Изобретение относится к размерной электрохимической обработке и может использоваться при получении сквозных отверстий в тонкостенных деталях.
Известен способ электрохимической перфорации отверстий в тонкостенных заготовках, выполняемый неподвижными электродами-инструментами с размещением обрабатываемой заготовки между двумя трафаретами, при этом прокачку электролита в каждом межэлектродном канале осуществляют в противоположных направлениях. Но этим нельзя исключить выступы на боковых поверхностях прошитых отверстий, к тому же это сложно осуществимо, так как необходимы дополнительные устройства для подачи электролита в каждый межэлектродный канал.
Наиболее близким техническим решением является способ электрохимической перфорации отверстий в тонкостенных заготовках, осуществляемый неподвижными электродами-инструментами с размещением обрабатываемой заготовки между двумя трафаретами.
Однако при данном способе на боковой поверхности отверстия остаются выступы, т.е. имеется значительная погрешность линейного размера отверстия.
Задача предложенного способа - повышение точности обработки, т.е. получение отверстий с ровной боковой поверхностью.
Это достигается тем, что в известном способе электрохимической перфорации отверстий в тонкостенных заготовках, при котором обработку осуществляют электродами-инструментами с наложением с двух сторон на обрабатываемые поверхности заготовки трафаретов, обработку ведут до момента сквозной прошивки отверстий и далее продолжают в течение промежутка времени, определяемого выражением:
tд= 0,27 ln
ln , где К = 0,23...0,95 мм2/мин - характеристика режима ЭХО и обрабатываемого материала; hз - толщина обрабатываемой заготовки; аз - начальный межэлектродный зазор;Δx- погрешность линейного размера отверстия.
