Изобретение относится к неразрушающему контролю деталей, а конкретно к магнитопорошковой дефектоскопии.
Известен способ нанесения магнитопорошковой суспензии, при котором суспензию подают под давлением к контролируемой детали и ее поливают [1].
К недостаткам полива относится излишний расход суспензии, загрязненность рабочего места, а также невозможность получить достоверный рисунок в месте дефекта и надежно его зафиксировать. В результате стекания суспензии, под действием сил поверхностного натяжения на поверхности детали образуются подтеки, которые при вращении детали образуют на ее поверхности "разводы", являющиеся причиной получения недостоверного рисунка дефекта. Это затрудняет визуальный контроль, а также автоматизацию результатов контроля. Кроме того, поскольку визуальный контроль ведется в остаточном магнитном поле, т. е. после ухода катушки, то требуются дополнительные средства для фиксирования порошка в месте дефекта.
Цель изобретения - нанесение масляной магнитопорошковой суспензии на вращающуюся деталь таким образом, чтобы избежать стекания и перемещения суспензии и при этом надежно фиксировать магнитный порошок в месте дефекта и получить достоверный его рисунок.
Это достигается тем, что в способе нанесения суспензии в магнитопорошковом контроле, включающем подачу суспензии под давлением, перед нанесением суспензию нагревают до 50-100оС и придают ей вихревое движение.
Нагрев до температуры меньше 50оС не обеспечивает необходимой вязкости суспензии, а нагрев выше 100оС приводит к возникновению масляного тумана в атмосфере цеха, что недопустимо по санитарно-гигиеническим требованиям.
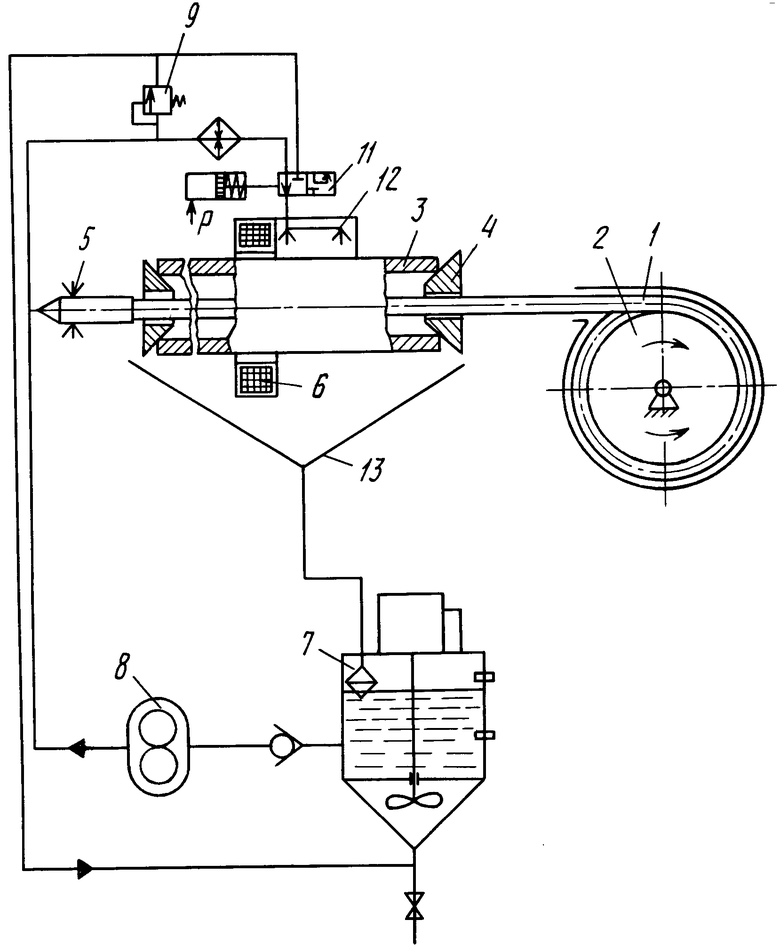
На чертеже представлена система полива и намагничивания.
Система полива и намагничивания содержит гибкий медный многожильный кабель 1 для циркулярного намагничивания, барабан 2 для намотки кабеля, устанавливаемого в контролируемой детали 3, зажимающие деталь конуса 4, токоподводящие клеммы 5, катушку 6, станцию 7 подготовки суспензии, электронасосный агрегат 8, переливной клапан 9, нагреватель 10 суспензии, пневмоуправляемый гидрораспределитель 11, форсунки 12 с завихрителем, сборник 13 суспензии.
