Изобретение относится к анодированию сплавов алюминия и может быть использовано в машиностроении для изготовления изделий с износостойкими покрытиями.
Благодаря физико-механическим свойствам, технологичности изготовления изделий сложной конфигурации деформируемые и литейные алюминиевые сплавы находят возрастающее применение при изготовлении деталей узлов трения металлообрабатывающего оборудования. При этом остро стоит задача получения на них защитных покрытий, устойчивых к длительному воздействию абразивных частиц и смазочно-охлаждающих сред. Одним из путей решения задачи является нанесение покрытий на основе оплавленной окиси алюминия и окиси кремния способом электрохимического микродугового оксидирования. Решающее значение для многолетней эксплуатации изделия с износостойким покрытием является толщина монолитного легированного корундового слоя, а для практического применения возможность получения его с высокой производительностью на различных деформируемых и литейных алюминиевых сплавах.
Известен способ микродугового анодирования металлов в щелочном электролите, включающий анодирование симметричным переменным током частотой 50 Гц с плотностью тока в катодном импульсе 3,3-52 А/дм2 и соотношением плотностей тока в катодном и анодном импульсах 1,1-1,3 [1].
Данный способ позволяет получить покрытия на Ti, Zr, Hf, C (графит) с высокой степенью оплавления, что обеспечивает снижение пористости и, следовательно, повышение термостойкости покрытий. Однако для получения износостойких покрытий на алюминии и алюминиевых сплавах этот способ не может быть использован, так как при отношении плотностей тока в катодном и анодном импульсах больше 0,95 износостойкие покрытия получить не удается вследствие избыточного теплового вклада катодного импульса, частично разрушающего монолитный слой покрытия на алюминиевой основе.
Известен способ микродугового анодирования металлов и сплавов, позволяющий получать износостойкие покрытия на алюминии и его деформируемых сплавах, например Д16.
Недостатком этого способа является получение двухслойного покрытия, состоящего из внешнего поликристаллического слоя монолитного проплавленного внутреннего слоя, обладающего высокой (близкой к теоретической) твердостью (2300 кГ/мм2) и износостойкостью. Внешний кристаллический слой имеет значительно худшие показатели. Кроме того для наращивания на сплаве Д16 монолитного слоя покрытия максимальной толщины 250 мкм требуется 8,33 ч.
Наиболее близким к предлагаемому изобретению является способ нанесения покрытий на алюминиевые сплавы, включающий микродуговое анодирование в щелочных силикатосодержащих растворах при наложении асимметричного переменного тока с равной длительностью положительных и отрицательных импульсов.
В известном способе для увеличения скорости формирования и толщины покрытия анодирование ведут при непрерывном равномерном уменьшении частоты следования импульсов от 1000 до 1 Гц в течение всего времени обработки, при этом скорость формирования монолитного слоя покрытия составляет 50 мкм/ч, для получения на сплаве Д16 такого слоя максимальной толщины требуется 12 ч.
Целью изобретения является повышение скорости формирования и толщины монолитного слоя.
Цель достигается тем, что в отличие от известного способа нанесения покрытий на алюминиевые сплавы, включающего микродуговое анодирование в щелочных силикатосодержащих растворах при наложении асимметричного переменного тока с равной длительностью положительных и отрицательных импульсов, анодирование проводят по меньшей мере в двух из трех растворов, содержащих, г/л: гидроокись натрия 0,20-0,30 жидкое стекло натриевое 0,5-2,0 гидроокись натрия 0,31-0,40 жидкое стекло натриевое 2,5-7,5 гидроокись натрия 0,41-0,50 жидкое стекло натриевое 8,0-50,0 в последовательности возрастания в них щелочности и концентрации солей, а переменный ток налагают в виде импульсов напряжения промышленной частоты и треугольной формы с нелинейным изменением напряжения от амплитудного значения до нуля за длительность каждого импульса при амплитуде напряжения положительных импульсов в интервале 300-400 и амплитуде напряжения отрицательных импульсов, составляющей 0,01-0,4 амплитуды напряжения положительных импульсов в течение всего процесса.
