Изобретение относится к области электронно-лучевой сварки и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощностью электронного пучка непосредственно в процессе сварки.
Известен способ электронно-лучевой сварки с контролем удельной мощности электронного пучка в зоне взаимодействия с металлом, при котором фокусировку электронного пучка устанавливают по сигналу, получаемому в результате выделения и обработки переменных составляющих вторичного тока с пересекающимися частотными спектрами [1].
Известный способ обеспечивает высокую точность контроля фокусировки электронного пучка при сварке немодулированным пучком. Но при модуляции мощности электронного пучка точность контроля фокусировки снижается.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ электронно-лучевой сварки, при котором модулируют удельную мощность электронного пучка путем наложения на ток пучка и (или) на ток фокусирующей линзы электронной пушки переменного компонента, а фокусировку электронного пучка устанавливают по амплитуде переменной составляющей вторичного тока, имеющей частоту, равную частоте модуляции удельной мощности пучка [2]. При данном способе максимальное значение удельной мощности определяют по максимальной амплитуде переменной составляющей тока коллектора.
Известный способ позволяет с высокой точностью определять фокусировку электронного пучка при сварке в режиме поверхностного расплавления, однако при сварке глубоким проплавлением, сопровождающимся образованием канала проплавления в металле, точность данного способа существенно снижается. Кроме того, данный способ не позволяет определять фокусировку электронного пучка, отличную от экстремальной, что существенно сужает технологические возможности способа.
Задача изобретения - повышение точности контроля фокусировки электронного пучка при электронно-лучевой сварке модулированным пучком в режиме глубокого проплавления, сопровождающегося образованием канала проплавления в металле, а также расширение технологических возможностей способа.
Технический эффект заключается в возможности определения и установки тока фокусировки электронного пучка при электронно-лучевой сварке модулированным пучком, обеспечивающего либо максимальную глубину проплавления металла, либо значение глубины вблизи максимальной по обе стороны экстремума.
Это достигается тем, что в способе электронно-лучевой сварки, при котором модулируют удельную мощность электронного пучка путем наложения на ток пучка и на ток фокусирующей линзы электронной пушки переменных компонентов, модуляцию тока пучка осуществляют с частотой, значительно превышающей частоту модуляции тока фокусирующей линзы, выделяют переменную составляющую вторичного тока с частотой, равной частоте модуляции тока пучка, последовательно производят амплитудное детектирование этой составляющей, затем синхронное детектирование полученного сигнала на частоте, равной частоте модуляции тока фокусирующей линзы, а фокусировку пучка устанавливают по величине и знаку напряжения, полученного после синхронного детектирования сигнала.
Отличительными признаками предлагаемого способа является то, что модуляцию тока пучка осуществляют с частотой, значительно превышающей частоту модуляции тока фокусирующей линзы, и выделяют переменную составляющую вторичного тока с частотой, равной частоте модуляции тока пучка, а затем последовательно производят амплитудное детектирование этой составляющей и синхронное детектирование полученного сигнала на частоте, равной частоте модуляции тока фокусирующей линзы, а фокусировку пучка устанавливают по величине и знаку напряжения, полученного после синхронного детектирования сигнала.
При электронно-лучевой сварке модулированным пучком с глубоким проплавлением металла, сопровождающимся образованием канала проплавления в металле, достигается повышение точности контроля фокусировки электронного пучка. Также существенно расширяются технологические возможности способа в результате того, что обработка вторичного тока с амплитудным и синхронным детектированием позволяет получить сигнал, величина и знак которого полностью определяют режим фокусировки электронного пучка, и в частности, - отклонение тока фокусировки от значения, соответствующего острой фокусировке пучка, обеспечивающей максимальную глубину проплавления при заданных значениях ускоряющего напряжения и тока пучка. Это позволяет производить электронно-лучевую сварку с контролируемыми режимами фокусировки пучка при недофокусированном и перефокусированном пучке.
Если наложить модулирующую компоненту с частотой ω на ток электронного пучка, модулирующую компоненту с частотой Ω на ток фокусирующей линзы электронной пушки (Ω≪ω) и регистрировать ток коллектора заряженных частиц, установленного над зоной электронно-лучевой сварки, то выражение для тока коллектора Iк будет иметь вид:
Iк= F(Ie)mf[Ifo-If(1+ξcosΩt)]cosωt, (1)
где F(Iе) - параметр, определяющий зависимость среднего значения тока коллектора от тока электронного пучка Iе; m - индекс модуляции тока пучка; Ifo - ток острой фокусировки; If - текущее значение тока фокусировки; ξ- индекс модуляции тока фокусирующей линзы; t - время.
Зависимость f(Ifo-If) при отсутствии модуляции тока фокусирующей линзы (ξ = 0), как показали эксперименты, имеет экстремальный характер с экстремумом (минимумом) при Ifo=If, и в окрестностях этой точки может быть приближенно аппроксимирована параболической функцией. Тогда выражение для тока коллектора приобретает вид:
Iк= F(Ie)mk[(Ifo-If)+IfξcosΩt]2cosωt, (2)
где k - коэффициент.
