Изобретение относится к области машиностроения, в частности к оборудованию переработки неметаллических материалов, и может быть использовано в производстве резинотехнических, полимерных, пластмассовых и др. неметаллических изделий методом непрерывной экструзии.
Известны:
1) Устройство для формирования полотна экструзионным методом (пат. RU 2023591, МКИ В 29 С 47/14), сущность которого состоит в том, что корпус снабжен индикаторами контроля величины выпускной щели и ограничителями ширины формируемого полотна и съемным присоединительным фланцем, соединенным с плитами корпуса. Формирующий канал выполнен с дополнительным распределительным каналом.
Недостатки:
- сложность конституции и переналадки;
- отсутствие возможности непрерывного формирования;
- высокая себестоимость.
2) Машина червячная для профилирования и фильтрования резиновых смесей (пат SU 1514637, МКИ В 29 С 47/68), содержащая корпус с червяком, фильтрующий узел и головку с профилирующим каналом, целью которого является повышение производительности за счет повышения давления смеси в профилирующем канале.
Недостаток:
- профилирующее устройство выполнено конструктивно стационарным, что усложняет процесс переналадки;
- отсутствует возможность непрерывности процесса;
- дороговизна;
- ограниченные технологические возможности.
3) Экструзионная головка для формирования и непрерывного профилирования изделий (пат. SU 1669746, В 29 С 47/68) из полимерных материалов, содержащая корпус с каналами для отвода загрязнений, матрицу, формирующий дорн и фильтрующий элемент в виде вращающегося двухступенчатого дорна.
Изобретение ставит своей целью снижение потерь при производстве длинномерных изделий.
Недостаток:
- отсутствие универсальности в использовании;
- сложность конструкции и переналадки, следовательно дороговизна.
Задачей изобретения является создание установки простой по конструкции, надежной и универсальной при эксплуатации с возможностью переработки разнообразных по свойствам неметаллических материалов, также получение из них изделий любой, заранее заданной длины и профиля при непрерывности технологического процесса.
Поставленная задача достигается тем, что на корпусе экструдера в области выходного отверстия установлен разъемный корпус, на одной части которого смонтирована сменная упорная планка, контактирующая с выходным отверстием, в стенки разъемного корпуса вмонтирована ось вращения с установленным на ней барабаном-матрицей, состоящей из сменных дисков-реборд и кольца, соединенных между собой стяжными винтами, причем упорная планка, диски-реборды, кольцо и внутренняя округлая поверхность второй части разъемного корпуса образуют профилирующий канал. Кроме того, коренные шейки оси барабана-матрицы, смонтированные в разъемном корпусе, выполнены по отношению к оси вращения барабана-матрицы с эксцентриситетом.
Наличие вращающегося барабана-матрицы со сменными дисками-ребордами, сменным кольцом и упорной съемной планкой, позволяют получать профили любой заданной формы и длины. Возможность вращения барабана-матрицы под действием избыточного давления, образующегося в выходном отверстии экструдера, позволяют осуществить непрерывный процесс получения изделий.
Установка оси барана-матрицы с эксцентриситетом позволяет регулировать зазор между упорной планкой и кольцом барабана-матрицы, тем самым исключает возможность попадания формовочной массы вне профильного канала и обеспечивает надежность вращения барабана-матрицы в необходимом направлении.
На фиг.1 - изображен общий вид и продольное сечение червячного экструдера с поперечным полусечением барабана-матрицы в разъемном корпусе.
