Изобретение относится к технологии обжига углеродных формованных заготовок на основе нефтяного кокса и пека, используемых после графитации при производстве кварцевого стекла, химической аппаратуры и в других областях техники.
По технической сущности наиболее близким является способ получения углеродсодержащих заготовок, заключающийся в изменении их положения в обжиговой кассете на противоположное в горизонтальном и вертикальном направлении после каждой последующей пропитки.
Одним из основных недостатков этого способа является невозможность обеспечить высокий выход годных крупногабаритных заготовок, так как пакетировка заготовок в обжиговой кассете предопределяет неравномерное поступление тепла на боковые поверхности заготовки, что содействует появлению трещин и, следовательно, уменьшает выход годных заготовок, а также снижает физико-механические характеристики.
Целью изобретения является увеличение выходов годных крупногабаритных заготовок после обжига и улучшение их физико-механических характеристик. Это достигается тем, что способ обжига крупногабаритных углеродных заготовок включает в кассету обжиговой камеры вертикально расположенных заготовок с образованием из рядов мелких заготовок экрана по периферии кассеты, заполнение пространства между заготовками углеродной пересыпкой, подсыпку защитного слоя над заготовками, обжиг, чередующийся с периодическими пропитками заготовок связующим, причем крупногабаритные заготовки устанавливают только в нижнюю центральную часть кассет и при этом со стороны горелочного устройства толщину экрана мелкими заготовками образуют величиной 0,4-0,6 диаметра крупногабаритных заготовок, а с других сторон - 0,2-0,3 диаметра этих же заготовок.
Информационный поиск показал, что способ обжига крупногабаритных углеродных заготовок применяется впервые, что дает возможность утверждать, что техническое решение соответствует критерию "существенные отличия".
По предложенному способу обжигу подвергаются формованные заготовки марки АРВ диаметром 300-800 мм и высотой 800-1500 мм, изготовленные на основе нефтяного кокса (ГОСТ - 22898) и среднетемпературного каменноугольного пека (ГОСТ 10200-83), устанавливают их в металлические контейнеры размером 1405х1600 мм с расстоянием между заготовками 10-12 мм.
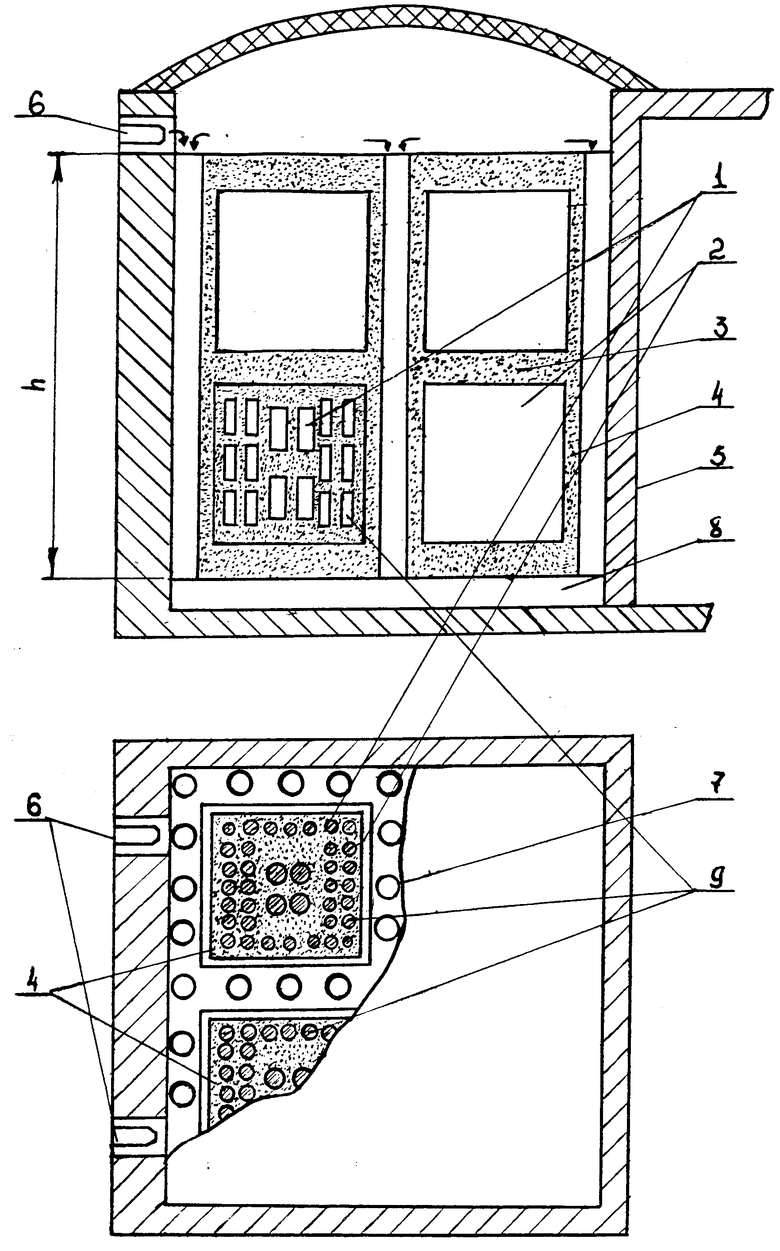
