Изобретение относится к области машиностроения и может быть использовано для получения и обработки сквозных отверстий любого контура в листовых материалах.
Известны способы электрохимической обработки, используемые при трафаретном получении углублений и отверстий в деталях (А.С. №1834121, Способ электрохимической обработки. В 23 Н 3/00, 9/06, 1989 г. - [1], A.C. №1839126, Способ электрохимической обработки. В 23 Н 3/00, В 23 Н 9/06, опубл. Бюл. №47-48 от 30.12.1993 г. - [2]).
Недостатком способов является большая погрешность профиля отверстия со стороны, противоположной трафарету, и погрешность по глубине отверстия за счет неконтролируемого анодного растворения боковой поверхности вскрытого отверстия при удалении части припуска в отверстии со стороны, противолежащей трафарету.
Известно устройство (Электрофизические и электрохимические методы обработки материалов. Учеб. пособие (в 2-х томах). Том 1 - Обработка материалов с применением инструмента под редакцией В.П.Смоленцева. Авторы - Б.А.Артамонов и др. Изд-во: М., Высшая школа, 1983 г. - 247 с., ил. стр.138, 169) - [3], в котором для электрохимической обработки на обрабатываемой поверхности заготовки используют диэлектрические трафареты, эквивалентные обрабатываемому отверстию. К недостатку известного способа относится повышенный неконтролируемый съем материала под трафаретом, что снижает точность контура отверстия по его глубине.
В качестве прототипа предлагаемого изобретения принят способ размерной электрохимической обработки отверстий в листовых деталях, защищенный авторским свидетельством №1657301, В 23 Н 3/00, опубл. Бюл. №23 от 23.06.1991 г., - [4], по которому размерную электрохимическую обработку отверстий осуществляют двумя катодами-инструментами по диэлектрическому трафарету в проточном электролите с одновременной подачей напряжения на два катода-инструмента. В момент образования сквозных отверстий подачу напряжения одновременно на оба катода прекращают, а затем обработку осуществляют при поочередной подаче импульсов напряжения на каждый катод-инструмент.
Недостатком способа-прототипа является повышенная погрешность поверхности отверстия по глубине, что ухудшает эксплуатационные характеристики, например фильтров, ввиду разной пропускной способности на различных его участках.
Изобретение решает задачу повышения точности поверхности отверстий по их глубине.
Поставленная задача достигается тем, что в способе электрохимической обработки отверстий в листовых заготовках с использованием диэлектрических трафаретов в проточном электролите и электродов-инструментов, подключаемых к источнику постоянного тока, где анодом является заготовка, новым является то, что на первом этапе при подключении одного из электродов-инструментов к отрицательному полюсу источника тока электрохимическую обработку ведут через трафарет, находящийся на заготовке со стороны этого электрода-инструмента, до глубины обработки, равной (0,75÷0,8) толщины заготовки, после чего на втором этапе электрохимическую обработку ведут при отключении первого электрода-инструмента и подключении второго электрода-инструмента к отрицательному полюсу источника постоянного тока через другой трафарет, находящийся на заготовке со стороны второго электрода-инструмента, до получения отверстия размером, заданным по чертежу.
При проведении электрохимической обработки трафареты устанавливают соосно и согласно положению обрабатываемого отверстия, при этом трафарет, используемый при обработке с помощью первого электрода-инструмента, выполняют с рабочим контуром, эквивалентным контуру обрабатываемого отверстия и уменьшенным на величину бокового уширения отверстия, а другой трафарет - с рабочим контуром, повторяющим профиль обрабатываемого отверстия, соответствующим заданному по чертежу, кроме того, толщина первого трафарета в два раза тоньше толщины второго трафарета.
Здесь обработка ведется в два этапа. На первом этапе к отрицательному полюсу источника тока подключают один из электродов-инструментов и продолжают процесс в течение расчетного времени первого этапа до достижения глубины отверстия 0,75-0,8 от толщины заготовки, после чего в углублении остается припуск, затем на втором этапе отрицательный полюс переключают на второй электрод-инструмент и продолжают процесс в течение расчетного времени второго этапа до удаления припуска в углублении со стороны второго электрода-инструмента.
Сущность изобретения поясняется чертежами.
Фиг.1 - Исходное положение заготовки, трафаретов и электродов-инструментов.
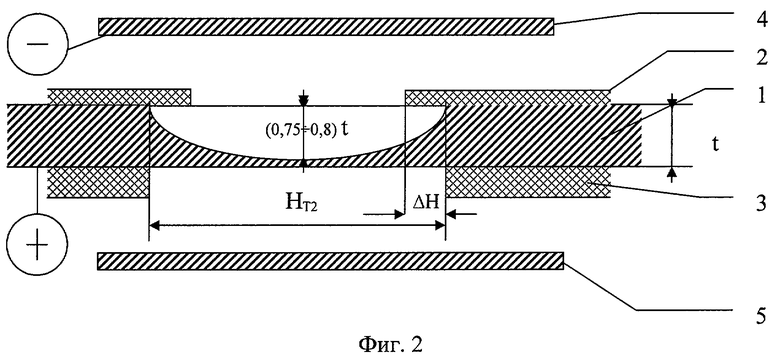
Фиг.2 - Положение заготовки, трафаретов и электродов-инструментов после первого этапа обработки.
