Изобретение относится к устройствам для формования пленок и полотна экструзионным способом из полиэтилена, сырой резины и резинобутимных смесей и может использоваться в промышленности производства полимерных и строительных материалов.
Известно устройство для переработки полимерных материалов, содержащее корпус, выполненный с входной полостью, с формующим каналом и основной камерой для расплава, имеющей форму усеченного конуса, обращенного к выходному торцу экструзионной головки меньшим основанием, которое расположено от выходного торца на расстоянии 0,2-0,4 длины формующего канала, при этом дополнительная камера размещена перед основной в направлении экструзии и имеет больший, чем основная камера, объем.
Однако в такой конструкции экструзионного устройства возникает неравномерность распределения формуемой массы, перепады давления перед ее выходом из щели, что снижает качество формуемых изделий. Форма камер, выполненных в виде усеченных конусов, является не совсем оптимальной. В острых углах камер возникают завихрения полимерных материалов. На их раскручивание тратится время и снижается качество формуемого материала.
Наиболее близким по технической сущности к предложенному является устройство для формования полотна пленки экструзионным методом, содержащее корпус в виде двух прямоугольных плит с входной полостью, с формующим каналом, с системой обогрева и контроля температуры, причем корпус снабжен стяжным элементом. Формующий канал состоит из сужающейся к выходу из устройства распределительной камеры с усеченной грушевидной в поперечном сечении формой и основного распределительного канала, а на выходном торце корпуса размещены с образованием выпускной щели неподвижная планка и подвижная планка с силовыми регулировочными винтами, установленными на одинаковом расстоянии друг от друга [2].
Однако данное устройство не обеспечивает стабильность толщины формуемого полотна.
Задача изобретения заключается в обеспечении точности геометрических параметров формуемого полотна и равномерности скорости выхода масс из формующей щели по всей ее ширине, благодаря чему обеспечивается повышение качества изделий.
Данный технический результат достигается в изобретении благодаря тому, что в устройстве для формования полотна экструзионным методом, содержащем корпус в виде двух прямоугольных плит с входной полостью, с формующим каналом, с системой обогрева и контроля температуры, причем корпус снабжен стяжным элементом, формующий канал имеет сужающуюся в направлении выхода из устройства распределительную камеру с усеченной грушевидной в поперечном сечении формой и основной распределительный канал, согласно изобретению, корпус снабжен индикаторами контроля величины выпускной щели и ограничителями ширины формуемого полотна, смонтированными на подвижной планке, и съемным присоединительным фланцем, соединенным с плитами корпуса, при этом стяжной элемент выполнен в виде центрально расположенной шпильки с медным уплотнительным коническим кольцом, формующий канал выполнен распределительным дополнительным каналом, причем основной и дополнительный распределительные каналы имеют в поперечном сечении усеченную грушевидную форму с образованием с распределительной камерой в формующем канале ступенчатого уменьшения к торцу устройства площадей сечений щелевых отверстий в соотношении 1:0,8:0,6:0,2.
Изобретение обеспечивает стабильность толщины формуемого полотна по всей ширине за счет деформации верхней планки, а величина деформации, т. е. величина зазора между нижней и верхней планками контролируется и управляется при помощи индикаторов. Полотно можно получить разной конфигурации. Центральная стяжная шпилька исключает возможный прогиб корпуса, который возникает от большого давления, развиваемого экструдером, а медное уплотнительное коническое кольцо исключает вытекание формуемой смеси в зону электрообогрева. Предлагаемое устройство можно использовать на различных экструдерах за счет съемного присоединительного фланца, прикрепленного к корпусу, что обеспечивает универсальность устройства. Прочистка производится без снятия и без разборки устройства с экструдера, для этого достаточно снять крышки. Устройство для формования полотна просто в изготовлении и обслуживании, при этом за счет своей конструкции обеспечивает высокую заданную точность толщины формуемого полотна по всей ширине и равномерность давления и температуры массы перед ее выходом через щель формующих планок.