На чертеже дана схема, поясняющая способ.
Для упаковки заготовок 1 в контейнерах 2 используют углеродную засыпку 3, подсушенный нефтяной кокс или термоантрацит (ТУ 14-6-78-72) в смеси с возвратом пересыпки печей графитации. В кассету 4 обжиговой камеры 5 кольцевой газовой печи устанавливают два контейнера 2, один - в нижний, а другой - в верхний ряд. В камеру 5 помещают 8 контейнеров 2 и упаковывают их углеродной засыпкой 3. В верхней части камеры 5 действуют две газовые горелки 6. При сжигании природного газа под сводом камеры 5 дымовые газы поступают в муфельные каналы 7, а из них в сборный боров 8. Обжигаемые заготовки 1 защищены от термического удара экранами 9, состоящими из формованных заготовок 1. Обжиг проводят до температуры 1100-1200оС в подсводовом пространстве печи.
В данном случае одним из существенных факторов при обжиге крупногабаритных заготовок является равномерная подача тепла на боковую поверхность заготовок. Существующие кольцевые газовые печи не могут из-за конструктивных особенностей обеспечить равномерное температурное поле на боковой поверхности заготовок. Действительно, при пакетировке заготовок около муфельных каналов тепло в первую очередь поступает на боковую поверхность заготовки, которая ориентирована в сторону муфельных каналов, а на другую сторону заготовки поступает меньшее количество тепла. В результате по сечению заготовки в процессе обжига наблюдается значительная величина температурного градиента. Это и является одной из главных причин образования дефектов по трещинам. Чтобы избежать этого нежелательного явления, крупногабаритные заготовки целесообразно устанавливать при обжиге в центральную часть камеры по ее сечению. Такая пакетировка снижает величину температурного градиента по сечению загрузки и, следовательно, увеличивает выход годных заготовок, а также улучшает физико-механические характеристики материала. Нельзя не отметить, что дымовые газы, образующиеся при сгорании природного газа и играющие роль теплоносителя, перемещаются относительно оси горения параллельно и перпендикулярно над муфельными простенками. В этом случае от муфельных простенков, расположенных со стороны горелочных устройств, поступает несколько больше тепла на боковую поверхность заготовок, чем от муфельных простенков, расположенных параллельно тепловому потоку (оси горелок).