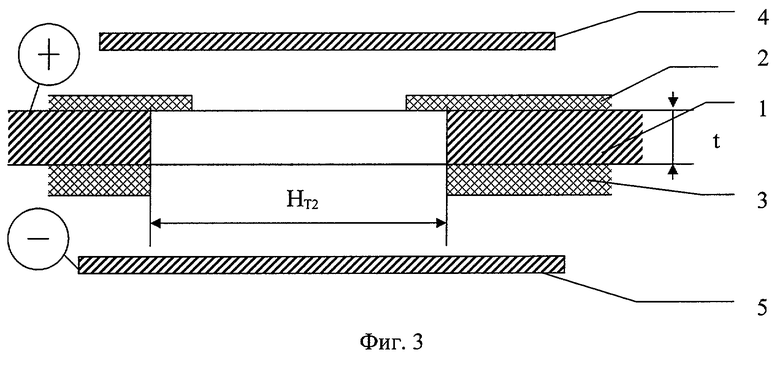
Фиг.3 - Положение заготовки, трафаретов и электродов-инструментов после второго этапа обработки.
Здесь:
1 - листовая заготовка; 2, 3 - диэлектрические трафареты; 4, 5 - электроды-инструменты;
На Фиг.1 токопроводящая листовая заготовка 1 толщиной t имеет диэлектрический трафарет 2 толщиной tT1 и размером контура НT1, и трафарет 3 толщиной tT2 и размером контура НT2, равным заданному размеру отверстия по чертежу, толщина tT1 первого трафарета в два раза тоньше толщины tT2 второго трафарета, на расстоянии s0 от заготовки расположены электроды-инструменты 4 и 5 - исходное положение заготовки, трафаретов и электродов-инструментов.
На Фиг.2 показано положение и размеры углубления в отверстии в конце первого этапа обработки, когда электрод-инструмент 4 подключен к отрицательному полюсу источника тока.
Глубина полости в конце первого этапа обработки заготовки 1 под электродом 4 составляет (0,75-0,8)·t. Размер контура углубления за счет уширения ΔН составляет НT2.
На Фиг.3 показано окончание второго этапа обработки, выполняемого с подключением электрода-инструмента 5 к отрицательному полюсу источника тока при отключенном электроде-инструменте 4.
Ввиду малой величины толщины необработанной части отверстия и удвоенной толщине второго трафарета по сравнению с первым, размер контура отверстия со стороны трафарета 3 равен размеру HT2 отверстия, заданному по чертежу и размеру НT2 контура обработанной части со стороны трафарета 2 (Фиг.2).
Способ осуществляют следующим образом.
На заготовку 1 накладывают или наносят диэлектрические трафареты 2 и 3 с отверстиями, аналогичными контуру, заданному по чертежу, при этом трафарет 2 имеет размеры контура отверстия на величину уширения меньше по сравнению с соответствующим размером, заданным по чертежу, а трафарет 3 повторяет контур и размеры отверстия, заданные по чертежу, и имеет толщину, в два раза превышающую толщину трафарета 2.
Трафареты 2 и 3 совмещены по осям и положению на заготовке.
Электроды-инструменты 4 и 5 устанавливают с зазором s0 относительно заготовки 1.
Через зазоры прокачивают электролит, электрод-инструмент 4 подключают к отрицательному полюсу источника тока, а заготовку 1 - к положительному полюсу источника тока.
На первом этапе (Фиг.2) электрохимическую обработку ведут с выполнением под трафаретом 2 углубления на глубину (0,75-0,8)·t. Выбор этой глубины обоснован согласно [3 - стр.139], где погрешность процесса электрохимической обработки по глубине прошивки составляет ±10%, то есть минимально возможная толщина припуска в конце обработки на первом этапе составляет 0,2 толщины заготовки. С учетом погрешностей измерения глубина обработки после первого этапа изменяется в диапазоне (0,75-0,8)·t.
Обработку ведут в течение расчетного времени, устанавливаемого регулятором управления процессом (не показано). Время обработки τ1 на первом и τ2 на втором этапах рассчитывают по зависимостям, полученным из формулы [3 - стр.114]:
где t - толщина заготовки;
s0 - начальный зазор между обрабатываемой поверхностью заготовки и электродом-инструментом;
α - электрохимический эквивалент обрабатываемого материала;
η - выход по току;
ℵ - удельная электропроводность электролита;
γ - плотность материала заготовки;
u - напряжение на электродах;
Δu - потери напряжения.