Способ осуществляют следующим образом.
Предлагаемый способ может быть использован для нанесения износостойких покрытий на различные алюминиевые сплавы, например деформируемые сплавы АД, АМг2, АМг4, АД31, АК2, АК6, дюрали Д1, Д16, литейные сплавы АЛ2, АЛ4, АЛ7, АЛ8, АЛ9, АЛ13, АЛ19, АЛ26 и др.
По возможности получения и скорости роста монолитных износостойких внутренних слоев алюминиевые сплавы различаются, что связано с наличием различных легирующих добавок и структурой сплавов. При этом требуемые качества, скорость роста и толщину окисного покрытия, легко достигаемые на чистом алюминии, сравнительно более трудно получить на деформируемых сплавах (Д16) и тем более на литейных сплавах. В частности микродуговой режим анодирования не может быть достигнут из-за сильного растравливания и шламообразования на поверхности изделий, изготавливаемых из литейных сплавов.
Согласно предлагаемому изобретению изделия из алюминиевых сплавов обрабатывают в режиме микродугового анодирования по меньшей мере в двух из трех растворов, содержащих, г/л: раствор I гидроокись
натрия 0,20-0,30
жидкое стекло
натриевое 0,5-2,0 раствор II гидроокись
натрия 0,31-0,40
жидкое стекло
натриевое 2,5-7,5 раствор III гидроокись
натрия 0,41-0,50
жидкое стекло
натриевое 8,0-50,0
В последовательности возрастания в них щелочности и концентрации солей, т. е. в последовательности I -> II -> III, II -> III или I -> II (если нет необходимости наращивания монолитных слоев высокой толщины). При этом деформируемые сплавы обрабатывают в последовательности I -> II -> III, II -> III, I -> III, а литейные I -> II -> III. Растворы готовят растворением в дистиллированной воде расчетных количеств натрия (ГОСТ 4328-77) и жидкого стекла натриевого с модулем выше 2,6 (марка В по ГОСТ 13078-81).
Анодирование изделий ведут в водоохлаждаемых ваннах из нержавеющей стали, обеспечивающих поддержание температуры растворов 20-30оС, при этом корпус ванны служит противоэлектродом. Последовательная обработка в растворах со значительно меньшими щелочностью и концентрацией солей при условии соблюдения указанного выше токового режима уже в растворе I практически сразу, а в последующих растворах сразу позволяет начать процесс в микродуговом режиме, при котором скорость роста внутреннего монолитного слоя максимальна. За время анодирования в растворе I 5-30 мин на алюминиевых сплавах формируется двухслойное покрытие, в котором толщина монолитного слоя составляет 10-30 мкм.
При обработке в растворах II и III соответственно за последующие 10-30 мин и 30-60 мин образуются покрытия толщиной монолитного слоя 30-180 мкм соответственно. Время обработки в растворах I, II и III ограничено снижением скорости роста монолитного внутреннего слоя покрытия. Увеличение продолжительности обработки в растворе III позволяет получить покрытия, в которых толщина монолитного слоя достигает 0,7 мм и выше. При этом монолитный внутренний слой 140-700 мкм составляет 0,5-0,76 общей толщины покрытия.
Выход за пределы концентраций солей в растворах с указанными составами приводит к снижению скорости роста и максимальной толщины монолитного внутреннего слоя покрытия.