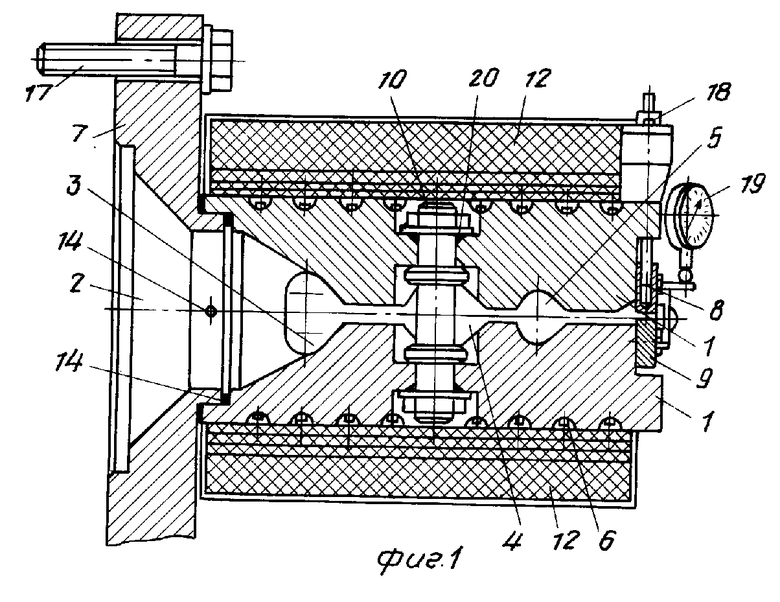
На фиг. 1 изображен общий вид устройства, продольный разрез; на фиг. 2 - то же вид сверху.
Устройство для формования полотна экструзионным методом содержит корпус 1 в виде двух прямоугольных плит с входной полостью 2 и с формующим каналом, имеющим распределительную камеру 3, основной распределительный канал 4 и дополнительный распределительный канал 5, распределительная камера 3, основной 4 и дополнительный 5 распределительные каналы имеют сужающуюся в направлении выхода из устройства усеченную грушевидную в поперечном сечении форму с образованием в формующем канале ступенчатого уменьшения к торцу устройства площадей сечений щелевых отверстий в соотношении 1:0,8:0,6:0,2. Корпус 1 устройства снабжен системой и контроля температуры с автоматическим управлением 6 и съемным присоединительным фланцем 7, соединенным с плитами корпуса 1. На выходном торце устройства смонтированы с образованием выпускной щели верхняя подвижная планка 8 и нижняя неподвижная планка 9. Корпус 1 снабжен стяжным элементом, выполненным в виде центрально расположенной шпильки 10, крышками - заглушками 11, теплоизоляцией 12, предназначенной для увеличения КПД электрообогрева, стяжными болтами 13, уплотнением 14 из медной проволоки. Для определения температуры нагрева предназначен датчик 15. Съемный фланец 7 прикреплен к корпусу 1 болтами 16 и присоединен к экструдеру болтами 17. Для изменения величины выпускной щели установлены на одинаковом расстоянии друг от друга силовые регулировочные винты 18. Для контроля величины зазора между планками 8 и 9 корпус 1 снабжен индикаторами контроля 19. Шпилька 10 смонтирована в корпусе 1 посредством медного уплотнительного конического кольца 20. На верхней подвижной планке 8 размещены индикаторы 19 контроля величины выпускной щели и ограничитель 21 ширины формуемого полотна.
Устройство работает следующим образом.