После первого этапа обработки на заготовке остается припуск со стороны трафарета 3.
На втором этапе переключают напряжение с электрода-инструмента 4 на электрод-инструмент 5 и удаляют оставшуюся часть металла заготовки 1.
В результате размер контура отверстия со стороны трафаретов 2 и 3 практически повторяет размеры контура, заданные по чертежу, т.е. обеспечивается высокая точность обработки.
Трафарет 2 рассчитывают с учетом уширения ΔН по контуру отверстия.
Расчет выполняют для первого этапа обработки по зависимости
HT1=HT2-k·t, где:
НT2 - размер контура отверстия по чертежу,
HT1 - размер контура отверстия в трафарете 2,
k - коэффициент, учитывающий величину изменения уширения от глубины обработки, выбирают 0,1÷0,5,
t - толщина заготовки,
Пример осуществления способа.
Необходимо получить в листовом материале из стали 12Х18Н9Т толщиной 0,2 мм сквозные отверстия с сечением 0,08×0,08 мм с допуском ±3 мкм. Наносят на поверхность заготовки диэлектрические трафареты, например фоторезист СПФ-ВЩ, где трафарет для первого этапа обработки имеет толщину 25 мкм и отверстие сечением 0,07×0,07 мм, для второго этапа - толщина 50 мкм и сечение 0,08×0,08 мм. Зазор между электродами-инструментами и обрабатываемыми поверхностями 0,15 мм.
Электрохимическую обработку ведут при напряжении 12 В в комплексном электролите на базе 10% нитрита натрия при температуре Т 18-19°С. Потери напряжения составили 2,7 В. Время обработки на первом этапе 21 секунда. При этом произошел съем металла в заготовке около 80% от общего объема углубления. Длительность второго этапа 4 секунды. Измерения полученного отверстия показали стабильный размер от 0,078 до 0,082 мм.
Обработка таких же отверстий по способу-прототипу позволила получить отверстие от 0,074 до 0,085 мм, где процент брака составил до 22%. Таким образом, получено повышение точности обработки и достигнута задача, поставленная в заявке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| Способ электрохимической обработки | 1990 |
|
SU1839126A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240210C2 |
Изобретение относится к области машиностроения и может быть использовано для получения и обработки сквозных отверстий любого контура в листовых материалах. Один из электродов-инструментов подключают к отрицательному полюсу источника тока и через трафарет, находящийся на заготовке со стороны этого электрода-инструмента, ведут электрохимическую обработку до глубины 0,75-0,8 от толщины заготовки. После отключения первого электрода-инструмента подключают второй электрод-инструмент к отрицательному полюсу источника постоянного тока и проводят электрохимическую обработку через другой трафарет, находящийся на заготовке со стороны второго электрода-инструмента до получения отверстия с заданным размером. При проведении электрохимической обработки трафареты устанавливают соосно согласно положению обрабатываемого отверстия. Трафарет, используемый при обработке с помощью первого электрода-инструмента, выполняют с рабочим контуром, эквивалентным контуру обрабатываемого отверстия и уменьшенным на величину бокового уширения отверстия. Другой трафарет - с рабочим контуром, повторяющим заданный профиль обрабатываемого отверстия. Толщина первого трафарета в два раза тоньше толщины второго трафарета. Изобретение решает задачу повышения точности изготовления отверстий. 2 з.п. ф-лы, 3 ил.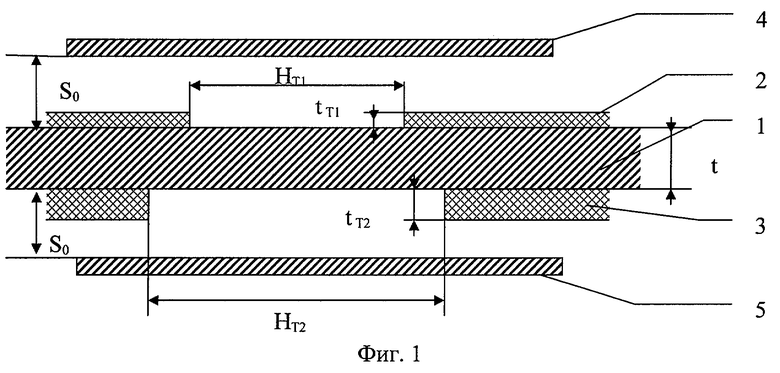
а на втором этапе в течение времени согласно зависимости
где t - толщина заготовки;
s0 - начальный зазор между обрабатываемой поверхностью заготовки и электродом-инструментом;
α - электрохимический эквивалент обрабатываемого материала;
η - выход по току;
 - удельная электропроводность электролита;
- удельная электропроводность электролита;
γ - плотность материала заготовки;
U - напряжение на электродах;
ΔU - потери напряжения.
| Способ размерной электрохимической обработки отверстий в листовых деталях | 1987 |
|
SU1657301A1 |

