Изобретение относится к области электронно-лучевой сварки и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощности электронного луча непосредственно в процессе сварки.
Известен способ электронно-лучевой сварки с контролем удельной мощности электронного пучка в зоне взаимодействия с металлом, при котором фокусировку электронного луча устанавливают по сигналу, получаемому в результате выделения и обработки переменных составляющих вторичного тока с пересекающимися частотными спектрами (авторское свидетельство №1468700, В23К 15/00, 1989 г.).
Известный способ обеспечивает достаточную точность контроля фокусировки электронного луча, но обладает низким быстродействием. Это связано с тем, что использующиеся в способе зависимости параметров вторичных излучений от тока фокусирующей линзы имеют экстремальный характер с зоной нечувствительности и двумя значениями тока фокусирующей линзы, при которых обеспечиваются равные по величине параметры сигналов. В связи с этим системы оперативного контроля фокусировки электронного луча с использованием известного способа предусматривают низкочастотное сканирование, что существенно ограничивает быстродействие этих систем и отрицательно сказывается на качестве формирования сварного соединения.
Наиболее близким к заявляемому способу по технической сущности и достигаемому эффекту является способ электронно-лучевой сварки, при котором модулируют удельную мощность электронного луча путем наложения на ток луча и/или на ток фокусирующей линзы электронной пушки переменного напряжения с заданной частотой. Фокусировку электронного луча регулируют по переменной составляющей вторичного тока, имеющей частоту, равную частоте модуляции удельной мощности луча, определяют два максимума зависимости от тока фокусировки амплитуды и/или ненормированной спектральной плотности составляющей вторичного тока с частотой, равной частоте модуляции удельной мощности электронного луча, и устанавливают фокусировку луча по минимальному значению амплитуды и/или ненормированной спектральной плотности этой составляющей, регулируя ток фокусирующей линзы в интервале между его значениями, соответствующими максимумам амплитуды и/или спектральной плотности данной составляющей (патент РФ №2183153, В23К 15/00, 2002 г.).
Недостатком известного способа является то, что он обеспечивает достаточную точность контроля фокусировки электронного луча только при сварке модулированным лучом, а для осуществления оперативного контроля непосредственно во время сварки требует низкочастотных поисковых сканирований фокуса электронного луча, что отрицательно сказывается на качестве формирования сварного шва.
Задача, решаемая изобретением, заключается в предоставлении способа электронно-лучевой сварки при повышенной точности оперативного контроля фокусировки электронного луча при проведении сварки в режиме глубокого проплавления осциллирующим электронным лучом.
Техническим результатом, достигаемым изобретением, является повышение качества формирования сварного шва в режиме глубокого проплавления осциллирующим электронным лучом.
Технический результат достигается за счет того, что при осуществлении заявляемого способа электронно-лучевой сварки с оперативным контролем удельной мощности и степени фокусировки электронного луча согласно изобретению электронно-лучевую сварку проводят с осцилляцией электронного луча в частотном диапазоне от 300 до 2000 Гц по синусоидальному или линейному закону, в процессе сварки измеряют сигнал вторичного тока в цепи коллектора электронов, исходный сигнал вторичного тока в цепи коллектора электронов подвергают фильтрации и выпрямлению, проводят обработку отфильтрованного и выпрямленного или исходного сигнала вторичного тока в цепи коллектора электронов методом синхронного накопления, измеряют величину запаздывания сигнала, являющегося результатом обработки вторичного сигнала методом синхронного накопления, относительно сигнала тока в отклоняющих катушках, затем управляют током фокусировки, поддерживая упомянутое выше значение запаздывания сигнала на постоянном уровне, соответствующем определенной величине удельной мощности электронного луча.
Заявляемый способ позволяет с высокой точностью осуществлять оперативный контроль фокусировки электронного луча без применения дополнительных поисковых сканирований фокуса благодаря использованию дополнительного информационного параметра при осуществлении последовательных действий согласно формуле изобретения. Применяемая при этом высокочастотная осцилляция электронного луча дополнительно улучшает качество формирования сварного шва.