, где К = 0,23...0,95 мм2/мин - характеристика режима ЭХО и обрабатываемого материала; hз - толщина обрабатываемой заготовки; аз - начальный межэлектродный зазор;Δx- погрешность линейного размера отверстия.
Это позволяет уменьшить высоту выступа на боковой поверхности отверстия за счет концентрации электрического поля и увеличения скорости съема металла на вершине выступа по сравнению с более пологими частями боковой поверхности отверстия. С течением времени происходит равномерное распределение скорости анодного растворения металла по всей боковой поверхности обрабатываемого отверстия.
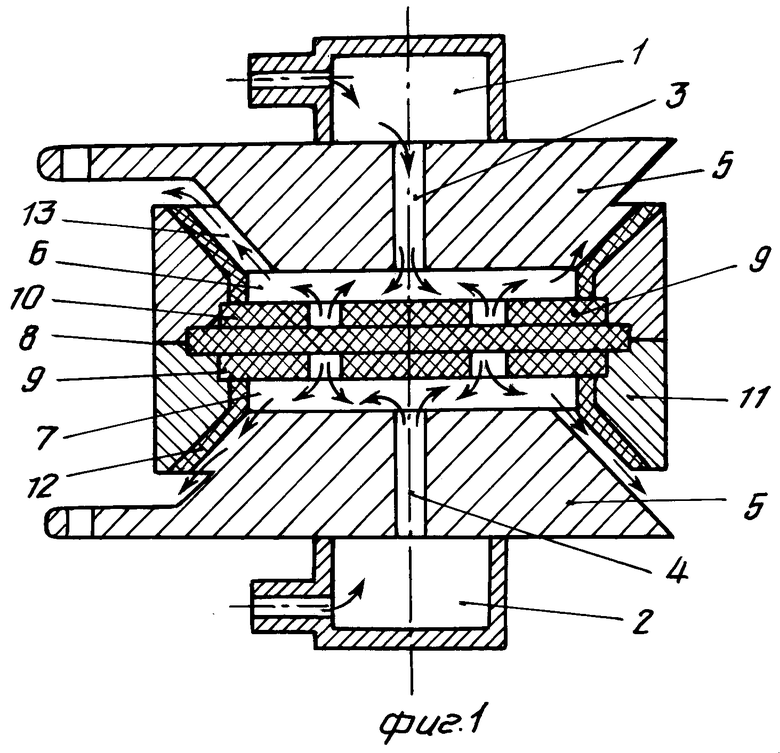
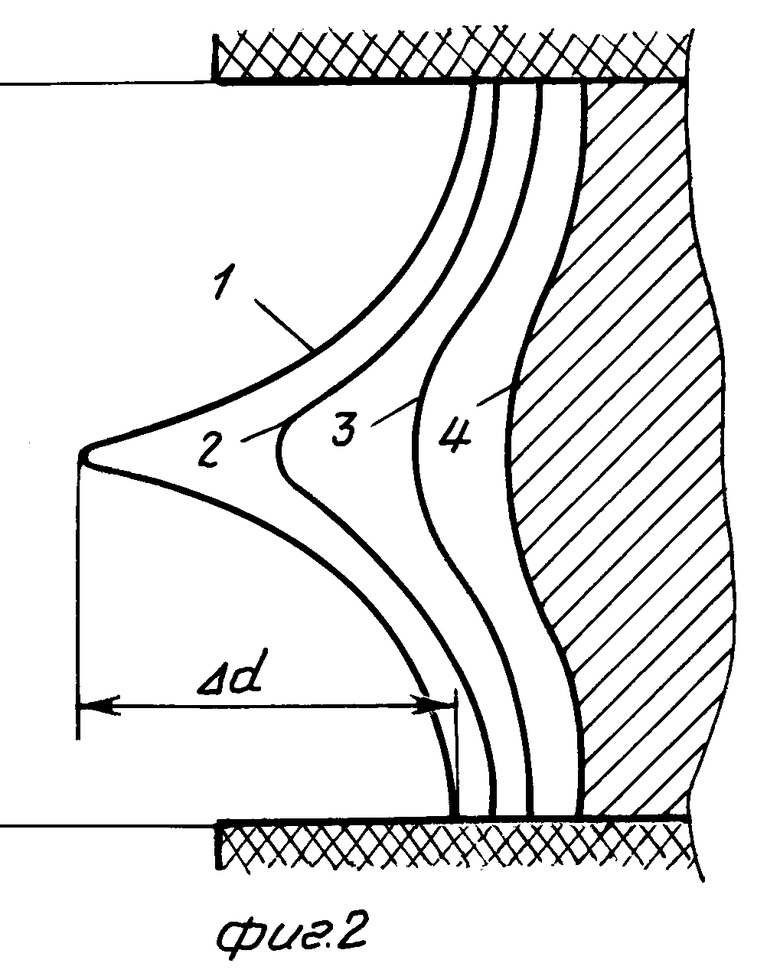
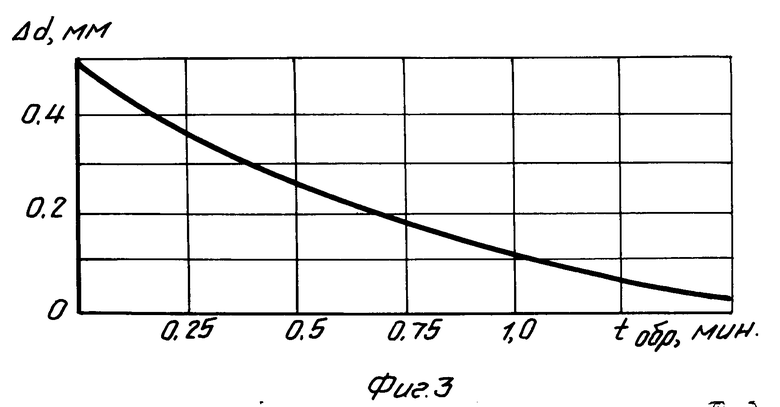
На фиг.1 приведена принципиальная схема устройства для размерной электрохимической перфорации отверстий; на фиг. 2 - границы обрабатываемого отверстия в различные моменты времени; на фиг.3 - зависимость погрешности линейного размера - диаметра отверстия от времени обработки.
Устройство имеет верхнюю 1 и нижнюю 2 камеры для сбора электролита, которые через входные каналы 3 и 4 для электролита в катодах 5 связаны с межэлектродными промежутками 6 и 7. На обрабатываемую деталь 8, служащую анодом, наложены с двух сторон трафареты 9 с отверстиями 10 круглой формы. Токоподвод 11 и катод 5 отделены друг от друга диэлектрическими прокладками 12 и выходными каналами 13 для электролита.
До начала включения электрохимической установки определяют время сквозной прошивки отверстий tпр в тонкостенной заготовке и время дальнейшего продолжения обработки отверстий tд. Так как параметры ао, k, hз,Δx являются заданными, то время tпр и tд и общее время обработки t = tпр + tд можно рассчитать на любом микрокалькуляторе.
