Источник и концентратор ппоЗольяых УЗр: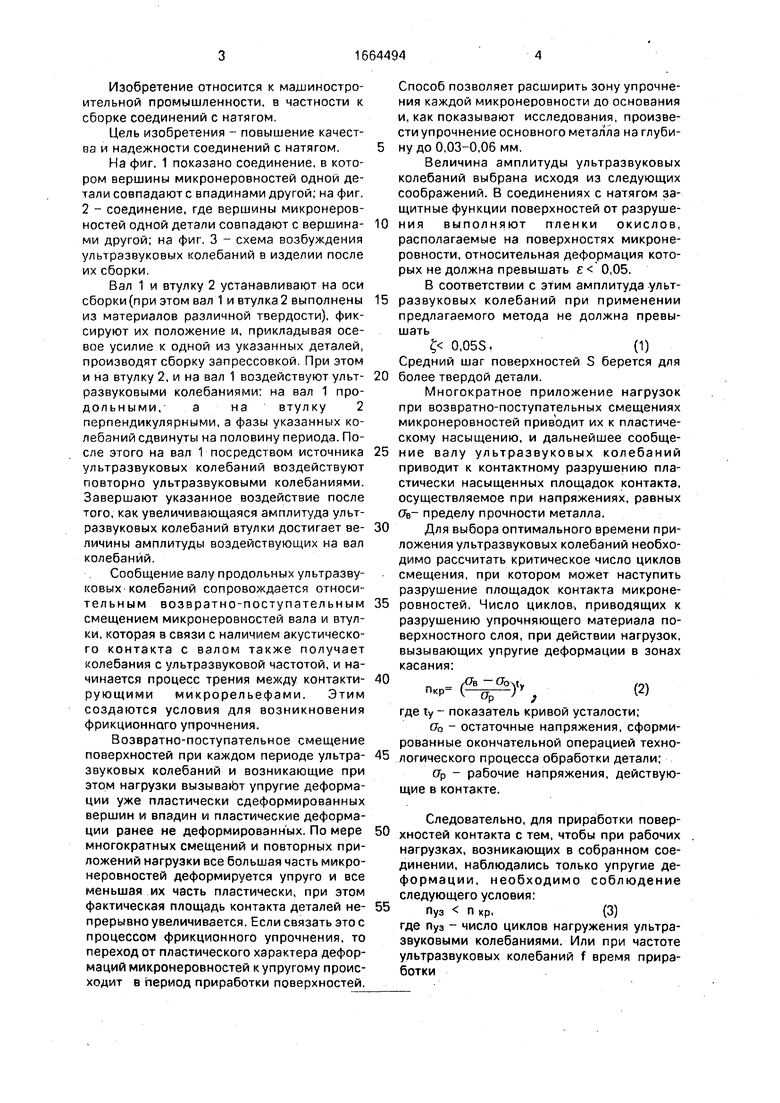
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки подвижного соединения типа вал-втулка | 1989 |
|
SU1682111A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ТИПА ВАЛ - ВТУЛКА | 1992 |
|
RU2023565C1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1764921A1 |
| СПОСОБ СБОРКИ СОЕДИНЕНИЯ ДЕТАЛЕЙ ВАЛ-ВТУЛКА | 1993 |
|
RU2086381C1 |
| Способ сборки запрессовкой деталей типа вал-втулка | 1988 |
|
SU1555101A1 |
| Способ сборки соединений типа вал-втулка | 1990 |
|
SU1761426A1 |
| Способ сборки прессовых соединений типа вал-втулка | 1990 |
|
SU1731568A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1987 |
|
SU1454637A1 |
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2423220C1 |
Изобретение относится к машиностроению, в частности к технологии сборки соединений с натягом. Цель изобретения - повышение качества и надежности соединений с натягом. Вал (В) 1 и втулку 2 устанавливают на оси сборки, фиксируют и собирают запрессовкой, одновременно воздействуя на обе детали ультразвуковыми колебаниями. После сборки деталей на В 1 повторно воздействуют ультразвуковыми продольными колебаниями до тех пор, пока амплитуды В 1 и втулки 2 не будут равны, что является сигналом для завершения процесса. 3 ил.
Фие.З
Изобретение относится к машиностроительной промышленности, в частности к сборке соединений с натягом.
Цель изобретения - повышение качест- оа и надежности соединений с натягом.