Указанные преимущества способа обеспечивают высокое качество сварки в режиме глубокого проплавления осциллирующим электронным лучом и позволяют с высокой точностью осуществлять оперативный контроль фокусировки электронного луча без применения дополнительных поисковых сканирований фокуса.
В дальнейшем изобретение поясняется описанием предпочтительных вариантов осуществления со ссылками на сопроводительные чертежи, на которых:
Фиг.1 изображает структурную схему устройства, предназначенного для осуществления заявляемого способа.
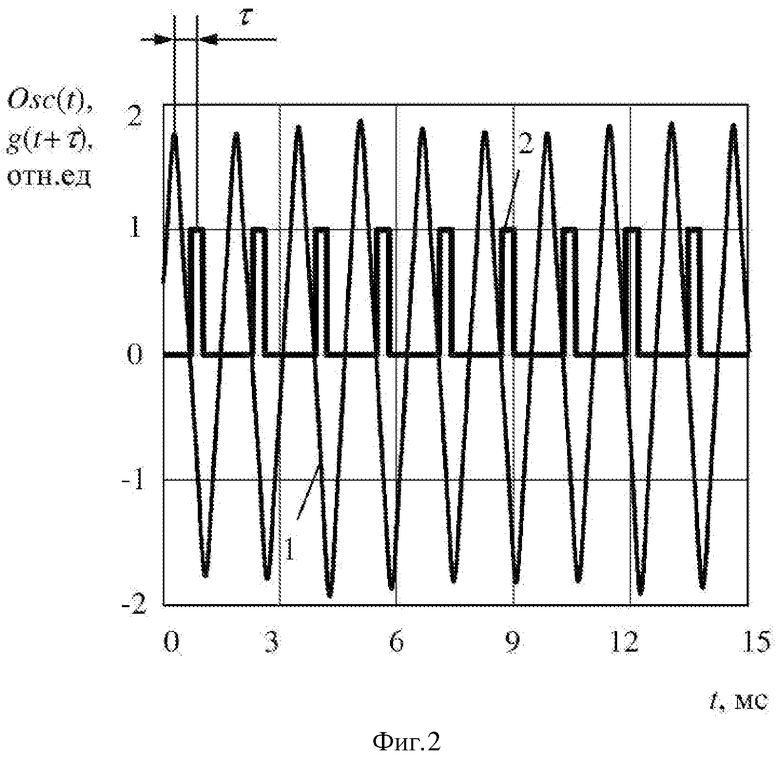
Фиг.2 изображает диаграмму опорного сигнала g(t) для реализации синхронного накопления, сформированного из сигнала в отклоняющих катушках и представляющего собой прямоугольные колебания малой скважности.
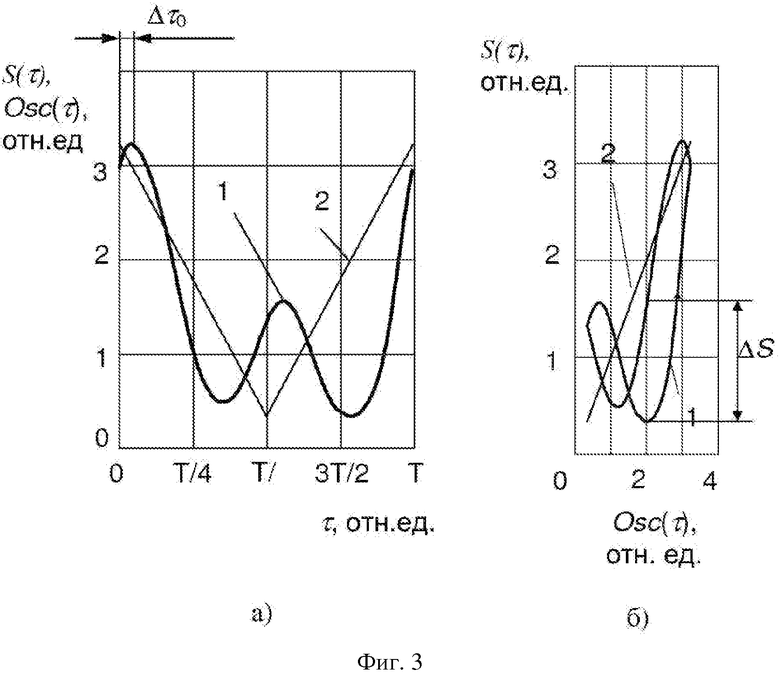
Фиг.3 изображает сигнал S(τ), являющейся результатом обработки вторичного сигнала методом синхронного накопления, в зависимости от сдвига опорного сигнала (а) и от сигнала в отклоняющих катушках (б), согласно формуле
 ,
,
где t0 - время выборки.