При работе устройства электролит подается в камеры 1 и 2 и через каналы 3 и 4 поступает в межэлектродные промежутки 6 и 7. С включением источника тока между анодом 8 и катодами 5 создается разность электрических потенциалов. В связи с этим на участках обрабатываемой поверхности, не защищенных трафаретами 9, происходит непрерывное электрохимическое растворение. Электролит с продуктами растворения удаляется через выходные каналы 13 в систему сбора электролита.
Начиная с момента подключения устройства к источнику тока, время сквозной прошивки отверстий tпр в тонкостенной заготовке и время дальнейшего продолжения обработки отверстий tд контролируется с помощью секундомера.
Электрохимическую перфорацию отверстий в листовой заготовке из стали 12Х18Н10Т толщиной hз = 1 мм проводили для следующего режима: напряжение 14 В, начальный межэлектродный зазор ао = 1 мм, давление на входе в камеры подачи электролита - 0,2 МПа, электролит - 20%-ный водный раствор NaNO3 при 20оС. Трафареты, изготовленные из текстолита ПТК ГОСТ 5-78 толщиной 0,2 мм, имели отверстия диаметром 2 мм.
Время сквозной прошивки отверстия, рассчитанное по формуле
tпр=0,5h , где для заданного режима k = 0,34 мм2/мин составило 1,84 мин.
, где для заданного режима k = 0,34 мм2/мин составило 1,84 мин.
На практике перфорацию отверстий всегда выполняют с определенной погрешностью диаметра Δd=Δx, которая определяется как половина разности диаметров отверстия на листовой заготовке под трафаретом и в точке максимального выступа на боковой поверхности.
После сквозной прошивки отверстия время дополнительной обработки с целью получения отверстия с погрешностью диаметра Δd= 0,25 мм, рассчитанное по выражению
tд=0,27 ln
ln составило 0,55 мин.
составило 0,55 мин.
Общее время электрохимической прошивки отверстий составило
t = tпр + tд = 2,39 мин.
Начиная с момента сквозной прошивки отверстия, через определенные промежутки времени проводили измерения диаметра отверстия с помощью инструментального микроскопа ММИ-2 (паспортная погрешность 0,005 мм). Границы обрабатываемого отверстия в различные моменты времени tд (фиг.2) (1-tд= 0,2 - 0,55 мин, 3 - 1,01 мин, 4 - 1,83 мин) показывают, что продолжение обработки после момента прошивки отверстия приводит к выравниванию боковой поверхности отверстия. При этом погрешность диаметра отверстия Δd(фиг.3) в момент прошивки отверстия tпр равна 0,5 мм и в процессе обработки уменьшается. Таким образом, применение предложенного способа повысило точность обработки в Δd(tпр)/ Δd(tд) = 0,5 мм/0,25 мм = 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2257981C1 |
| ПЛЕНОЧНЫЙ МНОЖЕСТВЕННЫЙ МИКРОЭЛЕКТРОД | 1994 |
|
RU2078337C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210471C1 |
| Устройство для электрохимической обработки внутренних поверхностей трубчатых заготовок | 1987 |
|
SU1516263A1 |
| Электрод-инструмент для электрохимической обработки | 1987 |
|
SU1539005A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА ТИТАНЕ И ЕГО СПЛАВАХ | 1997 |
|
RU2110611C1 |
| МАГНИТОВОЛНОВОЙ ФРИКЦИОННЫЙ ВАРИАТОР (ВАРИАНТЫ) | 1997 |
|
RU2138709C1 |
Использование: при прошивке отверстий в тонколистовых деталях. Сущность изобретения: предложенный способ осуществляют электродами-инструментами с наложением трафаретов с двух сторон на обрабатываемые поверхности заготовки. После момента сквозной прошивки отверстий в заготовке обработку продолжают в течение промежутка времени, определяемого выражением tд= 0,271a
СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ в тонкостенных заготовках, при котором обрабатываемую заготовку размещают между двумя трафаретами, а процесс обработки осуществляют электродами-инструментами одновременно с двух сторон с прокачкой электролита, отличающийся тем, что при достижении момента сквозной прошивки отверстий обработку продолжают в течение времени, определяемого по формуле
tд=0,27 ln
ln ,
,
где K = 0,23 - 0,95 мм2/мин;
hз - толщина заготовки;
a0 - начальный межэлектродный зазор;
Δd - погрешность диаметра отверстия.
| Гариев Р.И | |||
| Размерная электрохимическая обработка поверхностей неподвижным электродом-инструментом с применением трафаретов | |||
| Размерная электрохимическая обработка деталей машин | |||
| Тула: Изд.ТПН, ч.II, 1975, с.23-25. |