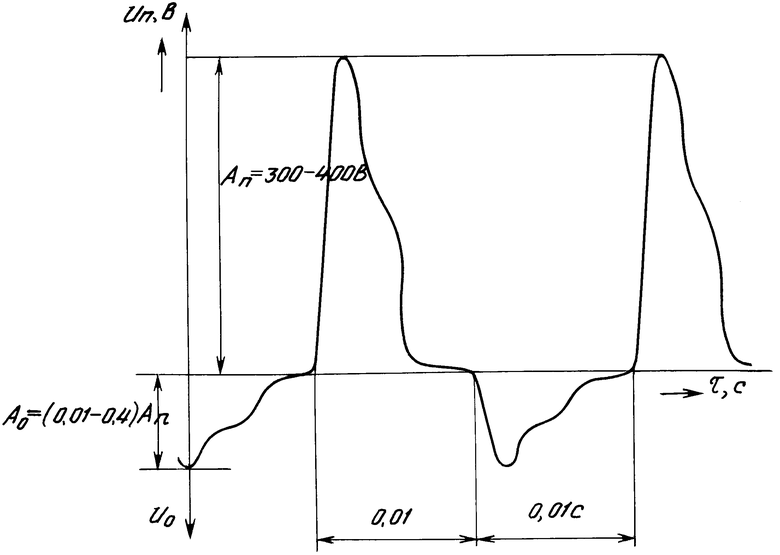
В отличие от известных способов, в которых поддерживают оптимальную плотность тока положительных (анодных) импульсов и отношение к ней плотности тока отpицательных (катодных) импульсов до определения величин, в предлагаемом способе в течение всего процесса обработки амплитуду напряжения положительных импульсов (Aп) поддерживали в интервале 300-400 В, а амплитуду отрицательных импульсов (Ao) в зависимости от вида алюминиевого сплава в интервале Ao = (0,01-0,4)Aп.
Кроме этого переменный ток налагают в виде импульсов напряжения промышленной частоты и треугольной формы с нелинейным изменением напряжения от амплитудного значения до нуля за длительность каждого положительного и отрицательного импульса.
На чертеже приведен график, иллюстрирующий предлагаемый способ.
Указанная форма импульса благоприятна с точки зрения равномерного зажигания и горения микродуговых разрядов по всей поверхности изделия, что особенно проявляется при высокой скорости роста монолитного внутреннего слоя на начальных этапах обработки в растворах I, II, III. При указанной форме импульсов наряду с оплавлением нарастающего покрытия значительно снижены эффекты разрушения оплавленного слоя за счет воздействия компонентов раствора и тепловых перегрузов как во время действия единичного импульса, так и в течение процесса по мере роста покрытия.
Применение переменного тока промышленной частоты по сравнению с прототипом позволяет значительно упростить процесс и в то же время получить покрытие с требуемыми свойствами, так как в достаточно широкой области частот процесс микродугового горения не переходит в дуговые разряды. Максимальные и минимальные значения Ao и Aп ограничивают область наиболее высоких скоростей роста и толщин монолитных внутренних слоев покрытия, а выбор их внутри интервалов определяется видом обрабатываемого алюминиевого сплава.
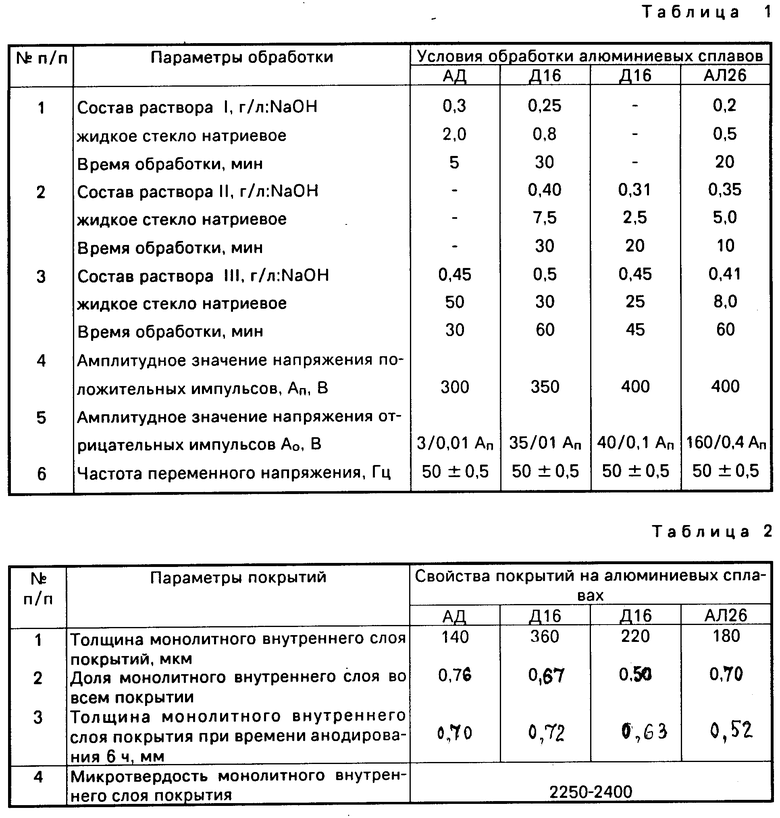
В табл. 2 приведены свойства получаемых покрытий в условиях, описанных в табл. 1, и с продлением времени анодирования в растворе III до времени общего анодирования 6 ч.