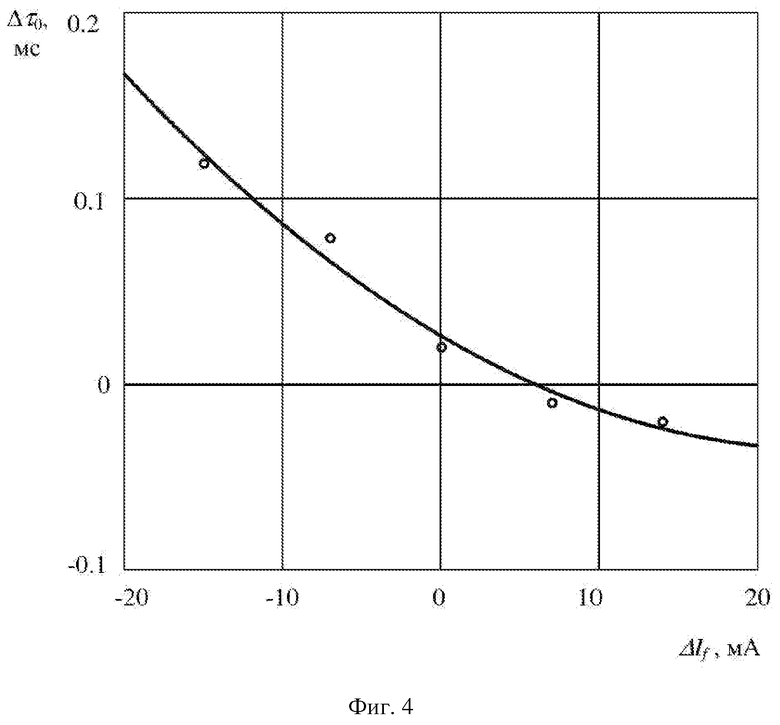
Фиг.4 изображает зависимость величины запаздывания Δτ0 сигнала S(τ) от степени фокусировки ΔIf электронного луча, полученную в результате многофакторного эксперимента, с отмеченными дополнительными контрольными экспериментальными точками.