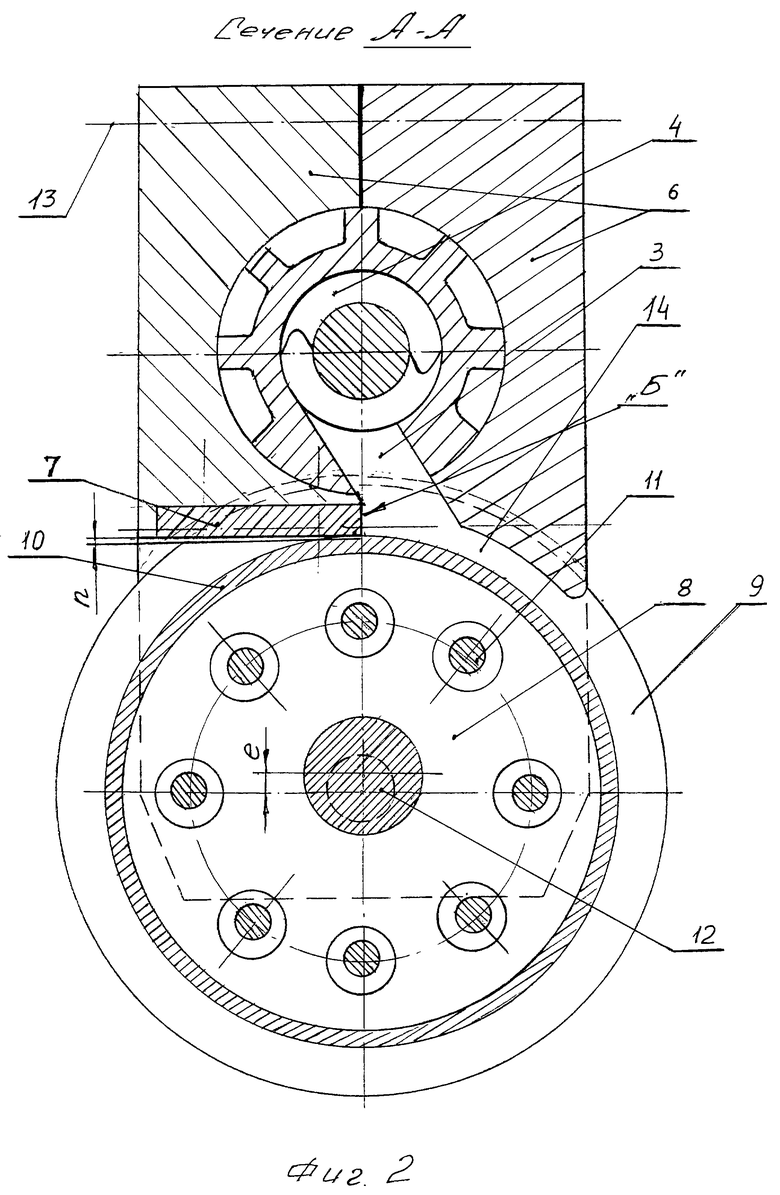
На фиг. 2 - сечение А-А фиг.1 поперечное сечение червячного экструдера, разъемного корпуса и профильный вид барабана-матрицы.
Устройство содержит экструдер 1, в корпусе которого имеются входное 2 и выходное 3 отверстия. Корпус экструдера 1 и вмонтированный в него пресс-червяк 4 образуют рабочую камеру 5. На экструдере 1 в области выходного отверстия 3 смонтирован разъемный, состоящий из 2-х частей корпус 6. На одной части корпуса 6 установлена сменная упорная планка 7, контактирующая с одной стороной выходного отверстия 3. Барабан-матрица 8 состоит их сменных дисков-реборд 9, сменного кольца 10, соединенных стяжными винтами 11. Ось 12 с барабаном-матрицей 8 установлена между 2-мя частями разъемного корпуса 6, которые скрепляются стяжными винтами 13, причем коренные шейки оси 12, установленные на 2-х частях разъемного корпуса 6, выполнены по отношению к оси, где смонтирован барабан-матрица 8, с эксцентриситетом. Внутренняя поверхность второй части корпуса 6 имеет округлую поверхность, идентичную поверхности сменного кольца 10 и образует вместе с ним, дисками-ребордами 9 и поверхностью "Б" сменной упорной планки 7 профилирующий канал 14 (фиг.2).
Работа устройства осуществляется следующим образом.
Перед основной работой проводят наладочные подготовительные операции состоящие в следующем:
в зависимости от профиля изделия, которое необходимо получить, подбирают соответствующие нужному профилю: диски-реборды 9, кольцо 10 и упорную планку 7, причем поверхность "Б" планки соответствует профилю кольца 10. Собирают барабан-матрицу 8, для чего сменное кольцо 10 соединяют с дисками-ребордами 9 при помощи стяжных винтов 11. Затем барабан-матрицу 8 устанавливают с осью 12 на разъемный корпус 6 и скрепляют его винтами 13, предварительно установив съемную планку 7 на одну из частей разъемного корпуса 6. Поворотом оси 12 в корпусе 6 за счет эксцентриситета "е" проводят регулировку зазора "n" между планкой 7 и кольцом 10, доводя его до размера не более 0,01 мм и условия, при котором планка 7 своей кромкой на плоскости "Б" скользит по наружной поверхности кольца 10, не мешая при этом свободному вращению барабана-матрицы 8, и проводит фиксацию коренных шеек оси в разъемном корпусе.