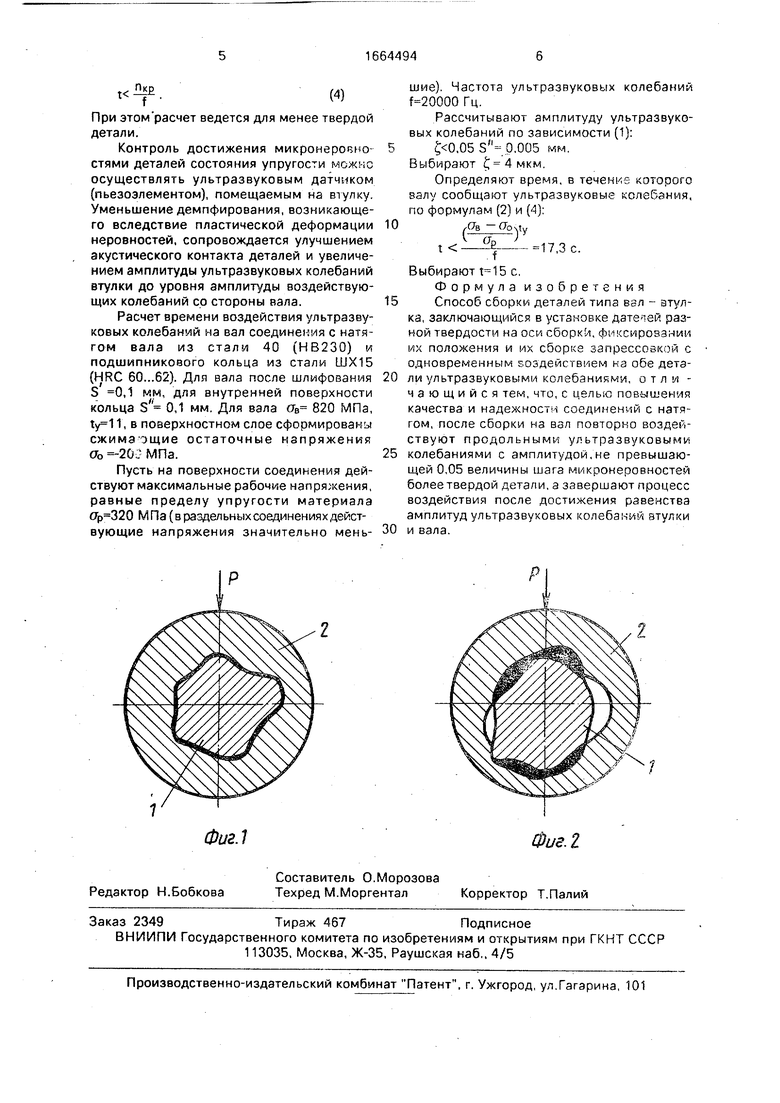
На фиг. 1 показано соединение, в котором вершины микронеровностей одной детали совпадают с впадинами другой; на фиг. 2 - соединение, где вершины микронеровностей одной детали совпадают с вершинами другой; на фиг. 3 - схема возбуждения ультразвуковых колебаний в изделии после их сборки,
Вал 1 и втулку 2 устанавливают на оси сборки (при этом вал 1 и втулка 2 выполнены из материалов различной твердости), фиксируют их положение и, прикладывая осевое усилие к одной из указанных деталей, производят сборку запрессовкой При этом и на втулку 2, и на вал 1 воздействуют ультразвуковыми колебаниями: на вал 1 продольными, а на втулку 2 перпендикулярными, а фазы указанных колебаний сдвинуты на половину периода. После этого на вал 1 посредством источника ультразвуковых колебаний воздействуют повторно ультразвуковыми колебаниями. Завершают указанное воздействие после того, как увеличивающаяся амплитуда ультразвуковых колебаний втулки достигает величины амплитуды воздействующих на вал колебаний.
Сообщение валу продольных ультразвуковых колебаний сопровождается относительным возвратно-поступательным смещением микронеровностей вала и втулки, которая в связи с наличием акустического контакта с валом также получает колебания с ультразвуковой частотой, и начинается процесс трения между контактирующими микрорельефами. Этим создаются условия для возникновения фрикционного упрочнения.