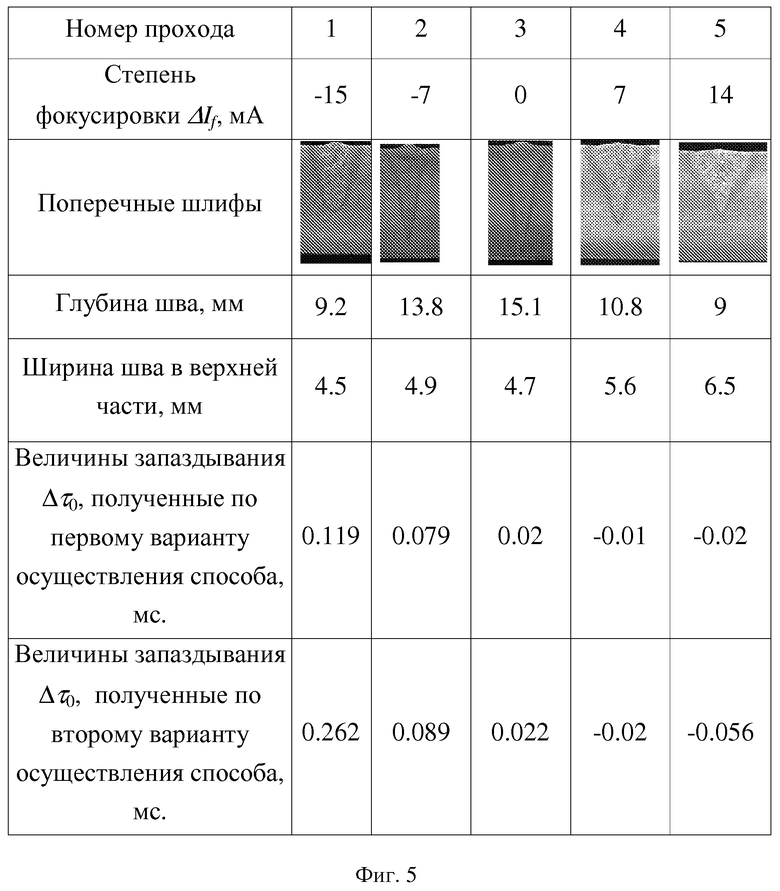
Фиг.5 изображает диаграмму по результатам проведения электронно-лучевой сварки стали мощностью 3 кВт для 5-ти различных степеней фокусировки электронного луча ΔIf.
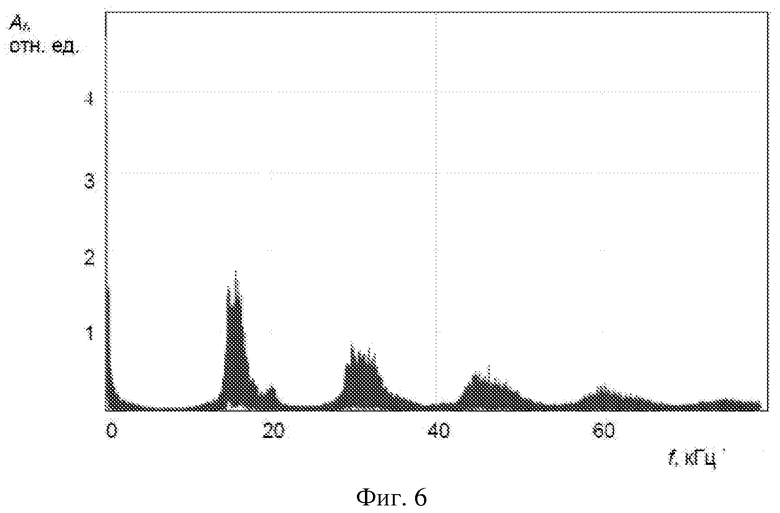
Фиг.6 изображает зависимость спектральной плотности распределения Af от частоты f в спектре колебаний сигнала вторичного тока в цепи коллектора электронов при сварке изделия из нержавеющей стали марки 12Х18Н10Т.