Если теперь выделить из тока коллектора узкополосным фильтром составляющую с частотой ω и осуществить ее амплитудное детектирование с последующим подавлением с помощью фильтра низких частот пульсаций с частотой ω, то полученный сигнал будет описываться следующим выражением:
Если данный сигнал подвергнуть синхронному детектированию на частоте Ω, то после синхронного детектирования и низкочастотной фильтрации с целью устранения модуляционных осцилляций получаем сигнал, описываемый выражением:
IkΩ= 2Ifξ(If-Ifo) (4)
Данный сигнал позволяет с высокой точностью определить и произвести установку тока фокусировки электронного пучка, обеспечивающего либо максимальную глубину проплавления металла (острая фокусировка пучка), либо значение глубины вблизи максимальной по обе стороны экстремума, соответствующего острой фокусировке пучка.
На чертеже представлена блок-схема устройства для осуществления способа. Устройство содержит электронную пушку 1 с фокусирующей линзой 2, коллектор 3 электронов, блок 4 модуляции, подключенный выходами к электронной пушке 1 и фокусирующей линзе 2, источник 5 напряжения смещения и резистор 6 нагрузки, последовательно подключенные к коллектору 3 электронов, полосовой фильтр 7, вход которого подключен к резистору 6 нагрузки, амплитудный детектор 8, подключенный входом к выходу полосового фильтра 7, синхронный детектор 9, вход которого соединен с выходом амплитудного детектора 8, блок 10 управления током фокусировки и блок 11 задания фокусировки, причем выход блока 11 задания фокусировки подключен к одному из входов блока 10 управления током фокусировки, второй вход этого блока соединен с выходом синхронного детектора 9, а выход блока 10 управления током фокусировки подключен к фокусирующей линзе 2 электронной пушки 1.
Способ осуществляется следующим образом.
В процессе электронно-лучевой сварки с помощью блока 4 модуляции модулируют ток электронного пучка с частотой ω и ток фокусирующей линзы 2 с частотой Ω и регистрируют вторичный ток в цепи, содержащей источник 5 напряжения смещения, резистор 6 нагрузки и коллектор 3 электронов. Напряжение с резистора 6 нагрузки, пропорциональное величине вторичного тока, обрабатывается полосовым фильтром 7 с целью выделения из спектра колебаний вторичного тока составляющей с частотой, равной частоте ω модуляции тока электронного пучка. Сигнал с выхода фильтра 7 поступает на амплитудный детектор 8, который производит амплитудное детектирование сигнала и фильтрацию модуляционных осцилляций с частотой ω. Сигнал с выхода амплитудного детектора 8, изменяющийся с частотой Ω, поступает на вход синхронного детектора 9, где он подвергается синхронному детектированию на частоте Ω и низкочастотной фильтрации с целью подавления модуляционных осцилляций с частотой Ω. Сигнал с выхода синхронного детектора 9 пропорционален величине отклонения текущего значения тока фокусировки от значения тока острой фокусировки. Этот сигнал подается на блок 10 управления, который управляет током фокусирующей линзы 2 таким образом, чтобы значение сигнала с выхода синхронного детектора 9 было равно заданному значению, устанавливаемому блоком задания фокусировки 11. В частном случае, это значение может быть равно нулю, что обеспечивает поддержание острой фокусировки электронного пучка при сварке.
Экспериментальное опробование способа осуществлялось на электронно-лучевой сварочной установке ЭЛА-60/60 при использовании образцов из стали 12Х18Н10Т. Ток электронного пучка модулировали от внешнего генератора синусоидальных колебаний с частотой 550 Гц, а ток фокусирующей линзы электронной пушки - с частотой 35 Гц. Глубина модуляции тока электронного пучка составляла 28%, а глубина модуляции тока фокусирующей линзы - 6%. Сигнал с коллектора электронов, установленного над зоной сварки, обрабатывался с помощью компьютерной информационно-измерительной системы на базе IBM-совместимого компьютера, оснащенного многоканальным аналого-цифровым интерфейсом. Загруженная в оперативную память компьютера специальная программа, написанная на языке ТурбоПаскаль, обеспечивала обработку сигнала по вышеописанному алгоритму (узкополосная фильтрация сигнала на частоте ω, амплитудное детектирование с подавлением модуляционных осцилляций на частоте ω, синхронное детектирование на частоте Ω и низкочастотная фильтрация с целью подавления модуляционных осцилляций на частоте Ω). Значение сигнала после обработки визуализировалось на экране видеомонитора компьютера и позволяло эффективно определять отклонение текущего значения фокусировки от острой фокусировки.
Таким образом, предлагаемый способ обеспечивает существенное повышение точности контроля фокусировки электронного пучка при электронно-лучевой сварке модулированным пучком в режиме глубокого проплавления, сопровождающегося образованием канала проплавления в металле, так как обработка вторичного тока, регистрируемого коллектором заряженных частиц, путем выделения переменной составляющей вторичного тока с частотой, равной частоте модуляции тока электронного пучка, и последующих амплитудного детектирования и синхронного детектирования на частоте, равной частоте модуляции тока фокусирующей линзы, позволяет с высокой точностью определить отклонение текущего значения тока фокусировки от острой, обеспечивающей максимальную глубину проплавления металла, и установить заданное значение тока фокусировки электронного пучка. Также расширяются технологические возможности способа.