Это объясняется тем, что простенки, параллельные оси горелочных устройств, расположены несколько дальше от основных тепловых потоков. Кроме того, тепловые потоки, попадая в противоположную стенку кассеты от горелок, возвращаются в том же направлении к горелкам. Таким образом, теплоноситель с большей температурой поступает в перпендикулярные к горелочным устройствам простенки, чем в параллельные.
Чтобы нивелировать температурный градиент по сечению камеры, необходимо установить экран из углеродных заготовок, который равен 0,4-0,6 диаметра обжигаемых заготовок около муфельных простенков со стороны горелочных устройств, где выделяется больше тепла, а у остальных 0,2-0,3 диаметра, где тепла выделяется меньше.
Кроме того, необходимо учитывать, что на формирование структуры и образование дефектов при обжиге заготовок большое влияние оказывает величина усадки. Экспериментально было установлено, что у заготовок марки АРВ диаметром 300 мм и высотой 800 мм величина усадки при обжиге до 770оС около 12,8%, а при обжиге до 1050оС 17,1%. В первом случае дефекты по трещинам не наблюдались, а во втором случае дефекты составляли 15,4%. Поэтому целесообразно первичную термообработку с последующей пропиткой пеком и вторичной термообработкой проводить в нижней центральной части камеры, обеспечивающей температуру обжига 760-800оС. Уменьшение толщины экрана со стороны горелочных устройств менее 0,4 диаметра обжигаемых заготовок нецелесообразно, так как на заготовку интенсифицируется подача тепла, что предопределяет появление дефектов по трещинам, а более 0,6 несколько увеличит по времени процесс обжига и уменьшит загрузку крупногабаритными заготовками. Это положение относится и к толщине экранов, расположенных параллельно оси горелочных устройств.
Предложенный способ обжига и пакетировка крупногабаритных углеродных заготовок подтверждается следующими примерами конкретного исполнения.
П р и м е р 1. Формованные гидростатическим способом заготовки марки АРВ диаметром 300 и высотой 800 мм, изготовленные на основе прокаленного нефтяного кокса КППС (ГОСТ 22898-78) и средретемпературного каменноугольного пека (ГОСТ 10200-83), устанавливают в количестве 6 штук в центральную часть металлического контейнера размером 1405х1600 мм. Термообрабатываемые заготовки упаковывают углеродной пересыпкой: подсушенный нефтяной кокс с содержанием фракций + +3,0 - 0,5 мм не более 10%. По стенкам контейнера помещают из формованных заготовок диаметром 150 и 75 мм марки ГМЗ экран с толщиной 0,5 и 0,25 диаметра крупногабаритных заготовок перпендикулярно и параллельно оси горелок соответственно. Расстояние между заготовками 12 мм. Контейнеры устанавливают в обжиговую камеру, разделенную на 4 кассеты, а в нижний ряд помещают четыре контейнера с крупногабаритными заготовками, а в верхний ряд - также четыре контейнера с формованными заготовками любых марок и типоразмеров. Все контейнеры упаковывают углеродной пересыпкой.
Обжиг происходит в среде летучих пека до температуры 780оС в течение 332 ч со средней скоростью подъема температуры 2,3 ч. После обжига заготовки пропитывают среднетемпературным каменноугольным пеком (ГОСТ 10200-83) и термообрабатывают повторно по приведенным выше режимам и пакетировкой в нижней части камеры. Затем обожженные заготовки вторично пропитывают и обжигают по приведенным режимам.
После третьего обжига заготовки термообрабатывают в промышленных печах графитации до 2600оС.
Остальные примеры (2-5) выполнены в соответствии с примером 1 и отличаются размерами заготовок, толщиной экрана и т.д. Результаты по примерам представлены в таблице.
П р и м е р 6. В настоящее время обжиг крупногабаритных заготовок, в том числе и марки АРВ, происходит в газовых кольцевых печах без учета размещения заготовок по высоте и сечению обжиговой камеры. Кроме того, заготовки при обжиге не предохраняют от термического удара экраном. Эти две причины в основном и предопределяют более повышенный брак по трещинам, а также снижение прочности и плотности графита, что обусловлено появление в объеме заготовок микротрещин, влияющих на указанные параметры графита.