На фиг.1 представлена структурная схема устройства, предназначенного для осуществления заявляемого способа. В установке для электронно-лучевой сварки в процессе сварки изделия 1 осуществляют осцилляцию электронного луча путем введения в ток отклоняющих катушек 2 линейных, пилообразных или синусоидальных колебаний посредством блока 3 управления токами Iоткл отклоняющих катушек. Осцилляцию осуществляют в частотном диапазоне от 300 до 2000 Гц. В процессе сварки регистрируют вторичный ток в цепи, содержащей коллектор 4 электронов, источник 5 напряжения смещения и резистор 6 нагрузки, и ток отклоняющих катушек 2. Напряжение с резистора 6 нагрузки, пропорциональное величине исходного сигнала вторичного тока в цепи коллектора электронов, подвергают фильтрации и выпрямлению в блоке 7 обработки. В этом же блоке 7, совместно с сигналами токов отклоняющих катушек Iоткл, отфильтрованный и выпрямленный или исходный сигнал вторичного тока в цепи коллектора электронов обрабатывают методом синхронного детектирования. В результате обработки получают сигнал S(τ), являющийся результатом обработки вторичного сигнала методом синхронного накопления, и величину запаздывания Δτ0 или ΔS сигнала S(τ) относительно сигнала тока в отклоняющих катушках (фиг.4). Величина запаздывания Δτ0 или ΔS сигнала S(τ) относительно сигнала тока в отклоняющих катушках монотонно зависит от степени фокусировки ΔIf электронного луча (фиг.5) и принимает значения равные нулю при острой фокусировке электронного луча. Устройство 8 управления совместно с блоком 9 управления током фокусирующей катушки 10 осуществляет регулирование тока фокусировки электронного луча, поддерживая упомянутую выше величину запаздывания Δτ0 или ΔS сигнала S(τ) на постоянном уровне, соответствующей определенной степени фокусировки электронного луча относительно поверхности изделия. В частности, поддержание величины запаздывания, равной нулю, обеспечивает максимальную при данной мощности и скорости сварки глубину проплавления, что соответствует максимальной удельной мощности, выделяемой в зоне сварки. Сигнал S(τ) и величина запаздывания Δτ0 или ΔS сигнала отображаются на устройстве 11 визуализации.
Осцилляция электронного луча, согласно заявленному способу, предпочтительно осуществляется вдоль свариваемого стыка. Однако следует отметить, что также могут использоваться осцилляции поперек стыка, х-образным способом и с использованием других специальных форм траекторий для дополнительного улучшения качества сварки.
Экспериментальная апробация способа осуществлялась на образцах из сталей 12Х18Н10Т и 15Х5М на электронно-лучевой сварочной установке с инверторным источником питания с ускоряющим напряжением 60 кВ и мощностью 6 кВт. Осцилляция электронного луча осуществлялась путем введения в ток отклоняющих катушек Iоткл периодических колебаний по линейному закону. Расстояние от среза электронной пушки до изделия составляло 100 мм. Применялось активное планирование эксперимента. Варьировались четыре фактора: мощность сварки - Р; размер развертки - 2А; частота осцилляции электронного луча - f; степень фокусировки электронного луча - ΔIf=If-If0; разница между значениями тока фокусировки при сварке If и током острой фокусировки, обеспечивающим максимальную глубину, - If0. Скорость сварки составляла 5 мм/с. Глубина проплавления при отсутствии осцилляции электронного луча и острой фокусировке составляла 10…18 мм. Пределы варьирования факторов для каждой серии представлены в табл.1.
Согласно первому варианту осуществления изобретения, во время выполнения сварочных проходов, с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом, регистрировался ток в цепи коллектора 4 вторичных электронов, расположенного на срезе электронной пушки и находящегося под положительным потенциалом 50 В (Фиг.1). Одновременно регистрировались сигналы, пропорциональные току в отклоняющих катушках 2. Результаты регистрации записывались в файл для дальнейшей обработки. Частота дискретизации при аналого-цифровом преобразовании в проведенных экспериментах составляла 400 кГц на два измерительных канала. Часть экспериментов проводилась с частотой дискретизации 2 МГц. Все проплавленные образцы подвергались последующей обработке с целью изготовления поперечных макрошлифов.
Сигнал вторичного тока в цепи коллектора электронов с коллектора электронов, установленного над зоной сварки, и сигнал тока в отклоняющих катушках обрабатывались с помощью компьютерной информационно-измерительной системы, оснащенной многоканальным аналого-цифровым интерфейсом.