Как видно из табл. 1, 2, предлагаемый способ обеспечивает следующие технико-экономические преимущества по сравнению с прототипом: сравнимые по толщине износостойкие покрытия могут быть получены в 2-3 раза быстрее; толщины, близкие к максимальным, имеют в 1,1-1,3 раза более высокие значения; способ позволяет значительно снизить расход электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА АЛЮМИНИИ И ЕГО СПЛАВАХ | 2010 |
|
RU2424381C1 |
| СПОСОБ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2008 |
|
RU2389830C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВЕНТИЛЬНЫЕ МЕТАЛЛЫ И ИХ СПЛАВЫ | 1993 |
|
RU2077612C1 |
| СПОСОБ АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2039133C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 1991 |
|
RU2026890C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА СПЛАВАХ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2013 |
|
RU2527110C1 |
| ЭЛЕКТРОЛИТ ДЛЯ МИКРОДУГОВОГО АНОДИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2147323C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧЕРНОГО ИЗНОСОСТОЙКОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА АЛЮМИНИИ И СПЛАВАХ НА ЕГО ОСНОВЕ МЕТОДОМ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2014 |
|
RU2570869C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ УГЛЕРОДНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071999C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛАХ С УНИПОЛЯРНОЙ ПРОВОДИМОСТЬЮ | 1993 |
|
RU2110623C1 |
Использование: в машиностроении для изготовления изделий с износостойкими покрытиями. Сущность изобретения: способ включает микродуговое анодирование по меньшей мере в двух или трех растворах, содержащих, г/л: гидроокись натрия 0,20 - 0,30; жидкое стекло натриевое 2,5 - 7,05 /П/; гидроокись натрия 0,41 - 0,50; жидкое стекло натриевое 8,0 - 50,0 /Ш/ - в последовательности возрастания в них щелочности и концентрации солей, при наложении асимметричного переменного тока промышленной частоты с равной длительностью положительных и отрицательных импульсов напряжения треугольной формы с нелинейным изменением напряжения от амплитудного значения до нуля за длительность каждого импульса, при этом соотношение амплитуд напряжения положительных и отрицательных импульсов составляет 0,01 - 0,4. 1 ил., 2 табл.
СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА АЛЮМИНИЕВЫЕ СПЛАВЫ, включающий микродуговое анодирование в щелочных силикатосодержащих растворах при наложении асимметричного переменного тока с равной длительностью положительных и отрицательных импульсов, отличающийся тем, что, с целью повышения скорости формирования и толщины монолитного внутреннего слоя покрытия, анодирование ведут по меньшей мере в двух растворах, выбранных из группы и содержащих, г/л:
Гидроокись натрия 0,20 - 0,30
Жидкое натриевое стекло 0,5 - 2,0
и/или
Гидроокись натрия 0,31 - 0,40
Жидкое натриевое стекло 2,5 - 7,5
и/или
Гидроокись натрия 0,41 - 0,5
Жидкое натриевое стекло 8,0 - 50,0
при последовательном возрастании в них концентрации компонентов, а переменный ток налагают в виде импульсов напряжения промышленной частоты треугольной формы с нелинейным изменением напряжения от амплитудного значения до нуля при соотношении амплитуд напряжения положительных и отрицательных импульсов 0,01 - 0,4.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1489221, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