Затем осуществляют основной цикл работы: включают привод и приводят во вращение пресс-червяк 4. Через входное отверстие 2 подают сырье, которым могут быть любые неметаллические материалы (пластмассы, полимеры, резиноволокнистые смеси и т.п.). После полного заполнения рабочей камеры 5 перерабатываемый материал, отталкиваясь от поверхности "Б" съемной упорной планки 7, поступает в профилирующий канал 14 (фиг.2) и за счет образовавшегося в рабочее камере 5 избыточного давления заставляет вращаться барабан-матрицу 8. При этом происходит профилирование длинномерного изделия, которое укладывают в кассету-поддон и отсекают по мере достижения необходимой длины (на чертеже не показано).
При необходимости изменения профиля изделия проводят замену дисков-реборд 9, сменного кольца 10 и съемной планки 7, получая тем самым изделия другого требуемого профиля и длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕССТУПЕНЧАТЫЙ РЕВЕРСИВНЫЙ ВАРИАТОР | 2002 |
|
RU2221946C2 |
| РЕМЕНЬ КЛИНОВОЙ | 2001 |
|
RU2208726C1 |
| ДВИГАТЕЛЬ ДВУХВАЛЬНЫЙ ПОРШНЕВОЙ С ДВУХСТОРОННИМИ РАБОЧИМИ ХОДАМИ | 2011 |
|
RU2478794C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2002 |
|
RU2229639C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| КОРМОПРИГОТОВИТЕЛЬ | 2014 |
|
RU2579773C1 |
| Устройство для накатки порошка на внутреннюю поверхность колец | 1982 |
|
SU1186387A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОТЕКТОРНЫХ ЗАГОТОВОК АВТОМОБИЛЬНЫХ ШИН И СПОСОБ НА ОСНОВЕ ЭТОГО УСТРОЙСТВА | 2008 |
|
RU2387544C2 |
| УСТРОЙСТВО ДЛЯ СБОРА НЕФТИ И НЕФТЕПРОДУКТОВ С ПОВЕРХНОСТИ ВОДОЕМОВ | 2003 |
|
RU2248428C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ПОДЪЕМА И ДВИЖЕНИЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2008 |
|
RU2388653C2 |
Изобретение относится к области машиностроения, в частности к оборудованию для переработки неметаллических материалов, и может быть использовано в производстве резинотехнических, пластмассовых и других неметаллических изделий методом экструзии. Устройство содержит механический привод, экструдер с пресс-червяком, входным и выходным отверстиями. На корпусе экструдера в области выходного отверстия установлен разъемный корпус. На одной части корпуса смонтирована сменная упорная планка, контактирующая с выходным отверстием экструдера. В стенки разъемного корпуса вмонтирована ось вращения с установленным на ней барабаном-матрицей. Барабан-матрица состоит из сменных дисков-реборд и кольца, соединенных между собой стяжными винтами. Упорная планка, диски-реборды, кольцо и внутренняя округлая поверхность второй части разъемного корпуса образуют профилирующий канал. Коренные шейки оси барабана-матрицы, смонтированные в разъемном корпусе, выполнены по отношению к оси вращения барабана-матрицы с эксцентриситетом. 1 з.п.ф-лы, 2 ил.
| Экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала | 1989 |
|
SU1669746A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОТНА ЭКСТРУЗИОННЫМ МЕТОДОМ | 1992 |
|
RU2023591C1 |
| SU 1514637 А, 15.10.1989 | |||
| ПОВОРОТНАЯ ГОЛОВКА К ЧЕРВЯЧНОМУ НРЕССУ ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 0 |
|
SU234653A1 |
| 1971 |
|
SU412217A1 | |
| РЕАГЕНТ-МОДИФИКАТОР | 0 |
|
SU381402A1 |
| US 4944666 А, 31.07.1990 | |||
| DE 3820790 A1, 21.12.1989. | |||