Опорный сигнал g(t) для реализации синхронного накопления формировался из сигнала в отклоняющих катушках и представлял собой прямоугольные колебания малой скважности (Фиг.2). На фиг.2 изображено: 1 - осциллограмма тока отклоняющей вдоль стыка катушки (Osc(t)); 2 - сформированный опорный сигнал g(t+τ), где τ - сдвиг опорного сигнала относительно сигнала отклоняющих катушек.
Опорный сигнал g(t+τ), сдвинутый на время τ(0<τ<Т, где T - период сигнала в отклоняющих катушках), умножался на сигнал вторичного тока Data(t) и затем интегрировался (суммировался или усреднялся) по времени t.
Результатом данных преобразований являлся сигнал S(τ) (Фиг.3), описывающий изменение результата синхронного детектирования в зависимости от сдвига опорного сигнала.
 ,
,
где t0 - время выборки, которое составляло 300 мс.
Согласно построенной модели для величины запаздывания Δτ0 сигнала S(τ) относительно сигнала тока в отклоняющих катушках и для глубины проплавления в зависимости от факторов из табл.1 коэффициент корреляции для модели величины запаздывания Δτ0 сигнала S(τ) относительно сигнала тока в отклоняющих катушках составляет 0.957, что говорит о наличии прямой зависимости между результирующим сигналом и наблюдаемыми параметрами.
На Фиг.4 приведена зависимость величины запаздывания Δτ0 от степени фокусировки ΔIf, построенная по полученному уравнению регрессии. Точками отображаются экспериментальные данные, дополнительно полученные для проверки адекватности при фиксированных значениях всех факторов из табл.1 кроме ΔIf. Кривая зависимости на Фиг.4 монотонно убывает при увеличении степени фокусировки и принимает нулевое значение в районе острой фокусировки, обеспечивающей максимальную глубину проплавления. Аналогичные результаты были получены для параметра - ΔS (Фиг 3,б), также характеризующего величину запаздывания Δτ0 сигнала S(τ) относительно сигнала тока в отклоняющих катушках.
Способ был опробован на образцах из стали 15Х5М на электронно-лучевой сварочной установке с источником питания ЭЛА-60/60 при сварке мощностью 3,6 кВт.
На фиг.5 показана диаграмма по результатам проведения электронно-лучевой сварки стали электронным лучом мощностью 3 кВт для 5-ти различных степеней фокусировки электронного луча ΔIf (ΔIf=If-Ifo - степень фокусировки, определяемая разницей между значениями тока фокусировки при сварке и током острой фокусировки, обеспечивающим максимальную глубину проплавления металла). Приведены величины запаздывания Δτ0 сигнала S(τ) относительно сигнала тока в отклоняющих катушках, полученные согласно заявленному способу. Знак и величина запаздывания Δτ0 сигнала S(τ) зависят от степени фокусировки ΔIf, монотонно уменьшаясь от положительных значений на недофокусированном режиме к отрицательным на режиме с перефокусировкой электронного луча (Фиг.4).
На фиг.5 также изображены поперечные шлифы и геометрические параметры проплавления, полученные при сварке на соответствующих режимах. Видно, что глубина проплавления h получилась максимальной при фокусировке электронного луча, при которой наблюдалось равенство нулю величины запаздывания Δτ0 сигнала S(τ), что подтверждается графиком на фиг.5. Максимальное отношение глубины проплавления h к ширине шва в верхней части d наблюдается там же.
Таким образом, указанный информационный параметр позволяет идентифицировать режим фокусировки электронного луча при электронно-лучевой сварке без применения дополнительных низкочастотных поисковых сканирований фокуса.
Аналогичные результаты имели место при сварке всех применявшихся в экспериментах материалов, во всех описанных выше режимах.
