаллизаторе q от скорости вытягивания V в начале разливки, измеряют соответств тощую этому моменту теьшературу металла в металлоприемнике t,, рассчитывают .на последующее время разливки прогнозную в.еличину максимальной плотности теплового потока ( в кристаллизаторе:
У
1 ( r i bLei TTvCt)
UaKc i,t -teiT J hrj
. ,Лл .A..
16
где t(b) н v(i/) - программные зависимости от времени температуры литья расплава и скорости вытягивания; t ,(,- температура ликвиду
металла; тип- константы, зависящие от технологии литья J .
Vj - значение v, соответствующее q., и, если для какого-либо момента t величина qj trtKc -) превышает допустимую величину qд,aкcJ, корректируют скоростную программу разливки в .соответ1611564
10
ствии с решением, реализующим минимум функционала F по vCc) т , в
,°
1() в АЧ«,„
/де tff - температура охлаждающей
воды; К, А
и В - константы, зависящие от конструкции кристаллизатора;
Т - время литья. 2. Способ по п. 1, отличающийся тем, что скоростную программу разливки корректируют в соответствии с решением, реализующим минмум .Функционала
г jlMaKcd 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| СПОСОБ КОНТРОЛЯ РАБОТЫ МЕТАЛЛОПРИЕМНИКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ | 1990 |
|
SU1790092A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
SU1790091A1 |
| Способ управления процессом непрерывного горизонтального литья | 1981 |
|
SU988449A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1995 |
|
RU2089344C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Способ начала процесса горизонтального непрерывного литья | 1983 |
|
SU1159717A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
Изобретение относится к металлургии, в частности к способам автоматического управления непрерывным литьем металлов. Цель изобретения - повышение надежности предотвращения повреждения кристаллизатора и увеличение его ресурса путем прогноза интенсивности теплонагружения. Способ предусматривает измерение скорости вытягивания V, расход охлаждающей воды и ее нагрева, вычисление средней плотности теплового потока Q в кристаллизаторе. В способе определяют первый максимум на зависимости Q от V при V=V1, измеряют соответствующую этому моменту температуру металла в металлоприемнике T1 и рассчитывают на последующее время разливки Τ величину прогноза максимальной плотности теплового потока в кристаллизаторе. Если эта величина превосходит допустимую величину, корректируют скоростную программу разливки. 1 з.п. ф-лы, 1 ил.
/ / 2ff 30 0 50 60 70 ВО 30
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент США № 4553604, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Патент CIM № 4006633, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