Источники информации
1. Авторское свидетельство СССР 1468700, кл. В 23 К 15/00.
2. Патент Российской Федерации 2024372, кл. В 23 К 15/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1998 |
|
RU2148484C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2519155C2 |
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2057627C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2002 |
|
RU2237557C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2494846C2 |
| Способ электронно-лучевой сварки с кинжальным проплавлением | 1988 |
|
SU1544537A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1986 |
|
SU1468700A1 |
Изобретение относится к электронно-лучевой сварке и может быть использовано при электронно-лучевой сварке конструкционных материалов с контролем и управлением удельной мощностью электронного пучка непосредственно в процессе сварки. Технический результат - повышение точности контроля фокусировки электронного пучка. По предлагаемому способу удельную мощность электронного пучка модулируют путем наложения на ток пучка и на ток фокусирующей линзы электронной пушки переменных компонентов, модуляцию тока пучка осуществляют с частотой, значительно превышающей частоту модуляции тока фокусирующей линзы, выделяют переменную составляющую вторичного тока с частотой, равной частоте модуляции тока пучка, и последовательно производят амплитудное детектирование этой составляющей, затем синхронное детектирование полученного сигнала на частоте, равной частоте модуляции тока фокусирующей линзы, а фокусировку пучка устанавливают по величине и знаку напряжения, полученного после синхронного детектирования сигнала. При осуществлении способа достигается повышение точности контроля фокусировки электронного пучка. Также существенно расширяются технологические возможности способа в результате того, что обработка вторичного тока с амплитудным и синхронным детектированием позволяет получить сигнал, величина и знак которого полностью определяют режим фокусировки электронного пучка, и в частности, - отклонение тока фокусировки от значения, соответствующего острой фокусировке пучка, обеспечивающей максимальную глубину проплавления при заданных значениях ускоряющего напряжения и тока пучка. Это позволяет производить электронно-лучевую сварку с контролируемыми режимами фокусировки пучка при недофокусированном и перефокусированном пучке. 1 ил.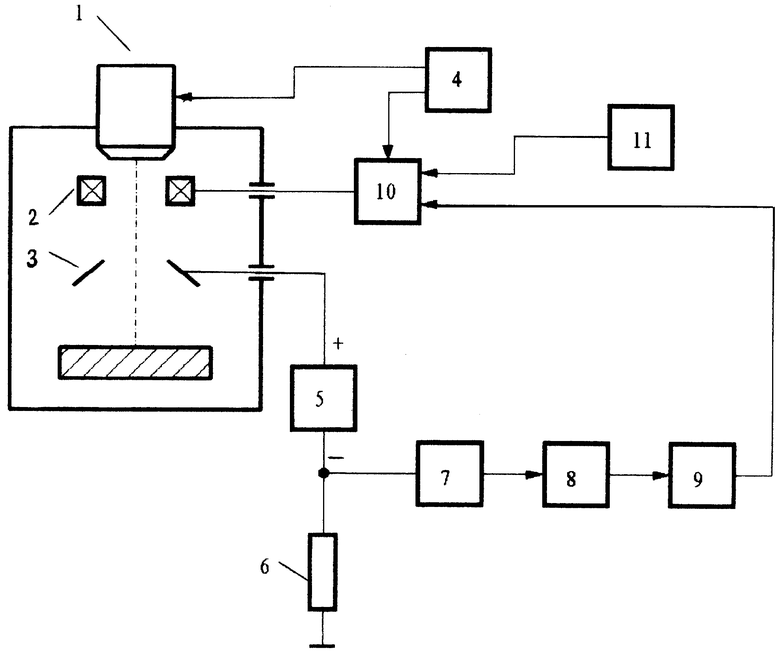
Способ электронно-лучевой сварки, при котором модулируют удельную мощность электронного пучка путем наложения на ток пучка и на ток фокусирующей линзы электронной пушки переменных компонентов и устанавливают фокусировку пучка по переменной составляющей вторичного тока, отличающийся тем, что модуляцию тока пучка осуществляют с частотой, значительно превышающей частоту модуляции тока фокусирующей линзы, выделяют переменную составляющую вторичного тока с частотой, равной частоте модуляции тока пучка, последовательно производят амплитудное детектирование этой составляющей, затем синхронное детектирование полученного сигнала на частоте, равной частоте модуляции тока фокусирующей линзы, а фокусировку пучка устанавливают по величине и знаку напряжения, полученного после синхронного детектирования сигнала.
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2024372C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2090327C1 |
| УСТАНОВКА ДЛЯ ОСУШКИ СЖАТОГО ВОЗДУХА | 2005 |
|
RU2294793C2 |
| US 3780256, 18.12.1973. | |||