Анализируя полученные результаты, можно сделать заключение, что наиболее приемлемым вариантом для обжига крупногабаритных заготовок, несмотря на несколько лучшие результаты, полученные в примере 5 (увеличение выхода годных заготовок после обжига), является пример 1, так как в этом случае обеспечивают более полную загрузку камеры крупногабаритными заготовками, чем в примере 5, из-за уменьшения толщины экрана.
Кроме того, величина плотности, предел прочности при сжатии, удельное электросопротивление в примерах 5 и 1 отличаются незначительно.
Из сравнения результатов, полученных в примерах 1 и 6 (прототипе), следует, что выход годных заготовок после обжига в примере 1 увеличился на 8%, плотность, предел прочности при сжатии на 5,3 и 14,5% соответственно, а У. Э.С. уменьшилось на 7,2%.
По предложенному способу возможно термообрабатывать крупногабаритные заготовки и других марок, имеющие различные наполнители и связующие с целью увеличения выхода годных заготовок после обжига.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения мелкозернистых крупногабаритных графитированных заготовок | 1991 |
|
SU1834843A3 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ГРАФИТА | 1991 |
|
RU2016844C1 |
| Способ обжига мелкодисперсных крупногабаритных углеродных заготовок | 1990 |
|
SU1784578A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ГРАФИТОВОГО МАТЕРИАЛА | 1991 |
|
RU2036136C1 |
| СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ ЗАГОТОВОК МЕЛКОЗЕРНИСТОГО ГРАФИТА ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 2014 |
|
RU2559966C1 |
| УСТРОЙСТВО ДЛЯ ОБЖИГА УГЛЕРОДНЫХ ЗАГОТОВОК | 1992 |
|
RU2022227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЩЕТОК | 1994 |
|
RU2088007C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГРАФИТАЦИИ УГЛЕРОДНЫХ ЗАГОТОВОК | 1995 |
|
RU2140392C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОЙ ОСНОВЫ ПОД СИЛИЦИРОВАНИЕ | 1994 |
|
RU2087452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЗЕРНИСТОГО ГРАФИТА | 1992 |
|
RU2069205C1 |

Использование: в производстве углеродных формованных заготовок. Сущность изобретения: вертикально расположенные крупногабаритные углеродные заготовки устанавливают в кассеты обжиговой камеры: в нижнюю и центральную часть. Из радов мелких заготовок образуют экран по периферии кассет. Пространство между заготовками заполняют углеродной пересыпкой. При этом со стороны горелочного устройства толщину экрана мелкими заготовками образуют величиной 0,4 - 0,6 диаметра крупногабаритных заготовок, а с других сторон -0,2 - 0,3 диаметра этих же заготовок. Подсыпают защитный слой над заготовками и производят обжиг, чередующийся с периодическими пропитками заготовок связующим. 1 ил., 1 табл.
СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК, включающий установку в кассету обжиговой камеры вертикально расположенных заготовок с образованием из рядов мелких заготовок экрана по периферии кассеты, заполнение пространства между заготовками углеродной пересыпкой, подсыпку защитного слоя над заготовками, обжиг, чередующийся с периодическими пропитками заготовок связующим, отличающийся тем, что, с целью увеличения выхода годных крупногабаритных заготовок и улучшения их физико-механических характеристик, крупногабаритные заготовки устанавливают только в нижнюю центральную часть кассет, при этом со стороны горелочного устройства толщину экрана мелкими заготовками образуют величиной 0,4 - 0,6 диаметра крупногабаритных заготовок, а с других сторон - 0,2 - 0,3 диаметра заготовок.
| Способ получения углеродосодержащих заготовок | 1983 |
|
SU1161463A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