На Фиг.6 изображен спектр сигнала колебаний вторичного тока в цепи коллектора электронов при электронно-лучевой сварке стали 12Х18Н10Т, построенный с помощью преобразования Фурье. Виден отчетливый максимум спектральной плотности на частоте около 17 кГц. Аналогичный вид имеют спектрограммы во всем исследованном диапазоне для всех исследованных материалов. Частота, соответствующая максимуму спектральной плотности, зависит от свариваемого материала и от режима сварки и лежит в диапазоне от 5 кГц до 125 кГц (чаще принимая значения 12-30 кГц). Максимум спектральной плотности в спектре сигнала вторичного тока в цепи коллектора электронов отражает высокочастотные процессы в системе «луч - канал проплавления - плазма», которые зачастую наиболее сильно коррелируют с величиной удельной мощности при сварке.
Заявляемый второй вариант осуществления способа реализуется следующим образом.
Сигнал вторичного тока в цепи коллектора электронов подвергают фильтрации путем выделения из спектра колебаний вторичного тока в диапазоне частот 5-125 кГц сигнала переменной составляющей, включающей диапазон частот, содержащий «максимум» спектральной плотности, далее выпрямляют отфильтрованный сигнал и в дальнейшем производят его обработку и управляют током фокусировки аналогично первому варианту осуществления способа.
Способ был опробован на образцах из стали 15Х5М на электронно-лучевой сварочной установке с источником питания ЭЛА-60/60 при сварке мощностью 3,6 кВт.
Из спектра колебаний сигнала вторичного тока в цепи коллектора электронов с помощью цифрового полосового фильтра выделялся сигнал переменной составляющей, включающей диапазон частот, содержащих «максимум» спектральной плотности. Для стали 12Х18Н10Т диапазон принимался от 12,5 до 25 кГц. Результаты, аналогичные ниже описанным, получались и при выборе более узких и более широких диапазонов.
Далее отфильтрованный сигнал выпрямлялся и полученный сигнал подвергался обработке аналогично исходному сигналу Data(t), согласно первому варианту реализации.
На фиг.5 показаны результаты проведения электронно-лучевой сварки стали электронным лучом мощностью 3 кВт для 5-ти различных степеней фокусировки электронного луча ΔIf (ΔIf=If-Ifo - степень фокусировки, определяемая разницей между значениями тока фокусировки при сварке и током острой фокусировки, обеспечивающим максимальную глубину проплавления металла). Приведены величины запаздывания Δτ0 сигнала S(τ) относительно сигнала тока в отклоняющих катушках, полученные по способу согласно второму варианту реализации. Знак и величина запаздывания Δτ0 сигнала S(τ) зависят от степени фокусировки ΔIf, монотонно уменьшаясь от положительных значений на недофокусированном режиме к отрицательным на режиме с перефокусировкой электронного луча. При этом результаты, полученные по второму варианту осуществления способа, характеризуются лучшей линейностью и позволяют точнее идентифицировать режим фокусировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Способ электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча (варианты) | 2018 |