Масса полимера подается во входную полость 2 устройства под давлением, создаваемым экструдером. Происходит заполнение мастикой распределительной камеры 3, а также уплотнение мастики и достижение давления в этой зоне, равного экструзионному. В камере 3 грушевидной формы не образуется "мертвых зон" и не происходит завихрения материала. Затем мастика подается по щелевому отверстию в распределительные каналы 4,5 с меньшим объемом, где также происходит уплотнение мастики. Равномерность давления и температуры массы перед выходом ее через выпускную щель формующих планок 8,9 обеспечивается за счет ступенчатого уменьшения площади сечения щелевых отверстий и большой теплоинертности массы металла корпуса 1. Это обеспечивает равномерность скорости выхода массы из формующей выпускной щели по всей ее ширине. Точность геометрических параметров формуемого полотна достигается по толщине возможностью регулирования величины выпускной щели посредством винтов 18 и контролем регулировки индикаторами 19; по ширине полотна точность достигается посредством двух ограничителей 21 формуемого полотна, установленных на подвижной планке 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2210500C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШЛАНГОВ И ПЛОСКОСВОРАЧИВАЕМЫХ РУКАВОВ С АРМИРУЮЩИМ КАРКАСОМ ИЗ СИНТЕТИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2081749C1 |
| Напорный ящик бумагоделатель-НОй МАшиНы | 1979 |
|
SU800268A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| ГЛУШИТЕЛЬ ШУМА | 1990 |
|
SU1834395A1 |
| ПОРШНЕВОЙ МИНИ-ЭКСТРУДЕР | 2015 |
|
RU2620790C1 |
| ЗАРЯД ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2006 |
|
RU2326261C1 |
| Устройство для намотки полотна в рулон | 1989 |
|
SU1611825A1 |
| ВРАЩАЮЩАЯСЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЮЩЕЙСЯ ПЛЕНКИ НА ОСНОВЕ КРАХМАЛА ЭКСТРУЗИЕЙ С РАЗДУВКОЙ | 2009 |
|
RU2447992C1 |

Использование: формование пленок и полотен экструзионным методом в промышленности производства полимерных и строительных материалов. Сущность изобретения: устройство содержит корпус в виде двух прямоугольных плит со съемным фланцем. Формующий канал корпуса имеет сужающиеся по ходу движения массы камеры. Они выполнены усеченной грушевидной формы со ступенчатым уменьшением площади сечения щелевых отверстий в соотношении 1 : 0,8 : 0,6 : 0,2. На выходном торце корпуса расположены подвижная и неподвижная планки с регулировочными винтами. На подвижной планке укреплены индикаторы контроля величины выходного зазора. Плиты корпуса соединены центральной стяжной шпилькой с медным уплотнительным коническим кольцом. При работе устройства обеспечивается заданная точность толщины формуемого полотна и равномерность давления и температуры массы в устройстве. 2 ил.
УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОТНА ЭКСТРУЗИОННЫМ МЕТОДОМ, содержащее корпус в виде двух прямоугольных плит с входной полостью, формующим каналом, системой обогрева и контроля температуры, причем корпус снабжен стяжным элементом, формующий канал имеет сужающуюся в направлении выхода из устройства распределительную камеру с усеченной грушевидной в поперечном сечении формой и основной распределительный канал, а на выходном торце устройства смонтированы с образованием выпускной щели неподвижная и подвижная планки, снабженные силовыми регулировочными винтами, установленными на одинаковом расстоянии друг от друга, отличающееся тем, что корпус снабжен индикаторами контроля величины выпускной щели и ограничителями ширины формуемого полотна, смонтированными на подвижной планке, и съемным присоединительным фланцем, соединенным с плитами корпуса, при этом стяжной элемент выполнен в виде центрально расположенной шпильки с медным уплотнительным коническим кольцом, формующий канал выполнен с дополнительным распределительным каналом, причем основной и дополнительный распределительные каналы имеют в поперечном сечении усеченную грушевидную форму с образованием с распределительной камерой в формующем канале ступенчатого уменьшения к торцу устройства площадей сечений щелевых отверстий в соотношении 1 : 0, 8 : 0, 6 : 0,2.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фишер Э | |||
| Экструзия пластических масс | |||
| М.: Химия, 1970, с.178 - 179. | |||