Возвратно-поступательное смещение поверхностей при каждом периоде ультразвуковых колебаний и возникающие при этом нагрузки вызывают упругие деформации уже пластически сдеформированных вершин и впадин и пластические деформации ранее не деформированных. По мере многократных смещений и повторных приложений нагрузки все большая часть микронеровностей деформируется упруго и все меньшая мх часть пластически, при этом фактическая площадь контакта деталей непрерывно увеличивается. Если связать это с процессом фрикционного упрочнения, то переход от пластического характера деформаций микронеровностей к упругому происходит в период приработки поверхностей.
Способ позволяет расширить зону упрочнения каждой микронеровности до основания и, как показывают исследования, произвести упрочнение основного металла на глубину до 0,03-0,06 мм.
Величина амплитуды ультразвуковых колебаний выбрана исходя из следующих соображений. В соединениях с натягом защитные функции поверхностей от разрушения выполняют пленки окислов, располагаемые на поверхностях микронеровности, относительная деформация которых не должна превышать Ј 0,05.
В соответствии с этим амплитуда ультразвуковых колебаний при применении предлагаемого метода не должна превышать
Ј 0,055.(1)
Средний шаг поверхностей S берется для
более твердой детали.
Многократное приложение нагрузок при возвратно-поступательных смещениях микронеровностей приводит их к пластическому насыщению, и дальнейшее сообщение валу ультразвуковых колебаний приводит к контактному разрушению пластически насыщенных площадок контакта, осуществляемое при напряжениях, равных сгв- пределу прочности металла.
Для выбора оптимального времени приложения ультразвуковых колебаний необходимо рассчитать критическое число циклов смещения, при котором может наступить разрушение площадок контакта микронеровностей. Число циклов, приводящих к разрушению упрочняющего материала поверхностного слоя, при действии нагрузок, вызывающих упругие деформации в зонах касания:
()ty ,(2)
где ty - показатель кривой усталости;
ОЬ - остаточные напряжения, сформированные окончательной операцией техно- логического процесса обработки детали;
7Р - рабочие напряжения, действующие в контакте.
Следовательно, для приработки повер- хностей контакта с тем, чтобы при рабочих нагрузках, возникающих в собранном соединении, наблюдались только упругие деформации, необходимо соблюдение следующего условия:
Пуз П КР,(3)
где Пуз - число циклов нагружения ультразвуковыми колебаниями. Или при частоте ультразвуковых колебаний f время приработки
t
Пкр f
(4)
При этом расчет ведется для менее твердой детали.
Контроль достижения микронеровностями деталей состояния упругости можно осуществлять ультразвуковым датчиком (пьезоэлементом), помещаемым на втулку. Уменьшение демпфирования, возникающего вследствие пластической деформации неровностей, сопровождается улучшением акустического контакта деталей и увеличением амплитуды ультразвуковых колебаний втулки до уровня амплитуды воздействующих колебаний со стороны вала.
Расчет времени воздействия ультразвуковых колебаний на вал соединения с натягом вала из стали 40 (НВ230) и подшипникового кольца из стали ШХ15 (HRC 60...62). Для вала после шлифования S 0,1 мм, для внутренней поверхности кольца s 0,1 мм. Для вала сгв 820 МПа, , в поверхностном слое сформированы сжима ощие остаточные напряжения Ob -20.: МПа.
Пусть на поверхности соединения действуют максимальные рабочие напряжения, равные пределу упругости материала МПа (в раздельных соединения к действующие напряжения значительно мень
-
0
шие). Частота ультразвуковых колебаний f 20000 Гц.
Рассчитывают амплитуду ультразвуковых колебаний по зависимости (1):
.05 0.005 мм. Выбирают Ј 4 мкм.
Определяют время, в течение которого валу сообщают ультразвуковые колебания, по формулам (2) и (4):
t
ХТв-Oosty
(п: )
t
,3 с.
15
20
25
30
Выбирают с.
Формула изобретения Способ сборки деталей типа вал - втулка, заключающийся в установке разной твердости на оси сборк и, фиксировании их положения и их сборке запрессовкой с одновременным воздействием на обе детали ультразвуковыми колебаниями, отличающийся тем, что, с целые повышения качества и надежности соединений с натягом, после сборки на взл повторно воздействуют продольными ультразвуковыми колебаниями с амплитудой,не превышающей 0,05 величины шага микронеровностей более твердой детали, а завершают процесс воздействия после достижения равенства амплитуд ультразвуковых колебаний втулки и вала.
| Способ соединения деталей вал-втулка | 1986 |
|
SU1344566A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