Для осуществления способа производят следующие операции. Деталь 3 с помощью крана укладывают в ориентирующие призмы, обеспечивающие соосность детали и зажимающих конусов, и зажимают. Барабан 2, вращаясь, проталкивает кабель 1 внутрь детали и через отверстия зажимающих конусов. После зажима наконечника кабеля в токоподводящих клеммах 5 через кабель 1 пропускается ток 5 кА, напряжением 12 В, что создает необходимое циркулярное намагничивание.
Для получения комбинированного намагничивания через катушку 6 пропускается переменный ток напряжением 380 В, частотой 50 Гц.
В месте прохождения катушки, т.е. в комбинированном магнитном поле наносят, магнитопорошковую суспензию таким образом, чтобы избежать стекания и перемещения суспензии по детали после ухода катушки с места полива. Для этого посредством станции подготовки суспензии 7 осуществляют фильтрацию и перемешивание поступающей из сборника 13 отработанной суспензии. С помощью электронасосного агрегата 8 подготовленную суспензию подают под давлением 6-9 атм. Давление в напорной магистрали поддерживают с помощью переливного клапана 9. Нагревателем 10 суспензию нагревают до температурыя 50 ... 100оС и подают в сливную магистраль переливного клапана 9.
В момент нанесения суспензии срабатывает гидрораспределитель 11, с помощью которого поток нагретой суспензии подается к форсункам 12, в которых выполнены спиральные канавки, обеспечивающие завихрение струи суспензии при выходе ее из сопла форсунки. Таким образом суспензию распыляют в месте комбинированного намагничивания.
Заявленным способом магнитопорошковую суспензию МЛД-1 ТУ 38-1013-70 с концентрацией порошка 5 г/л наносили на толстостенные трубы диаметром до 360 мм, длиной до 8000 мм. На детали образовывается тонкий ровный слой суспензии. Стекание и перемещение суспензии после ухода катушки с места полива отсутствует. Это обеспечивает получение достоверного рисунка дефектов на детали и надежное фиксирование магнитного порошка на месте дефекта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитопорошкового контроля | 1988 |
|
SU1635113A1 |
| Способ магнитопорошкового контроля труб, устройство для его осуществления и установка на основе такого устройства | 2021 |
|
RU2783481C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО МАГНИТОЛЮМИНЕСЦЕНТНОГО КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2518954C1 |
| Установка для магнитопорошковой дефектоскопии колец подшипников | 2024 |
|
RU2828161C1 |
| СПОСОБ МАГНИТОПОРОШКОВОГО КОНТРОЛЯ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2784214C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ | 1992 |
|
RU2020465C1 |
| СПОСОБ МАГНИТОПОРОШКОВОЙ ДЕФЕКТОСКОПИИ И УСТРОЙСТВО, ЕГО РЕАЛИЗУЮЩЕЕ | 2022 |
|
RU2806246C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2005 |
|
RU2287149C1 |
| СТЕНД МАГНИТОПОРОШКОВОГО КОНТРОЛЯ БАНДАЖА КОЛЕС ЛОКОМОТИВА | 2022 |
|
RU2787905C1 |
| Магнитолюминесцентная суспензия для дефектоскопии изделий | 1990 |
|
SU1739275A1 |
Изобретение относится к магнитопорошковой дефектоскопии деталей при нанесении на контролируемую поверхность масляной суспензии. Задача изобретения - нанесение масляной магнитопорошковой суспензии на вращающуюся деталь таким образом, чтобы избежать стекания и перемещения суспензии и при этом надежно фиксировать магнитный порошок в месте дефекта и получить достоверный его рисунок. Способ заключается в том, что суспензию подают под давлением 6 - 9 атм, перед нанесением нагревают до 50 - 100°С, а нанесение осуществляют вихревым потоком. 1 ил. ил.
СПОСОБ НАНЕСЕНИЯ СУСПЕНЗИИ В МАГНИТОПОРОШКОВОМ КОНТРОЛЕ, заключающийся в том, что подают суспензию под давлением, отличающийся тем, что перед нанесением суспензию нагревают до 50 - 100oС, а нанесение осуществляют вихревым потоком.
| Магнитный дефектоскоп | 1975 |
|
SU684429A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