|
RU2704682C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2532626C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ С ВЕРТИКАЛЬНОЙ ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2753069C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
Изобретение относится к области электронно-лучевой сварки. Способ электронно-лучевой сварки осуществляется с оперативным контролем удельной мощности и степени фокусировки электронного луча, причем сварку проводят с осцилляцией электронного луча в частотном диапазоне от 300 до 2000 Гц по синусоидальному или линейному закону, в процессе сварки измеряют и подвергают фильтрации и выпрямлению сигнал вторичного тока в цепи коллектора электронов, затем проводят обработку отфильтрованного и выпрямленного или исходного сигнала вторичного тока методом синхронного накопления и измеряют величину запаздывания этого сигнала относительно сигнала тока в отклоняющих катушках. При этом током фокусировки управляют поддерживая упомянутую величину запаздывания сигнала на постоянном уровне, соответствующем заданной величине удельной мощности электронного луча. Техническим результатом при использовании изобретения является повышение качества формирования сварного шва в режиме глубокого проплавления осциллирующим электронным лучом. 1 з.п. ф-лы, 6 ил., 1 табл.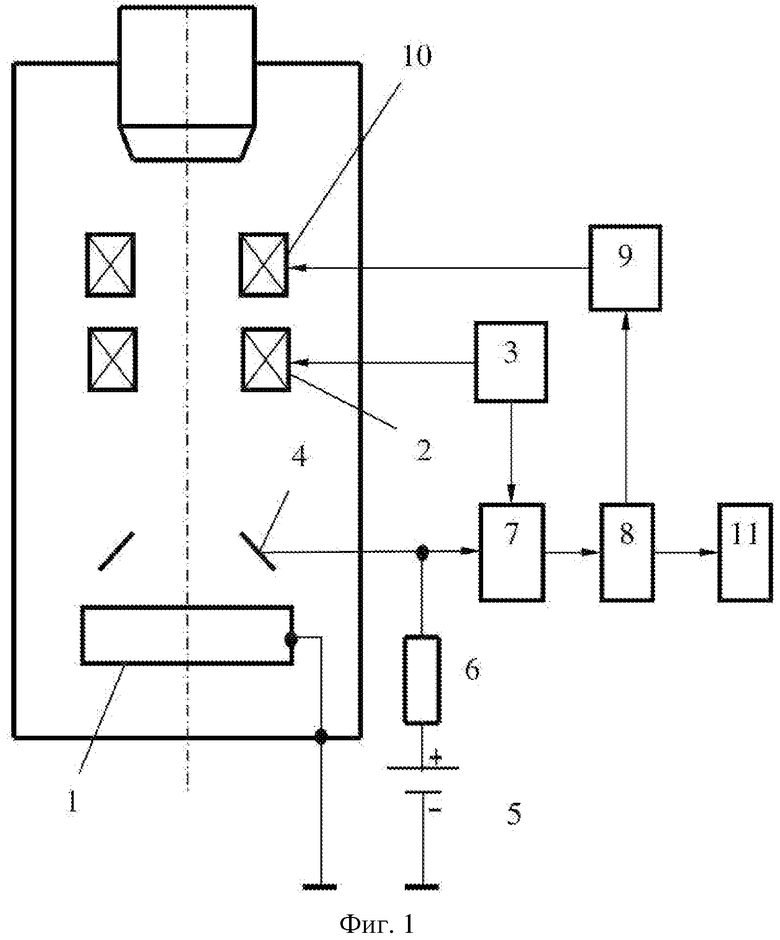
1. Способ электронно-лучевой сварки, включающий в себя оперативный контроль удельной мощности и степени фокусировки электронного луча, при котором в процессе сварки измеряют и подвергают фильтрации и выпрямлению сигнал вторичного тока в цепи коллектора электронов, при этом осуществляют управление током фокусировки в соответствии с заданной величиной удельной мощности электронного луча, отличающийся тем, что электронно-лучевую сварку проводят с осцилляцией электронного луча в частотном диапазоне от 300 до 2000 Гц по синусоидальному или линейному закону, при этом проводят обработку отфильтрованного и выпрямленного или исходного сигнала вторичного тока в цепи коллектора электронов методом синхронного накопления и измеряют величину запаздывания упомянутого обработанного сигнала относительно сигнала тока в отклоняющих катушках, а управление током фокусировки выполняют поддерживая упомянутую величину запаздывания на постоянном уровне, соответствующем заданной величине удельной мощности электронного луча.
2. Способ по п. 1, отличающийся тем, что фильтрацию сигнала вторичного тока в цепи коллектора электронов выполняют путем выделения из его спектра в диапазоне частот 5…125 кГц сигнала переменной составляющей, соответствующей диапазону частот, содержащему максимум спектральной плотности.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2000 |
|
RU2183153C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
| GB 1535302 A, 13.12.1978 | |||
| JPS 6182984 A, 26.04.1986 | |||
| JPS 55102230 A, 05.08.1980 | |||

